
ГОСТ 17380-2001
(ИСО 3419-81)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ ТРУБОПРОВОДОВ
БЕСШОВНЫЕ ПРИВАРНЫЕ
ИЗ УГЛЕРОДИСТОЙ И НИЗКОЛЕГИРОВАННОЙ СТАЛИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН ОАО «Корпорация МОНТАЖСПЕЦСТРОЙ»
ВНЕСЕН Государственным комитетом Российской Федерации по стандартизации и метрологии
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 20 от 1 ноября 2001 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба «Туркменстандартлары» |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Стандарт соответствует ИСО 3419-81 «Фитинги из легированной и нелегированной стали приварные встык» в части общих технических условий
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 27.05.2002 г. № 205-ст межгосударственный стандарт ГОСТ 17380-2001 (ИСО 3419-81) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2003 г.
5 ВЗАМЕН ГОСТ 17380-83
СОДЕРЖАНИЕ
ГОСТ 17380-2001 (ИСО 3419-81)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Детали
трубопроводов бесшовные приварные из углеродистой
и низколегированной стали
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Carbon and low-alloy steel butt-welding fittings. General specifications
Дата введения 2003-01-01
1 Область применения
1.1 Настоящий стандарт устанавливает общие технические условия на бесшовные приварные отводы, тройники, переходы и заглушки из углеродистой и низколегированной стали.
1.2 Детали применяют для трубопроводов различного назначения, включая подконтрольные органам надзора, при РN (Py) до 16 МПа и температуре от минус 70 до плюс 450 °С в соответствии с проектной и (или) конструкторской документацией, в которой условия применения (эксплуатации) деталей устанавливают на основе результатов расчетов на прочность с учетом всех внешних и внутренних силовых воздействий, свойств транспортируемых по трубопроводу веществ и окружающей среды, расчетного срока службы и (или) ресурса, периодичности и объема регламентных работ и ремонтов, требований настоящего стандарта, норм и правил органов надзора и других нормативных документов на проектирование, строительство и эксплуатацию трубопроводов.
1.3 Условия применения деталей исполнения 2 по PN (Py) - по 5.1.7 или 5.1.7.1, а по рабочему давлению и температуре - по ГОСТ 356.
Допускается устанавливать условия применения деталей на конкретные значения рабочего (расчетного, эксплуатационного) давления и(или) температуры.
(Измененная редакция. Изм. № 1)
1.4 Параметры применения деталей трубопроводов, подконтрольных органам надзора, не должны превышать предельных значений, установленных в правилах и нормах органов надзора.
1.5 Требования пунктов 4.2, 5.1.1-5.1.4.1, 5.1.5-5.1.6.1, 5.1.7, 5.1.8, 5.2.1, 5.2.2, 5.2.3, 5.2.4, 5.3-5.4.2, 5.4.6, 5.5, 6.1-6.3.2, 6.4-6.6.2, 6.6.3, 6.4, 6.8, 7.1.1-7.1.3, 7.1.4, 7.2, 8.2, 9.1-9.2 и раздела 10 являются обязательными, остальные требования - рекомендуемыми.
1.6 Стандарт применим для сертификации продукции.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.101-68 Единая система конструкторской документации. Виды изделий
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 1577-93 Прокат листовой и широкополосный универсальный из конструкционной качественной стали. Общие технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5520-79 Сталь листовая углеродистая низколегированная для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия
ГОСТ 9454-78 Металлы. Методы испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066-94 Прокат тонколистовой из конструкционной низколегированной стали. Технические условия
ГОСТ 17375-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 3D (R ≈ 1,5 DN). Конструкция и размеры
ГОСТ 17376-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники. Конструкция и размеры
ГОСТ 17378-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Переходы. Конструкция и размеры
ГОСТ 17379-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические. Конструкция и размеры
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 26349-84 Соединения трубопроводов и арматура. Давления номинальные (условные). Ряды
ГОСТ 28338-89 Соединения трубопроводов и арматура. Проходы условные (размеры номинальные). Ряды
ГОСТ
30753-2001 Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Отводы крутоизогнутые типа 2D (R ![]() DN). Конструкция и
размеры
DN). Конструкция и
размеры
3 Определения, обозначения и сокращения
3.1 В настоящем стандарте применяют следующие термины с соответствующими определениями, а также обозначения и сокращения:
3.1.1 деталь: По ГОСТ 2.101.
3.1.2 отвод: Деталь, предназначенная для плавного изменения направления трубопровода.
3.1.3 тройник: Деталь, предназначенная для присоединения к магистральному трубопроводу боковых ответвлений.
3.1.4 переход: Деталь, предназначенная для плавного изменения диаметра трубопровода.
3.1.5 заглушка: Деталь, предназначенная для закрывания концевых отверстий в трубопроводах.
3.1.6 исполнение: Совокупность особенностей деталей в размерах, материалах, технических требованиях и др., определяющих их технические характеристики и применяемость.
3.1.7 исполнение 1: Детали, полностью соответствующие ИСО 3419.
3.1.8 исполнение 2: Детали, соответствующие нормативным техническим документам (стандартам, нормам, правилам и др.), действующие в государствах, принявших настоящий стандарт.
3.2 В настоящем стандарте применяют следующие обозначения:
PN (Py) - номинальное (условное) давление по ГОСТ 356 и ГОСТ 26349;
Рпр - пробное давление по ГОСТ 356;
DN - условный проход (номинальный размер) по ГОСТ 28338;
D - наружный диаметр торцов отводов, заглушек и равнопроходных тройников; больший наружный диаметр торцов переходов и переходных тройников;
D1 - меньший наружный диаметр торцов переходов и переходных тройников;
d - внутренний диаметр торцов отводов, заглушек и равнопроходных тройников; больший внутренний диаметр торцов переходов и переходных тройников (вычисляют по формуле d = D - 2Т);
d1 - меньший внутренний диаметр торцов переходов и переходных тройников (вычисляют по формуле d1 = D1 - 2Т1);
Т - толщина стенки деталей на торцах диаметра D;
Т1 - толщина стенки деталей на торцах диаметра D1;
Тв - толщина стенки отводов в неторцевых сечениях и тройников в зоне сопряжения магистрали и ответвления;
С - размер между центрами торцов отводов с θ = 180°;
В - размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с θ = 180°;
F - размер между плоскостью одного торца и центром другого торца отводов с θ = 90°, а также между плоскостью торца магистрали и центром торца ответвления тройников;
H - размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с θ = 45°, а также между плоскостью торца ответвления и центрами торцов магистрали тройников;
h - высота эллиптической части заглушки;
К - размер между плоскостью торца и наиболее удаленной от нее точкой наружной поверхности заглушки;
L - размер между центрами торцов переходов;
R - радиус кривизны осевой линии (радиус изгиба) отводов;
r - радиус наружной поверхности тройников в зоне сопряжения магистрали и ответвления в плоскости, проходящей через центры торцов;
W - размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с θ = 60°;
θ - угол между плоскостями торцов (угол изгиба) отводов;
Р - отклонение от перпендикулярности плоскостей торцов и осевой линии отводов;
Q - отклонение расположения плоскостей торцов отводов с θ = 45°, θ = 60° и θ = 90°, тройников и переходов;
U - отклонение расположения плоскостей торцов отводов с θ = 180°.
(Измененная редакция. Изм. № 1)
4 Классификация, основные параметры и размеры
4.1 Детали классифицируют по типам, исполнениям, условиям применения и маркам стали.
4.1.1 По типам и исполнениям детали подразделяют в соответствии с таблицей 1.
Таблица 1 - Классификация деталей по типам и исполнениям
|
R |
θ |
Исполнение |
|
|
Отводы 2D |
|
180° |
1 и 2 |
|
То же |
То же |
90° |
То же |
|
» |
» |
60° |
2 |
|
» |
» |
45° |
2 |
|
Отводы 3D |
|
180° |
1 и 2 |
|
То же |
То же |
90° |
То же |
|
» |
» |
60° |
2 |
|
» |
» |
45° |
1 и 2 |
|
Тройники равнопроходные |
- |
- |
То же |
|
» переходные |
- |
- |
» |
|
Переходы концентрические |
- |
- |
» |
|
» эксцентрические |
- |
- |
» |
|
Заглушки эллиптические |
- |
- |
» |
4.1.2 По условиям применения детали подразделяют на применяемые для трубопроводов:
- подконтрольных органам надзора;
- не подконтрольных органам надзора.
4.1.3 По маркам стали детали подразделяют в соответствии с таблицей 2.
4.1.3.1 По согласованию между изготовителем и потребителем (заказчиком) допускается изготовление деталей из других марок стали.
4.2 Конструкция, размеры и условные обозначения деталей должны соответствовать:
- отводы тип 2D - ГОСТ 30753;
- отводы тип 3D - ГОСТ 17375;
- тройники равнопроходные и переходные - ГОСТ 17376;
- переходы концентрические и эксцентрические - ГОСТ 17378;
- заглушки - ГОСТ 17379.
Таблица 2 - Классификация деталей по маркам стали
|
Сталь |
|
||
|
Марка |
Стандарт, ТУ |
|
|
|
1 |
TS4, TS9, TS10, TS18, TS32, TS34, TS37, TS43 |
|
|
|
Р5, Р9, Р18, Р32, Р34, Р43 |
|
||
|
Е24-1, Е24-2 |
ИСО 3183 [1] |
|
|
|
2 |
10 |
|
|
|
20 |
|||
|
ТУ 14-3-460 [8] |
|
||
|
10Г2 |
|
||
|
20ЮЧ |
ТУ 14-3-1652 [9] |
|
|
|
ТУ 14-3-1745 [10] |
|
||
|
15ГС |
ТУ 14-3-460 [8] |
|
|
|
ТУ 14-3-420 [11] |
|
||
|
09Г2С, 16ГС, 17ГС, 17Г1С, 10Г2С1 |
|
||
(Измененная редакция. Изм. № 1)
5 Общие технические требования
5.1 Характеристики (свойства)
5.1.1 На наружной и внутренней поверхностях деталей не допускаются трещины, надрывы и расслоения.
5.1.2 Разностенность, вмятины, риски, следы зачистки дефектов не должны выводить размеры деталей за пределы поля допуска.
5.1.3 Предельные отклонения размеров и расположения поверхностей деталей должны соответствовать указанным на рисунке 1 и в таблицах 3-5.
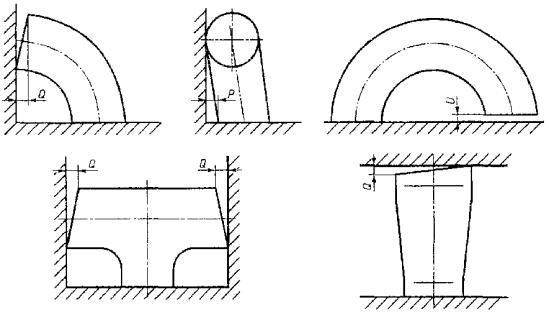
Рисунок 1
Таблица 3 - Предельные отклонения размеров деталей исполнения 1
Размеры в миллиметрах
|
D, D1 |
d, d1 |
Т, T1, % |
F, H, L |
В |
C |
К |
|
|
До 60,3 включ. |
+ 1,6 -0,8 |
±0,8 |
-12,5 |
±1,6 |
±6,3 |
±6,3 |
±3,2 |
|
Св. 60,3 до 114,3 включ. |
±1,6 |
±1,6 |
|||||
|
Св. 114,3 до 219,1 включ. |
+2,4 -1,6 |
±6,3 |
|||||
|
Св. 219,1 до 457,0 включ. |
+4,0 -3,2 |
±3,2 |
±2,4 |
±9,5 |
|||
|
Св. 457,0 до 610,0 включ. |
+6,3 -4,8 |
±4,8 |
|||||
|
Св. 610,0 |
±4,8 |
- |
- |
±9,5 |
Таблица 4 - Предельные отклонения расположения поверхностей деталей исполнения 1
Размеры в миллиметрах
|
D |
P |
Q |
U |
|
До 114,3 включ. |
1,6 |
0,8 |
±0,8 |
|
Св. 114,3 до 219,1 включ. |
3,2 |
1,6 |
|
|
Св. 219,1 до 323,9 включ. |
4,8 |
2,4 |
±1,6 |
|
Св. 323,9 до 406,4 включ. |
6,3 |
||
|
Св. 406,4 до 610,0 включ. |
9,5 |
3,2 |
|
|
Св. 610,0 до 711,0 включ. |
4,8 |
- |
|
|
Св. 711,0 |
12,7 |
Таблица 5 - Предельные отклонения размеров и расположения поверхностей деталей исполнения 2
Размеры в миллиметрах
|
d, d1 при Т (T1) |
T, T1, Tв, % |
F, W, H, L |
В |
С |
К |
Р |
Q |
U |
|||||
|
до 3 включ. |
св. 3 до 4,5 включ. |
св. 4,5 до 6 включ. |
св. 6 до 8 включ. |
св. 8 |
|||||||||
|
До 65 включ. |
±0,5 |
±1,0 |
±1,5 |
±1,5 |
- |
-15 + 30, но не более + 5 мм |
±2,0 |
±6,5 |
±6,5 |
±4,0 |
1,0 |
0,5 |
±1,0 |
|
Св. 65 до 125 включ. |
- |
±1,5 |
±1,5 |
±2,0 |
±2,5 |
2,0 |
1,0 |
||||||
|
Св. 125 до 200 включ. |
±3,0 |
±6,0 |
3,0 |
1,5 |
|||||||||
|
250; 300 |
- |
- |
±3,0 |
±3,0 |
±4,0 |
±9,5 |
5,0 |
2,5 |
±1,5 |
||||
|
350 |
6,5 |
||||||||||||
|
400 |
±5,0 |
||||||||||||
|
500 |
- |
±4,8 |
9,5 |
3,0 |
|||||||||
|
600 |
±6,0 |
||||||||||||
|
700; 800 |
±9,5 |
±9,5 |
12,5 |
5,0 |
±3,0 |
||||||||
5.1.3.1 По согласованию между изготовителем и потребителем (заказчиком) допускается для деталей исполнения 2 контролировать D и D1 вместо d и d1 соответственно. При этом предельные отклонения должны быть не более:
± 0,5 мм при D или D1 до 57 мм;
± 1,0 % » » » » св. 57 до 219 мм;
± 1,25 % » » » » 219 мм.
5.1.3.2 Предельные отклонения наружного диаметра отводов исполнения 2 в неторцевых сечениях не должны быть более ± 3,5 %.
5.1.3.3 Относительная овальность отводов исполнения 2 - не более 6 %.
5.1.3.4 Угол между плоскостью торца и образующими прилегающих к торцу поверхностей (исключая скос кромок под сварку) деталей исполнения 2 (например при переходе от Тв к Т и T1) должен быть не менее 60° по наружной поверхности и 70° - по внутренней поверхности.
5.1.3.5 На отводах исполнения 2 допускается волнистость (гофры) (рисунок 2) высотой h1, вычисленной по формуле (1), но не более 0,03 D. При этом размер l должен быть не менее 15 h1.
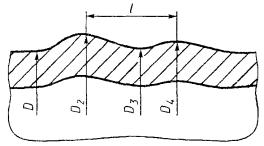
Рисунок 2
![]() (1)
(1)
5.1.3.6 На цилиндрической части магистрали тройников исполнения 2, изготовленных гидроштамповкой, допускается волнистость (гофры) по п. 5.1.3.5. Высота волн h1 должна быть, мм, не более:
1,0 - при D = 57 мм;
1,5 - при D от 76 до 133 мм включ.;
2,0 - при D от 159 до 219 мм включ.;
3,0 - при D = 273 мм;
4,0 - при D от 325 до 426 мм включ.
Размер l при этом должен быть не менее 3 h1.
(Введен дополнительно. Изм. № 1)
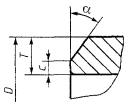
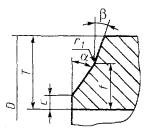
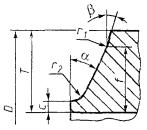
5.1.4 Форма кромок торцов деталей исполнения 1 должна соответствовать указанной в таблице 6.
Таблица 6 - Форма кромок деталей исполнения 1
Размеры в миллиметрах
|
Форма кромок |
α + 5° |
β ±1° |
с ±0,8 |
f |
r1 |
r2 |
|
|
|
До 3,6 включ. |
|
- |
- |
- |
- |
- |
- |
|
|
Св. 3,6 до 20,0 включ. |
|
30 |
1,6 |
|||||
|
Св. 20,0 |
|
10 |
19 |
≈3 |
- |
|||
|
|
≈6 |
5.1.4.1 Форма кромок деталей исполнения 2 должна соответствовать ГОСТ 16037: при Т или Т1 до 5 мм - типу С2, свыше 5 мм - типу С17.
5.1.4.2 По согласованию между изготовителем и потребителем (заказчиком) допускается изготавливать детали с другой формой кромок.
5.1.5 Механические свойства металла деталей исполнения 2 должны быть не менее указанных в таблице 7.
Таблица 7 - Механические свойства металла деталей
|
Временное сопротивление разрыву σв, МПа |
Предел текучести σ0,2, МПа |
Относительное удлинение δs, % |
Относительное сужение ψ, % |
Ударная вязкость KCU, Дж/см2, при температуре, °С |
|||
|
+ 20 |
-40 |
-60 |
|||||
|
10 |
343 |
205 |
24 |
50 |
49 |
29 |
- |
|
20 |
410 |
245 |
21 |
||||
|
20ЮЧ |
24 |
- |
34 |
29 |
|||
|
10Г2 |
421 |
21 |
|||||
|
09Г2С |
470 |
265 |
|||||
|
10Г2С1 |
450 |
315 |
59 |
29 |
- |
||
|
16ГС |
430 |
265 |
|||||
|
17ГС |
450 |
325 |
34 |
||||
|
17Г1С |
490 |
345 |
39 |
||||
|
15ГС |
294 |
16 |
34 |
||||
|
Примечания 1 Временное сопротивление металла переходов и заглушек из листового проката по ГОСТ 16523, МПа: 270 - для стали марки 10, 350 » » » 20. 2 Временное сопротивление металла переходов и заглушек из листового проката по ГОСТ 19281 из стали марки 09Г2С 430 МПа. 3 Относительное удлинение металла переходов и заглушек из листового проката по ГОСТ 17066, %: 17 - для стали марок 09Г2С, 16ГС и 10Г2С1, 19 » » марки 17ГС. |
|||||||
5.1.6 Детали должны быть термообработаны, если при их изготовлении операции формоизменения заканчиваются при температуре, °С:
- ниже 640 или свыше 940 для деталей исполнения 1,
- » 700 » » 900 » » » 2.
5.1.6.1 Режим термообработки деталей устанавливается изготовителем.
(Измененная редакция. Изм. № 1)
5.1.6.2 Допускается не проводить термообработку деталей исполнения 2, если механические свойства металла соответствуют указанным в таблице 7.
5.1.7 Детали исполнения 2 в зависимости от типа, размеров и марки стали должны соответствовать ступени PN (Py), МПа, определенной по формуле (2), с округлением до ближайшего меньшего значения ряда по ГОСТ 26349. Допускается округление до ближайшего большего значения ряда, если разница между вычисленным по формуле (2) и стандартным значениями не превышает 5 %
![]() (2)
(2)
где σn - временное сопротивление разрыву металла деталей, принимаемое по таблице 7, а для деталей по 4.1.3.1 - по согласованию между изготовителем и потребителем (заказчиком);
п - коэффициент прочности деталей, принимаемый по таблице 8.
Таблица 8 - Коэффициент прочности деталей
|
n |
Тип деталей |
п |
|
|
Отводы 2D |
1,30 |
Тройники равнопроходные |
1,60 |
|
» 3D |
1,15 |
» переходные |
1,00 + 0,60 D1/D |
|
Переходы |
1,00 |
Заглушки |
1,00 |
5.1.7.1 Для отводов и тройников в формуле (2) вместо Т допускается принимать Tв.
5.1.7.2 По согласованию между изготовителем и потребителем (заказчиком) допускается вычислять PN(Pу) по другим формулам и(или) методам расчета.
(Введен дополнительно. Изм. № 1)
5.1.8 Детали исполнения 2 должны выдерживать Рпр по ГОСТ 356. Детали из стали марок, не включенных в ГОСТ 356, должны выдерживать Рпр = 1,5 PN (Py).
5.2 Требования к сырью и материалам
5.2.1 Детали исполнения 1 должны изготовляться из полуфабрикатов по ИСО 9329/1 [5], ИСО 9329/2 [6], ИСО 9329/3 [7], ИСО 9328/1 [2], ИСО 9328/2 [3], ИСО 9328/3 [4] и ИСО 3183 [1].
(Измененная редакция. Изм. № 1)
5.2.2 Детали исполнения 2 должны изготовляться из полуфабрикатов, указанных в таблице 9.
Таблица 9 - Полуфабрикаты для изготовления деталей исполнения 2
|
Полуфабрикат |
Сталь |
|
|||
|
Вид |
Стандарт, ТУ |
Марка |
Стандарт, ТУ |
|
|
|
Отводы, тройники, переходы |
Трубы |
10; 20 |
|
||
|
10Г2 |
|
||||
|
10; 20 |
|
||||
|
10Г2 |
|
||||
|
10; 20 |
|
||||
|
10Г2 |
|
||||
|
ТУ 14-3-1652 [9] |
20ЮЧ |
ТУ 14-3-1652 [9] |
|
||
|
ТУ 14-3-1745 [10] |
ТУ 14-3-1745 [10] |
|
|||
|
ТУ 14-3-190 [12] |
10; 20 |
|
|||
|
ТУ 14-3-460 [8] |
20 |
ТУ 14-3-460 [8] |
|
||
|
15ГС |
|||||
|
ТУ 14-3-420 [11] |
ТУ 14-3-420 [11] |
|
|||
|
ТУ 14-3-1128 [13] |
20 |
|
|||
|
09Г2С |
|
||||
|
Переходы, заглушки |
Листовой прокат |
10; 20 |
|
||
|
20 |
|
||||
|
ГОСТ 17066 |
09Г2С, 16ГС, 17ГС, 17Г1С, 10Г2С1 |
|
|||
|
|||||
|
|||||
(Измененная редакция. Изм. № 1)
5.2.2.1 Допускается изготовление деталей из труб или листового проката по другим стандартам и техническим условиям, если установленные в них требования не ниже, чем в стандартах и технических условиях, указанных в таблице 9.
Другие требования к качеству и свойствам полуфабрикатов [группа поставки; категория; класс прочности; термообработка; контроль неразрушающими методами; испытания при повышенной температуре, на ударный изгиб, технологические (на изгиб вокруг оправки, сплющивание, раздачу), гидравлическим давлением; контроль твердости, макро- и микроструктуры, поплавочный контроль; вид заготовки (кованая, катаная, литая); особенности изготовления (способ прокатки, резки) и др.] устанавливаются изготовителем с учетом требований настоящего стандарта, норм и правил органов надзора, потребителей (заказчиков) и технологии изготовления деталей.
5.2.4.1 При отсутствии или неполных сведениях в документе или маркировке изготовитель деталей может провести необходимые испытания с оформлением результатов документами, дополняющими (заменяющими) документ на полуфабрикат.
5.3 Комплектность
К каждой партии деталей должен быть приложен сопроводительный документ (паспорт). Рекомендуемая форма сопроводительного документа (паспорта) приведена в приложении А.
5.4 Маркировка
5.4.1 Изготовитель должен маркировать на каждой детали краской, чеканкой или наклейкой этикетки:
- товарный знак или наименование;
- наружный(е) диаметр(ы) и толщину(ы) стенки в соответствии с условным обозначением деталей;
- марку стали;
- номер настоящего стандарта.
5.4.2 На деталях исполнения 2 дополнительно следует маркировать:
- номер партии;
- букву П на деталях для трубопроводов, подконтрольных органам надзора.
5.4.3 Наружный(е) диаметр(ы) и толщину(ы) стенки допускается маркировать без нулей после значащих цифр справа от запятой.
5.4.4 Для деталей исполнения 2 допускается:
- номер стандарта маркировать без тире и года принятия стандарта;
- вместо номера настоящего стандарта маркировать номер стандарта на конструкцию деталей соответствующего типа (ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 или ГОСТ 17379);
- не маркировать марку стали на деталях из стали марки 20.
5.4.5 Маркировку деталей исполнения 2 допускается выполнять другими способами (клеймами, травлением, гравировкой и т.п.), обеспечивающими ее сохранность при транспортировании и хранении.
5.4.6 Маркировочные знаки не должны выводить размеры деталей за пределы допускаемых отклонений.
5.4.7 По согласованию между изготовителем и потребителем (заказчиком) допускается включать в состав маркировки дополнительные сведения (категорию проката, номер плавки стали и др.).
5.5 Упаковка
Способы упаковки должны обеспечивать безопасность и удобство при погрузочно-разгрузочных работах и транспортировании деталей. Рекомендуется детали DN до 80 увязывать в связки или упаковывать в ящики, решетки или контейнеры.
6 Правила приемки
6.1 Для проверки соответствия деталей требованиям настоящего стандарта изготовитель должен осуществлять типовые и приемосдаточные испытания.
6.2 Типовые испытания проводят при постановке деталей на производство и внесении изменений в технологический процесс изготовления деталей в части применяемых полуфабрикатов (вид, типоразмер, марка стали), способов резки заготовок, температурно-скоростных режимов деформации и способов обработки кромок.
6.2.1 При типовых испытаниях каждую деталь опытной или установочной партии проверяют на соответствие всем требованиям настоящего стандарта.
6.2.1.1 Гидравлическим испытаниям по 5.1.8 подвергают одну типовую деталь из одной из указанных в таблице 7 марок стали, представляющую типоразмерный ряд, ограниченный следующими условиями:
- DN деталей ряда составляет (0,5 - 2,0) DN типовой детали;
- отношение T/D деталей ряда составляет (0,5 - 3,0) Т/D типовой детали;
- отношение D1/D деталей ряда не превышает D1/D типовой детали;
- все детали ряда одного типа. Равнопроходные тройники и эксцентрические переходы являются типовыми деталями соответственно для переходных тройников и концентрических переходов.
6.3 Приемосдаточные испытания проводят для каждой партии деталей на соответствие требованиям 5.1.1-5.1.4.1, 5.1.5, 5.4.1, 5.4.2 и 5.4.6.
6.3.1 Партия должна состоять из деталей одного типоразмера и одного вида термической обработки.
6.3.2 Размер партии должен быть не более указанного в таблице 10.
Таблица 10 - Размер партии деталей (штук)
|
PN (Рy) деталей, МПа |
||
|
до 10 |
св. 10 |
|
|
До 40 |
40000 |
2000 |
|
50-80 |
20000 |
|
|
100 |
10000 |
800 |
|
125-200 |
5000 |
|
|
250 и 300 |
2000 |
|
|
Св. 300 |
1500 |
400 |
6.3.3 По согласованию между изготовителем и потребителем (заказчиком) допускается принимать другие размеры партии, а также комплектовать партии деталей по другим признакам.
6.4 На соответствие 5.1.1, 5.4.1 и 5.4.2 проверяют все детали партии.
6.5 На соответствие 5.1.2-5.1.4.1 и 5.4.6 проверяют все детали партии на PN (Py) свыше 10 МПа и 1 %, но не менее 2 шт., на PN (Py) до 10 МПа.
6.6 Механические свойства металла деталей по 5.1.5 проверяют испытаниями:
- на растяжение - трех образцов;
- на ударный изгиб - трех образцов.
6.6.1 Заготовки для образцов вырезают из технологических припусков или готовых деталей партии. Допускается правка заготовок для образцов статической нагрузкой. На образцах из правленых заготовок допускается снижение относительного удлинения на значение деформации при правке Δδ, %, определяемое по формуле
![]() (3)
(3)
где T3 - толщина стенки заготовки, мм;
ρ - наименьший радиус кривизны заготовки перед правкой, мм.
6.6.2 Ударную вязкость при одном из указанных в таблице 7 значений температуры испытаний определяют по требованию потребителя (заказчика) для деталей с толщиной стенки 12 мм и более.
6.6.2.1 По согласованию между изготовителем и потребителем (заказчиком) допускается определять ударную вязкость KCV, а также проводить испытания на ударную вязкость металла деталей с толщиной стенки менее 12 мм.
(Поправка, ИУС 4-2003).
6.6.3 Относительное сужение определяют для деталей трубопроводов, подконтрольных органам надзора, и деталей на PN (Py) свыше 10 МПа, если испытания на растяжение проводятся на цилиндрических образцах. Для других деталей относительное сужение определяют по согласованию между изготовителем и потребителем (заказчиком).
При контроле относительного сужения относительное удлинение допускается не определять.
6.6.4 Значения механических свойств определяют как среднее арифметическое из результатов испытаний трех образцов. Допускается снижение значения ударной вязкости для отдельного образца относительно значений, указанных в таблице 7, не более чем на 10 Дж/см2.
7 Методы контроля
7.1 Детали контролируют следующими методами:
7.1.1 На соответствие 5.1.1, 5.4.1 и 5.4.2 - визуально при нормальном освещении без применения увеличительных приборов.
7.1.2 На соответствие 5.1.2-5.1.4.1 и 5.4.6 - измерениями контрольно-измерительными инструментами, погрешность которых выбирают в зависимости от допуска согласно ГОСТ 8.051.
7.1.2.1 Относительную овальность О, %, вычисляют по формуле
![]() (4)
(4)
где Dmax и Dmin соответственно наибольший и наименьший наружные диаметры, измеренные в одном сечении.
7.1.3 Механические свойства металла по 5.1.5 проверяют испытаниями:
- на растяжение - по ГОСТ 1497 и ГОСТ 11701;
- на ударный изгиб - по ГОСТ 9454.
7.1.3.1 По согласованию между изготовителем и потребителем (заказчиком) допускается контроль механических свойств неразрушающими методами.
7.1.4 Испытания деталей по 5.1.8 проводят в соответствии с приложением Б.
7.1.5 Методы контроля и испытаний по 6.7 устанавливают по согласованию между изготовителем и потребителем (заказчиком).
7.2 При испытаниях должны быть обеспечены необходимые меры безопасности.
8 Транспортирование и хранение
8.1 Детали допускается транспортировать любым видом транспорта в соответствии с действующими правилами перевозки грузов.
8.2 Детали должны храниться в условиях, исключающих их повреждение.
9 Указания по эксплуатации
9.1 Детали должны соединяться с трубами или другими элементами трубопроводов сваркой встык по торцам. Применяемая технология сварки должна обеспечивать равнопрочность сварного соединения с металлом деталей и отсутствие неблагоприятного влияния на структуру и механические свойства металла деталей.
9.1.1 Другие способы соединения (развальцовкой, угловым сварным швом др.), присоединение к деталям других элементов трубопроводов (врезка штуцеров, приварка опор и других конструкций к наружной или внутренней поверхности, прикрепление других трубопроводов и конструкций хомутами, скобами и т.п.), применение технологий сварки, не обеспечивающих выполнение требований 9.1, допускаются, если они предусмотрены в нормативной, проектной и (или) конструкторской документации. При этом исключаются гарантии изготовителя по 5.1.5, 5.1.7 и 5.1.8.
9.2 Для деталей исполнения 2 расчетный ресурс составляет 2·105 ч и расчетный срок службы - 20 лет, если их эксплуатация осуществляется в условиях:
- нагружение только статическим внутренним давлением в соответствии с разделом 1;
- отсутствует коррозионное, эррозионное, окалинообразующее, охрупчивание и другие неблагоприятные воздействия на металл деталей со стороны транспортируемых веществ и (или) окружающей среды;
- постоянная рабочая температура не выше 400 °С;
- монтаж, контроль, испытания и техническое освидетельствование перед пуском и в процессе эксплуатации в соответствии с 9.1 и правилами органов надзора.
При тех же условиях и температуре свыше 400 °С, но не выше максимальной по ГОСТ 356, расчетный ресурс 105 ч.
10 Гарантии изготовителя
Изготовитель должен гарантировать соответствие поставляемых потребителю (заказчику) деталей трубопроводов требованиям настоящего стандарта.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Форма сопроводительного документа (паспорта)
|
наименование предприятия - изготовителя деталей и его адрес |
|||||||||||||||||||||||||||||||||||
|
Лицензия (разрешение) на изготовление (№, когда, кем и на какой срок выдана) |
|||||||||||||||||||||||||||||||||||
|
ПАСПОРТ № выдан « » Заказчик Адрес заказчикаДоговор (контракт) № Транспортный №
СВЕДЕНИЯ О ПОЛУФАБРИКАТЕ1)
1) Для деталей на PN(Ру) свыше 10 МПа и деталей трубопроводов, подконтрольных органам надзора. Штамп ОТК Начальник ОТК Личная подпись Расшифровка подписи
|
|||||||||||||||||||||||||||||||||||
(Измененная редакция. Изм. № 1)
Примечание - По согласованию между изготовителем и потребителем (заказчиком) прилагаются копии документов на полуфабрикаты и (или) проводившиеся испытания, в т.ч. сведения о химическом составе стали, термообработке, дефектоскопии и т.д.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Метод испытания деталей внутренним давлением
Б.1 Испытания проводят для проверки соответствия деталей требованиям 5.1.8.
Б.2 При испытаниях внутреннюю полость испытуемых деталей заполняют водой, минеральным маслом или другой жидкостью, применяемой при гидравлических испытаниях, и с помощью насоса, пресса или другого устройства поднимают давление жидкости до требуемого значения.
Б.3 При испытаниях детали должны подвергаться воздействию только внутреннего гидростатического давления. Другие силовые воздействия должны быть исключены, в связи с чем не допускаются испытания в ложементах или герметизация торцевых отверстий способами, создающими дополнительные нагрузки на детали.
Б.4 Для проведения испытаний рекомендуется изготавливать сварные элементы путем приварки встык к каждому торцу испытуемой детали отрезков бесшовных или сварных труб с закрытыми заглушками противоположными торцами и двумя штуцерами: для присоединения к источнику гидравлического давления и дренажным. Дренажный штуцер должен иметь устройство (запорную арматуру, резьбовую заглушку и т.п.), обеспечивающее удаление воздуха из сварного элемента при заполнении его испытательной жидкостью и последующую падежную герметизацию при проведении испытаний.
Б.4.1 Для испытаний отводов допускается изготавливать из них тороидальные сварные элементы (без отрезков труб и заглушек) с приваркой штуцеров к испытуемым отводам.
Б.5 Длина отрезков труб между привариваемым к испытуемой детали торием и заглушкой должна быть не менее 2D (D - наружный диаметр труб). Допускается уменьшение длины отрезков труб до 1D при DN до 350 и 0,5D - при DN свыше 350, если испытания проводятся давлением, превышающим требуемое по 5.1.8 не менее чем на 10 %.
Б.6 Форма свариваемых кромок, сборка стыков под сварку и размеры сварных швов должны соответствовать ГОСТ 16037.
Б.7 Марки стали труб, заглушек и штуцеров должны обеспечивать хорошую свариваемость.
Б.8 Трубы, заглушки, штуцеры и сварные соединения должны иметь прочностные характеристики, обеспечивающие достижение без разрушения требуемого значения испытательного давления.
Б.9 Сварной элемент заполняют жидкостью при таком расположении дренажного штуцера, когда обеспечивается полное вытеснение воздуха из сварного элемента поступающей жидкостью.
Б.10 После заполнения сварного элемента жидкостью дренажный штуцер должен быть надежно загерметизирован.
Б.11 Подъем давления проводят плавно.
Б.12 Измерение давления проводят манометром класса точности не менее 1,5 по ГОСТ 2405 с диаметром корпуса не менее 150 мм и шкалой, превышающей измеряемое давление не менее чем на 30 %.
Б.13 После снижения давления до атмосферного проводят визуальный контроль подвергавшихся испытаниям деталей на отсутствие протечек испытательной жидкости.
Б.14 Результат испытаний считают удовлетворительным, если в процессе испытаний зафиксировано равное или превышающее требуемое значение давления и при осмотре деталей после испытаний не обнаружено протечек испытательной жидкости.
ПРИЛОЖЕНИЕ В
(справочное)
Библиография
[1] ИСО 3183-80 Нефтяная и газовая промышленность. Трубы стальные для трубопроводов
[2] ИСО 9328/1-2003 Прокат плоский стальной для сосудов, работающих под давлением. Технические условия поставки. Часть 1. Общие требования
[3] ИСО 9328/2-2004 Прокат плоский стальной для сосудов, работающих под давлением. Технические условия поставки. Часть 2. Нелегированная и легированная сталь с заданными свойствами при повышенной температуре
[4] ИСО 9328/3-2004 Прокат плоский стальной для сосудов, работающих под давлением. Технические условия поставки. Часть 3. Свариваемая мелкозернистая термомеханически прокатанная сталь
[5] ИСО 9329/1-89 Трубы стальные бесшовные напорные. Технические условия поставки. Часть 1. Нелегированные марки стали с заданными характеристиками при комнатной температуре
[6] ИСО 9329/2-97 Трубы стальные бесшовные напорные. Технические условия поставки. Часть 2. Нелегированные и легированные марки стали с заданными характеристиками при повышенной температуре
[7] ИСО 9329/3-97 Трубы стальные бесшовные напорные. Технические условия поставки. Часть 3. Нелегированные и легированные марки стали с заданными характеристиками при пониженной температуре
[8] ТУ 14-3-460-75 Трубы стальные бесшовные для паровых котлов и трубопроводов
[9] ТУ 14-3-1652-89 Трубы стальные бесшовные горячедеформированные из стали 20ЮЧ
[10] ТУ 14-3-1745-90 Трубы стальные бесшовные из стали марки 20ЮЧ
[11] ТУ 14-3-420-75 Трубы стальные бесшовные горячекатаные толстостенные для паровых котлов и трубопроводов
[12] ТУ 14-3-190-82 Трубы стальные бесшовные для котельных установок и трубопроводов
[13] ТУ 14-3-1128-82 Трубы стальные бесшовные горячедеформированные для газопроводов газлифтных систем и обустройства газовых месторождений
Ключевые слова: трубопроводы, детали трубопроводов, отводы, тройники, переходы, заглушки, общие технические условия, точность, материалы, конструкция, размеры, маркировка, упаковка, правила приемки, методы контроля, комплектность, условия эксплуатации