
ГОСТ 3.1408-85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА
ОФОРМЛЕНИЯ
ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ ПОЛУЧЕНИЯ ПОКРЫТИЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.11.85 № 3927
3. ВЗАМЕН ГОСТ 3.1408-74, ГОСТ 3.1414-73, ГОСТ 3.1431-84
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 3.1104-81 |
|
|
ГОСТ 27464-87 |
5. ПЕРЕИЗДАНИЕ. Июль 2001 г.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ФОРМЫ И
ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ Unified system for technological documentation. Forms and rules of making documents on technological processes |
ГОСТ |
Дата введения 01.01.87
Настоящий стандарт устанавливает виды, комплектность, формы и правила оформления технологических документов, применяемых при проектировании технологических процессов получения защитных, защитно-декоративных, износостойких покрытий, с использованием различных методов:
- карты типового (группового) технологического процесса (КТТП) получения покрытий;
- ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу ВТП) получения покрытий.
1. ВИДЫ И КОМПЛЕКТНОСТЬ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
1.1. Виды и назначение технологических документов (далее - документов), разрабатываемых с применением различных методов проектирования, приведены в табл. 1.
1.2. Комплектность и правила оформления комплектов документов на единичные технологические процессы (далее - ЕТП) - по ГОСТ 3.1119.
1.3. Комплектность и правила оформления комплектов документов на групповые и типовые технологические процессы (далее - ГТП и ТТП) - по ГОСТ 3.1121.
1.4. Комплектность документов на процессы получения покрытий следует устанавливать применительно к условиям каждого предприятия (организации).
2. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
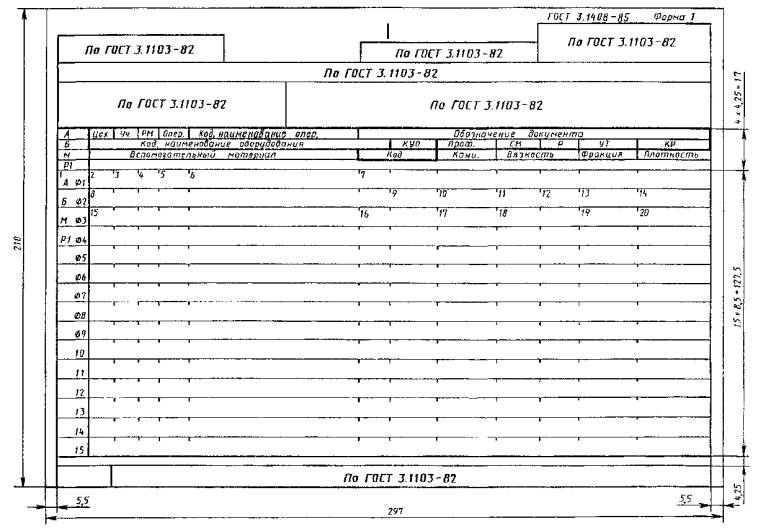
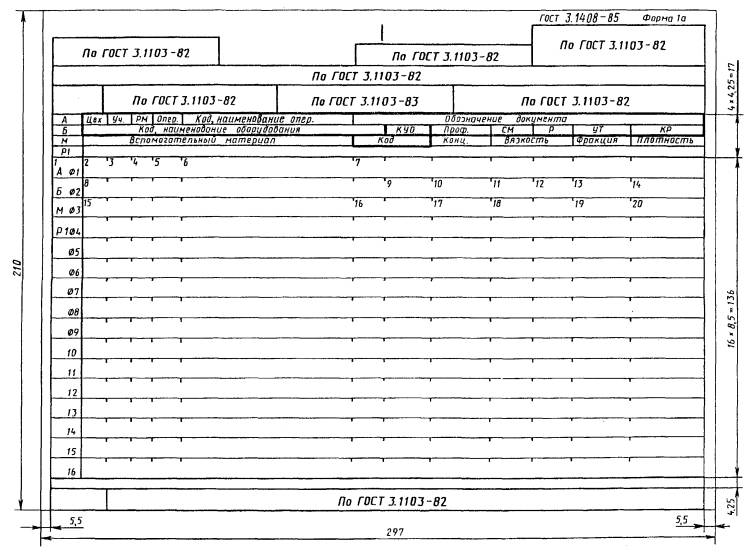
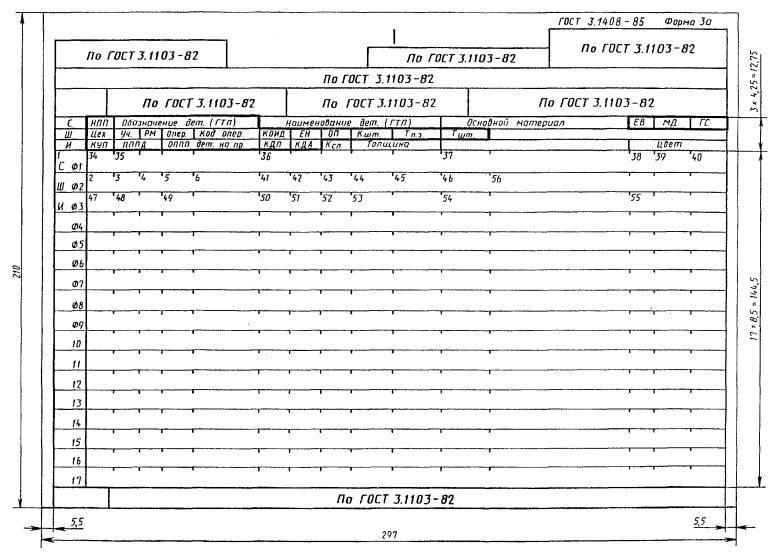
2.1. КТТП следует составлять по формам 1, 1а, 2, 2а, ВТП - по формам 3, 3а.
2.2. Графы форм 1 и 1а, 2 и 2а КТТП, 3 и 3а ВТП следует заполнять в соответствии с табл. 2.
Таблица 1
|
Обозначение формы |
Применение документа на стадии разработки |
Назначение документа |
|||
|
предварительного проекта |
опытного образца (опытной партии) |
серийного (массового) производства |
|||
|
КТТП |
Формы 1 и 1а, 2 и 2а 1 и 1а по ГОСТ 3.1121 |
|
|
|
Применяют при разработке ГТП или ТТП различных видов получения покрытий для описания операций в технологической последовательности с указанием общих данных для всей группы деталей |
|
ВУН |
Формы 4 и 4а, 5 и 5а по ГОСТ 3.1123 |
|
|
|
Применяют при разработке ГТП и ТТП различных видов получения покрытий, дополнительно к КТТП, для указания данных об удельных нормах расхода материалов, используемых при получении покрытий, с привязкой к выполняемым операциям. Предназначена для решения задач по нормированию расхода материалов |
|
ВТП |
Формы 3 и 3а |
|
|
|
Применяют при разработке ГТП и ТТП различных видов получения покрытий, дополнительно к КТТП для указания переменных данных по каждой детали с привязкой к выполняемым операциям. Разрабатывают на всю группу деталей соответствующего ГТП и ТТП |
|
ВТД |
Формы 4 и 4а, 5 и 5а по ГОСТ 3.1122 |
|
|
|
Применяют для указания перечня документов к каждому ГТП или ТТП различных видов получения покрытий с указанием обозначений документов и нумерации листов, в которых отражаются переменные данные по каждой детали |
|
МК |
Формы 2 и 1б, 4 и 3б, по ГОСТ 3.1118 |
|
|
|
Применяют при разработке ЕТП различных видов получения покрытий |
|
ТИ |
Формы 5 и 5а по ГОСТ 3.1105 |
|
|
|
Применяют при разработке ЕТП различных видов получения покрытий, а также при описании действий, связанных с приготовлением растворов и наладкой оборудования |
|
КЭ |
Формы 6 и 6а, 7 и 7а по ГОСТ 3.1105 |
|
|
|
Применяют в различных комплектах документов на технологические процессы различных видов получения покрытий, для графических изображений обрабатываемых поверхностей деталей и т.п. |
Примечания:
1.![]() -
обязательный документ;
-
обязательный документ; ![]() - документ, применяемый по усмотрению разработчика.
- документ, применяемый по усмотрению разработчика.
2. При применении форм 1 и 1а КТТП по ГОСТ 3.1121 допускается введение в них дополнительной строки с графами, аналогичными графам форм КТТП данного стандарта, для указания информации о материале с привязкой к служебному символу «М» и введением графы «КУО» в строку с служебным символом «Б».
3. Применение дополнительных видов документов, не указанных в табл. 1, устанавливают в отраслевых нормативно-технических документах (далее - НТД) или в стандартах предприятий (организаций).
4. Номера 1 (1а) и 2 (2а) присваивают формам КТТП в соответствии с п. 2.8 настоящего стандарта.
5. Пример использования ВТД приведен в приложении 1.
Таблица 2
|
Наименование (условное обозначение) графы |
Служебный символ строки |
Содержание информации |
|
|
1 |
- |
- |
Обозначение служебного символа и порядковый номер строки |
|
2 |
Цех |
А |
Номер (код) цеха, в котором выполняют операцию |
|
3 |
Уч. |
А |
Номер (код) участка, конвейера, поточной линии и т.д. |
|
4 |
РМ |
А |
Номер (код) рабочего места |
|
5 |
Опер. |
А |
Номер операции (процесса) в технологической последовательности обработки изделия (включая контроль и перемещение) |
|
6 |
Код опер. |
А |
Код операции по технологическому классификатору, наименование операции. Допускается код или наименование операции не указывать |
|
7 |
Обозначение документа |
А |
Обозначения документов, инструкций по охране труда, применяемых при выполнении данной операции |
|
8 |
Код, наименование оборудования |
Б |
Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер. |
|
9 |
КУО |
Б |
Коэффициент, учитывающий вид оборудования для покрытия. Используют для корректировки норм расхода химикатов. Принимают в соответствии с отраслевым НТД. Допускается не указывать. |
|
10 |
Проф. |
Б |
Код профессии по классификатору ОКПДТР |
|
11 |
СМ |
Б |
Степень механизации (код степени механизации). Заполняют в соответствии с отраслевым НТД |
|
12 |
Р |
Б |
Разряд работы, необходимый для выполнения операции |
|
13 |
УТ |
Б |
Код условий труда по классификатору ОКПДТР и код вида нормы |
|
14 |
КР |
Б |
Количество исполнителей, занятых при выполнении операций |
|
15 |
Вспомогательный материал |
М |
Обозначение марки вспомогательных материалов, применяемых при выполнении операции |
|
16 |
Код |
М |
Код материала по классификатору |
|
17 |
Конц. |
М |
Концентрация растворов и электролитов |
|
18 |
Вязкость |
М |
Условная вязкость лакокрасочных материалов по вискозиметру при 20 °С |
|
19 |
Фракция |
М |
Размер помола стеклоэмалевых материалов или размер фракции полимерных материалов |
|
20 |
Плотность |
М |
Плотность стеклоэмалевых или полимерных материалов |
|
21 |
Давление |
Р1 |
Давление воздуха, лакокрасочного материала. Величина остаточного давления в вакуумной камере установки |
|
22 |
t |
Р1 |
Температура раствора, лакокрасочного материала, сушки. Температура нагрева подложки в установке |
|
23 |
рН |
Р1 |
Показатель концентрации ионов в растворе |
|
24 |
ОП А/К |
Р1 |
Отношение площадей поверхности анодной к катодной |
|
25 |
I |
Р1 |
Сила тока, расходуемая на обработку, или сила тока, необходимая на загрузку. На установке для получения износостойких покрытий указывают силу тока дуги |
|
26 |
D тока |
Р1 |
Плотность тока на единицу покрываемой поверхности |
|
27 |
U |
Р1 |
Напряжение на ванне, потребляющей постоянный или переменный ток. На установке для получения износостойких покрытий на переходе «очистка» указывают величину высокого напряжения, на переходе «покрытие» - величину опорного напряжения |
|
28 |
Магн. поле |
Р1 |
Напряженность магнитного поля фокусирующей катушки |
|
29 |
Время |
Р1 |
Время выдержки на определенном режиме |
|
30 |
D ствола |
Р2 |
Диаметр ствола |
|
31 |
Н. расх. на выст. |
Р2 |
Норма расхода материала на один выстрел |
|
32 |
KB в сек. |
Р2 |
Количество выстрелов в секунду |
|
33 |
Толщ. напыл. |
Р2 |
Толщина напыления за один выстрел |
|
34 |
НПП |
С |
Номер по порядку |
|
35 |
Обозначение дет. (ГТП) |
С |
Обозначение детали или группового технологического процесса |
|
36 |
Наименование дет. (ГТП) |
С |
Наименование детали или группового технологического процесса |
|
37 |
Основной материал |
С |
Обозначение марки основного материала |
|
38 |
ЕВ |
С |
Код единицы величины (массы, длины, площади и т.п.) детали, заготовки материала по классификатору СОЕИ. Допускается указывать единицы измерения величины |
|
39 |
МД |
С |
Масса детали |
|
40 |
ГС |
С |
Группа сложности детали (изделия) в соответствии с отраслевым НТД |
|
41 |
КОНД |
А |
Количество одновременно обрабатываемых (изготавливаемых) деталей (сборочных единиц) |
|
42 |
ЕН |
А |
Единица нормирования, на которую установлена норма времени |
|
43 |
ОП |
А |
Объем производственной партии в штуках |
|
44 |
К шт. |
А |
Коэффициент штучного времени при многостаночном обслуживании. Допускается не указывать |
|
45 |
Т п. з. |
А |
Норма подготовительно-заключительного времени на операцию |
|
46 |
Т шт. |
А |
Норма штучного времени на операцию |
|
47 |
КУП |
И |
Коэффициент, учитывающий шероховатость поверхности заготовки. Используют для определения норм расхода материалов. Принимают в соответствии с отраслевыми НТД. Допускается не указывать |
|
48 |
ПППД |
И |
Площадь поверхности покрытия детали |
|
49 |
ОППП дет. на пр. |
И |
Общая площадь поверхности покрытий деталей на приспособлении |
|
50 |
КДП |
И |
Количество деталей (сборочных единиц), обрабатываемых на одном приспособлении |
|
51 |
КДА |
И |
Количество деталей (сборочных единиц), обрабатываемых в агрегате |
|
52 |
К сл. |
И |
Количество слоев покрытия |
|
53 |
Толщина |
И |
Толщина покрытия |
|
54 |
- |
И |
Графа для указания (при необходимости) одной из следующих информаций: «I» - силы тока на загрузку (графа 25); «D тока» - плотность тока на единицу покрываемой поверхности (графа 26); «Время» - время выдержки на определенном режиме (графа 28) - при нанесении защитных, защитно-декоративных покрытий; «Кол-во выст.» - количество выстрелов, необходимое для напыления заданной поверхности детали - при нанесении износостойких покрытий методом детонационного напыления. Допускается не заполнять |
|
55 |
Цвет |
И |
Цвет покрытия. Допускается не указывать |
|
56 |
- |
A, Р1, P2 |
Графа для указания дополнительных данных. Заполняют при необходимости по усмотрению организации, предприятия |
Примечания:
1. Графы 17-28 допускается заполнять только при выполнении соответствующих методов получения покрытий.
2. Допускается записывать единицы измерения в графах с числовым значением величин второй строкой.
2.3. Размеры ширины граф форм КТТП и ВТП следует выбирать в соответствии с табл. 3, исходя из шага печатающих устройств 2,6 мм.
Таблица 3
|
Размер граф в формах документов |
Номер графы |
Размер граф в формах документов |
|||||||
|
Формы 1 и 1а, 2 и 2а |
Формы 3 и 3а |
Формы 1 и 1а, 2 и 2а |
Формы 3 и 3а |
||||||
|
мм |
Количество знаков |
мм |
Количество знаков |
мм |
Количество знаков |
мм |
Количество знаков |
||
|
1 |
13,0 |
5 |
13,0 |
5 |
29 |
31,2 |
12 |
- |
- |
|
2 |
10,4 |
4 |
10,4 |
4 |
30 |
26,0 |
10 |
- |
- |
|
3 |
10,4 |
4 |
10,4 |
4 |
31 |
36,4 |
14 |
- |
- |
|
4 |
10,4 |
4 |
10,4 |
4 |
32 |
26,0 |
10 |
- |
- |
|
5 |
13,0 |
5 |
13,0 |
5 |
33 |
31,2 |
12 |
- |
- |
|
6 |
75,4 |
29 |
28,6 |
11 |
34 |
- |
- |
10,4 |
4 |
|
7 |
153,4 |
59 |
- |
- |
35 |
- |
- |
62,4 |
24 |
|
8 |
132,6 |
51 |
- |
- |
36 |
- |
- |
78,0 |
30 |
|
9 |
20,8 |
8 |
- |
- |
37 |
- |
- |
80,6 |
31 |
|
10 |
26,0 |
10 |
- |
- |
38 |
- |
- |
10,4 |
4 |
|
11 |
18,2 |
7 |
- |
- |
39 |
- |
- |
15,6 |
6 |
|
12 |
18,2 |
7 |
- |
- |
40 |
- |
- |
15,6 |
6 |
|
13 |
26,0 |
10 |
- |
- |
41 |
- |
- |
13,0 |
5 |
|
14 |
31,2 |
12 |
- |
- |
42 |
- |
- |
13,0 |
5 |
|
15 |
119,6 |
46 |
- |
- |
43 |
- |
- |
13,0 |
5 |
|
16 |
33,8 |
13 |
- |
- |
44 |
- |
- |
18,2 |
7 |
|
17 |
26,0 |
10 |
- |
- |
45 |
- |
- |
20,8 |
8 |
|
18 |
36,4 |
14 |
- |
- |
46 |
- |
- |
20,8 |
8 |
|
19 |
26,0 |
10 |
- |
- |
47 |
- |
- |
10,4 |
4 |
|
20 |
31,2 |
12 |
- |
- |
48 |
- |
- |
20,8 |
8 |
|
21 |
26,0 |
10 |
- |
- |
49 |
- |
- |
41,6 |
16 |
|
22 |
26,0 |
10 |
- |
- |
50 |
- |
- |
13,0 |
5 |
|
23 |
13,0 |
5 |
- |
- |
51 |
- |
- |
13,0 |
5 |
|
24 |
20,8 |
8 |
- |
- |
52 |
- |
- |
13,0 |
5 |
|
25 |
26,0 |
10 |
- |
- |
53 |
- |
- |
39,0 |
15 |
|
26 |
18,2 |
7 |
- |
- |
54 |
- |
- |
80,6 |
31 |
|
27 |
18,2 |
7 |
- |
- |
55 |
- |
- |
41,6 |
16 |
|
28 |
26,0 |
10 |
- |
- |
56 |
67,6* 153,4** |
26* 59** |
101,4 |
39 |
* Размеры указаны для графы строки Р1, входящих в формы 1 и 1а.
** Размеры указаны для графы строки Р2, входящих в формы 2 и 2а.
Примечания:
1. В графе «Количество знаков» указано число знаков, соответствующее размеру ширины данной графы. Максимальное количество знаков, вносимых в графы, на один знак меньше указанного в таблице.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа за счет граф, не обведенных линией толщиной 2s по ГОСТ 2.303.
2.4. Графы следует разделять вертикальными отрезками прямой линии длиной 0,5-1,5 мм.
При автоматизированном проектировании разделительные линии следует выполнять наборами соответствующих символов по ГОСТ 27464.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю высоту строки, при этом это разделение допускается выполнять выборочно - не на всех строках.
2. При автоматизированном проектировании разделительные линии в соответствии с ГОСТ 3.1104 допускается не выполнять.
2.5. При применении автоматизированных методов проектирования документов допускается выполнять формы с учетом максимальной возможности размещения печатающих символов на одной строке для различных устройств АЦПУ ЭВМ без разделения строк. Увеличение ширины формата форм документов выполняют за счет изменения размеров граф, не обведенных линией толщиной 2s.
При автоматизированной разработке с применением максимальной значности печатающих устройств АЦПУ ЭВМ (128 символов) допускается в документах не выполнять крайние вертикальные линии, ограничивающие ширину формата. При этом ширину формата форм документов увеличивают за счет следующих граф: 6, 8, 15, 56 - для форм КТТП; 36, 55, 56 - для форм ВТП.
Формам документов, предназначенным для автоматизированного проектирования, следует присваивать обозначение тех форм по настоящему стандарту, на основе которых вносились соответствующие изменения.
В целях различия форм документов, применяемых в условиях САПР, следует добавлять дополнительно слово «САПР», например «Форма 1 САПР».
2.5.1. Графы форм КТТП и ВТП следует заполнять построчно с привязкой к соответствующим служебным символам строк, указанным в табл. 4.
Таблица 4
|
Содержание информации, вносимой в графы, расположенные в строке |
|
|
А |
Номер цеха, участка, рабочего места, где выполняют операцию, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяют только для форм с горизонтальным расположением поля подшивки) |
|
Б |
Код, наименование оборудования, информации по трудозатратам (применяют только для форм с горизонтальным расположением поля подшивки) |
|
И |
Характеристики покрытия и информация об обрабатываемых деталях и технологических режимах |
|
М |
Информация о применяемом вспомогательном материале с указанием наименования и кода материала, концентрации, вязкости, размера помола, плотности |
|
О |
Содержание операции (перехода) |
|
Р |
Переменные данные по технологическим режимам |
|
С |
Номер по порядку, обозначение детали или ГТП, наименование детали или ГТП, наименование, марка основного материала, масса детали, группа сложности, код единицы величины |
|
Т |
Информация о применяемой при выполнении операции технологической оснастке |
|
Ш |
Переменные данные по номерам цеха, участка, рабочего места, операции, трудозатратам |
2.6. Допускается вводить в формы 1, 1а, 2, 2а, 3, 3а дополнительные строки для указания информации о содержании операции (перехода) и применяемой при выполнении операции технологической оснастке с привязкой к служебным символам «О» и «Т» соответственно.
2.7. Допускается указывать технические требования в виде текстовой информации в строках с привязкой к служебному символу «О».
В зависимости от вида покрытий или метода их получения в форму КТТП необходимо включать следующие строки:
- Р1 (черт. 1) - для электрохимических, химических, лакокрасочных, полимерных, стеклоэмалевых покрытий, а также износостойких покрытий, получаемых ионно-плазменным методом.
При включении строки Р1 форме КТТП следует присваивать номера 1, 1а и наименование: «КТТП электрохимических, химических, лакокрасочных, полимерных, стеклоэмалевых покрытий и износостойких покрытий, получаемых ионно-плазменным методом». Допускается указывать один вид покрытия, например: «КТТП полимерного покрытия».

Черт. 1
- Р2 (черт. 2) - для износостойких покрытий, получаемых детонационным напылением.
При включении строки Р2 форме КТТП следует присваивать номера 2, 2а и наименование: «КТТП износостойких покрытий, получаемых детонационным напылением».

Черт. 2
2.9. В формах ВТП получения покрытий установлена графа 54, в которой записывают информацию о режимах получения покрытий в соответствии с табл. 2, например «I», «Время». При этом ВТП присваивают соответствующее наименование, например «ВТП получения лакокрасочных покрытий».
2.10. При оформлении форм документов на износостойкие покрытия, получаемые другими методами (кроме ионно-плазменного и детонационного напыления), а также на другие виды покрытий, допускается вводить в строку «Р» КТТП и графу 54 ВТП соответствующую информацию, устанавливаемую отраслевыми НТД.
2.11. При разработке ЕТП на формах МК оформление выполняют по ГОСТ 3.1118.
Допускается вводить в формы МК дополнительные графы для указания обозначений данных, используемых при выполнении операций получения покрытий, по технологическим режимам с привязкой к служебному символу «Р», по характеристикам покрытий и по обрабатываемым деталям с привязкой к служебному символу «И» в соответствии с формами КТТП, ВТП, например «I», «Давление», «КУП», «КДА», «К сл.», вносить дополнительные графы для указания «Вязкости», «Фракции», «Конц.» и «Плотности» после текста описания содержания операции (перехода), не заполняя соответствующую информацию, относящуюся к графам «ОПП»; «ЕН»; «КИ».
2.12. Допускается применять формы ВТП/КТИ при условии их разработки на деталь одного обозначения, подвергаемой одному или несколькими видам покрытий по одному ТТП (ГТП).
В этом случае переменные данные записывают в технологической последовательности выполнения процесса и видов получения покрытий на одной форме ВТП/КТИ на отдельных строках.
При применении формы ВТП/КТИ допускается взамен карты эскизов выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно в нижней зоне поля документа.
2.13. Примеры оформления форм КТТП и ВТП приведены в приложениях 2 и 3.
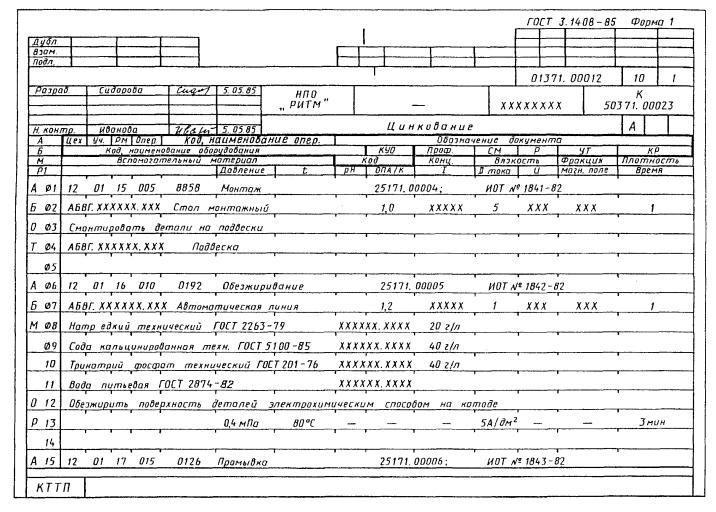
Карта типового (группового) технологического процесса получения защитных, защитно-декоративных покрытий и износостойких покрытий, получаемых ионноплазменным методом (первый или заглавный лист)
Карта типового (группового) технологического процесса получения защитных, защитно-декоративных покрытий и износостойких покрытий, получаемых ионноплазменным методом (последующие листы)
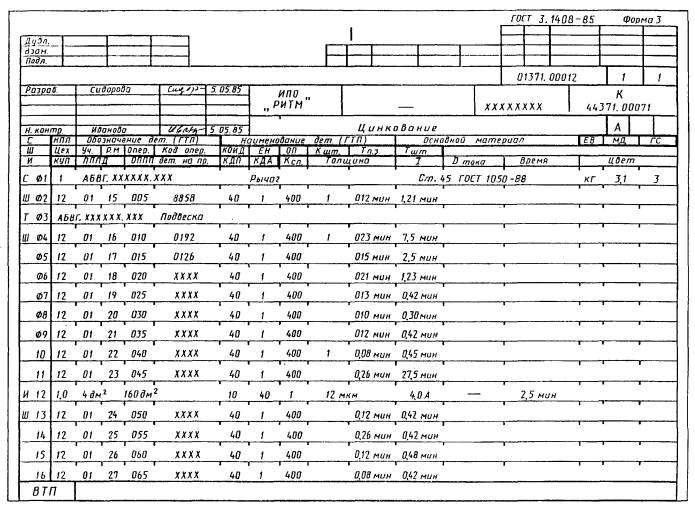
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу получения покрытий (первый или заглавный лист)
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу получения покрытий (последующие листы)
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИМЕР ИСПОЛЬЗОВАНИЯ ВТД В КОМПЛЕКТЕ ДОКУМЕНТОВ
При разработке ГТП и ТТП в целях оптимизации поиска необходимой информации по каждой обрабатываемой детали, рекомендуется применять ВТД в условиях входимости большой группы обрабатываемых деталей. В этом случае рекомендуется разрабатывать ВТД на каждое изделие. Порядок расположения документов в комплекте ГТП (ТТП) показан на чертеже.
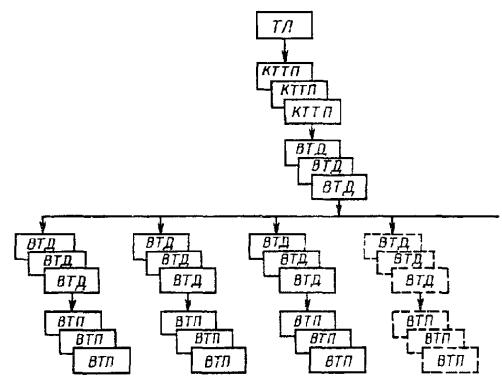
Примечание. На первом уровне ВТД выполняет роль указателя ВТД, специализированных по каждому изделию, на втором - роль указателя состава деталей, входящих в изделие одного обозначения.
Порядок поиска информации и хранения документов осуществляют в указанной последовательности.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Пример оформления КТТП и ГТП получения электрохимического покрытия
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Пример оформления ВТП и ГТП получения электрохимического покрытия
СОДЕРЖАНИЕ