
ГОСТ 411-77
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА И КЛЕЙ
МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВЯЗИ
С МЕТАЛЛОМ ПРИ ОТСЛАИВАНИИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РЕЗИНА И КЛЕЙ Методы определения прочности связи с металлом при отслаивании Rubber and glue. |
ГОСТ |
Дата введения 01.07.78,
в части метода А - 01.07.79
Настоящий стандарт распространяется на резину, клей и устанавливает методы определения прочности связи их с металлом при отслаивании (А, Б и В).
Сущность методов заключается в измерении силы, вызывающей отслаивание резиновой полоски от металлической пластины.
При отслаивании по методу А сила действует перпендикулярно к плоскости пластины, по методам Б и В - параллельно плоскости пластины.
Методы А и В предназначены для определения прочности связи при креплении резиновых смесей к металлу в процессе вулканизации. Метод Б предназначен для определения прочности связи при креплении вулканизованных резин к металлу.
(Измененная редакция, Изм. № 2).
1. АППАРАТУРА
1.1. Разрывная машина с силоизмерителем безынерционного типа, отвечающая требованиям ГОСТ 28840.
Допускается проводить испытания на разрывной машине с инерционным (маятниковым) силоизмерителем.
1.1.1. Для проведения испытаний по методу А разрывная машина должна быть снабжена приспособлением, обеспечивающим установку испытуемого образца таким образом, чтобы в ходе испытания сила отслаивания действовала, по возможности, перпендикулярно к плоскости металлической пластины.
Для проведения испытаний по методам Б и В разрывная машина должна быть снабжена зажимами, удерживающими металлическую пластину и резиновую полоску в процессе испытания.
Один из вариантов приспособления приведен в приложении 1.
(Измененная редакция, Изм. № 1).
1.1.2. Разрывная машина должна обеспечивать скорость движения подвижного зажима (50±5) мм/мин для метода А и (100±10) мм/мин для методов Б и В.
1.1.3. Для проведения испытаний при повышенных температурах разрывная машина должна быть снабжена тепловой камерой, отвечающей требованиям ГОСТ 28840.
1.2. Часы любой конструкции по нормативно-технической документации.
1.3. Термометры стеклянные технические по нормативно-технической документации с диапазоном измерения от 0 до 100 °С с ценой деления 1 °С и от 0 до 300 °С с ценой деления 2 °С.
1.4. Секундомер механический 3-го класса точности.
Для контроля параметров допускается применять другие средства измерения с соответствующим диапазоном измерения и погрешностью, не превышающей указанную.
1.2-1.4. (Введены дополнительно, Изм. № 2).
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Образец для испытания представляет собой резиновую полоску, прикрепленную клеем или другим средством крепления к металлической пластине.
Общий вид и размеры образцов для испытания указаны на черт. 1 для метода А и на черт. 2 для методов Б и В.
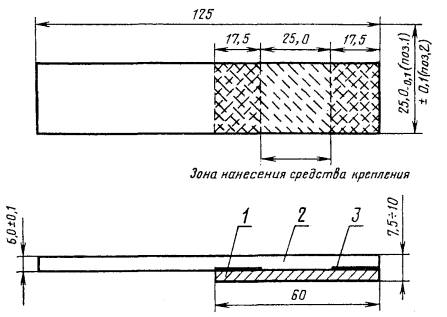
1 - металлическая пластина; 2 - резина; 3 - липкая лента
Черт. 1
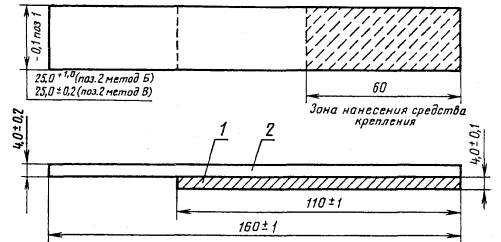
1 - металлическая пластина; 2 - резина
Черт. 2
Для образцов по методам А и В за размеры резиновой полоски принимают соответствующие размеры гнезда пресс-формы. Для образца по методу Б за толщину резиновой полоски принимают толщину резиновой пластины, из которой изготавливают полоску, за ширину и длину полоски - соответствующие размеры штанцевого ножа, которым вырубают полоску.
Для испытания по методу Б допускается использовать металлическую пластину толщиной (4,0±0,5) мм.
Образцы для испытания не должны иметь недопрессовок, вырывов, отслоений от металла, перекосов, трещин резины и т.п.
2.2. Металлические пластины изготавливают из металла, отвечающего требованиям, указанным в нормативно-технической документации (НТД) на изделие.
Пластины из металла допускается использовать многократно в пределах допусков по толщине.
2.1, 2.2. (Измененная редакция, Изм. № 1, 2).
2.3. (Исключен, Изм. № 1).
2.4. Заготовки для образцов по методам А и В вырезают или вырубают из резиновой смеси. Размеры заготовки должны обеспечивать выпрессовку при формировании.
Заготовку для образца по методу Б вырубают штанцевым ножом шириной (25±1) мм и длиной (160±1) мм из резиновой пластины толщиной (4,0±0,2) мм.
(Измененная редакция, Изм. № 1).
2.5. Перед склеиванием поверхности металла и резины обрабатывают в соответствии с требованиями, указанными в НТД или технической документации на клей, резину или изделие. На металлической пластине отмечают при помощи линейки карандашом зону нанесения средства крепления, как указано на черт. 1 и 2. Допускается зону нанесения средства крепления ограничивать рисками глубиной и шириной не более 0,3 мм.
При испытании по методу А металлическую пластину, за исключением зоны нанесения средства крепления, защищают антиадгезионной прокладкой (например, липкой лентой), если это указано в НТД или технической документации на клей, резину или изделие. На склеиваемые поверхности резины и металла не должны попадать пыль, влага и другие посторонние вещества.
2.6. На подготовленные поверхности наносят клей. Типы резины и металла, количество клея, наносимого на поверхность металлической пластины, резины или резиновой смеси, продолжительность их хранения, способ нанесения, условия сушки устанавливают в НТД или технической документации на клей, резину или изделие.
Если применяют два клея, то первый клей, нанесенный на металл в качестве грунтовки, называют «праймер».
2.5, 2.6. (Измененная редакция, Изм. № 1, 2).
2.7. (Исключен, Изм. № 1).
2.8. При испытании по методам А и В металлические пластины и заготовки из резиновой смеси помещают в пресс-форму, предварительно нагретую до температуры вулканизации. Один из вариантов пресс-формы приведен в приложении 2. При испытании по методу В собирают образец из металлической пластины и резиновой заготовки, как указано на черт. 2.
Время, давление на пресс-форму и температуру вулканизации устанавливают в соответствии с НТД на резину.
Во время сборки образцов нельзя касаться скрепляемых поверхностей посторонними предметами и руками.
После вулканизации образцы по методам А и В извлекают из пресс-формы, не подвергая склеенную поверхность механическим напряжениям, и выдерживают до тех пор, пока они не остынут. Затем образцы отделяют друг от друга ножом или другим инструментом.
(Измененная редакция, Изм. № 1, 2).
2.9. Образцы испытывают не ранее, чем через 16 ч и не позднее, чем через 6 сут после их изготовления, если нет других указаний в НТД на клей, резину или изделие.
(Измененная редакция, Изм. № 1).
2.10. Образцы перед испытанием кондиционируют не менее 3 ч при температуре (23±2) °С.
Допускается выдерживать образцы при температуре (27±2) °С, при этом температура выдержки должна быть указана в НТД или технической документации на клей, резину или изделие.
(Измененная редакция, Изм. № 1, 2).
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Испытания проводят при температуре (23±2) °С или при повышенных температурах, которые должны быть указаны в НТД на клей или изделие.
Для проведения испытаний при повышенной температуре в тепловой камере разрывной машины устанавливают заданную температуру и прогревают образец в течение (15±3) мин, если время прогрева не оговорено в НТД на клей или изделие.
Результаты сопоставимы при проведении испытания по одному методу при одной и той же температуре.
(Измененная редакция, Изм. № 1).
3.2. Испытанию подвергают четыре образца.
3.3. Метод А
3.3.1. (Исключен, Изм. № 1).
3.3.2. Приспособление (см. приложение 1) устанавливают взамен неподвижного зажима разрывной машины, металлическую пластину устанавливают в приспособлении. Длинный конец резиновой полоски отгибают ножом или другим инструментом, отслаивают резину от металлической пластины на длину до 1,5 мм и закрепляют его в неподвижном зажиме разрывной машины.
3.3.3. Включают разрывную машину и проводят отслаивание до полного отделения резиновой полоски от металлической пластины. По шкале силоизмерителя отмечают максимальную силу отслаивания.
Допускается при наличии самопишущего прибора записывать диаграмму «сила-время».
3.3.2, 3.3.3. (Измененная редакция, Изм. № 1).
3.3.4. (Исключен, Изм. № 1).
3.4. Методы Б и В
3.4.1. Металлическую пластину закрепляют в неподвижном зажиме разрывной машины, а длинный конец резиновой полоски - в подвижном зажиме.
3.4.2. Включают разрывную машину и производят отслаивание на участке длиной не менее 50 мм.
При отслаивании записывают не менее пяти максимальных и пяти минимальных показаний силы. При этом первый максимум не учитывают.
3.4.1-3.4.4. (Измененная редакция, Изм. № 1).
(Введен дополнительно, Изм. № 1).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Показатель прочности связи резины с металлом каждого образца (s) в Н/мм (кгс/см) вычисляют по формуле
![]() ,
,
где F - максимальная (метод А) или средняя (методы Б и В) сила отслаивания каждого образца, Н (кгс);
b - ширина образца, мм (см).
4.2. Среднюю силу отслаивания каждого образца вычисляют как среднее арифметическое не менее 10 показателей, полученных по п. 3.4.2.
При обработке результатов испытаний, полученных по п. 3.4.3, среднюю силу отслаивания каждого образца вычисляют как среднее арифметическое из всех записанных показаний, включая силу, при которой происходит обрыв.
При обработке результатов испытаний, полученных по п. 3.4.4, за среднюю силу отслаивания образца принимают силу, при которой происходит обрыв; при обработке результатов, полученных по п. 3.4.5, - максимальную силу.
По методам Б и В допускается подсчет среднего арифметического показателей не менее трех образцов. При этом для каждого из трех образцов показатель должен быть не менее нормы, указанной в НТД на клей, резину или изделие.
4.4. Характер разрушения образца указывают следующими обозначениями:
Р - разрушение по массиву резины;
РК - разрушение на границе резина - клей;
К - разрушение произошло по клею;
КП - разрушение на границе клей - праймер;
М - разрушение на границе праймер - металл, клей - металл или резина - металл (при бесклеевом креплении).
Разрезы образцов в месте крепления резины к металлу показаны на черт. 4.
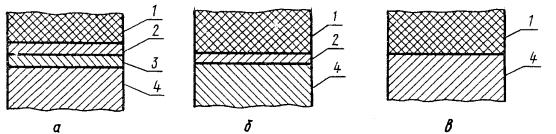
а - при применении двух клеев; б - при применении одного клея; в - при бесклеевом креплении
1 - резина; 2 - клей; 3 - праймер; 4 - металл
Черт. 4*
* Черт. 3. (Исключен, Изм. № 1).
При наличии нескольких видов разрушения следует отметить характер разрушения образца.
Характер разрушения образца определяют визуально и ориентировочно выражают в процентах, например: 20 % Р, 30 % РК, 40 % КП; 10 % М или 20 % Р, 30 % РК, 40 % К, 10 % М.
4.1-4.4. (Измененная редакция, Изм. № 1).
4.5. Результаты испытания записывают в протокол, содержащий данные:
обозначение резины, клея;
марку металла;
метод крепления резины к металлу;
режим вулканизации (при креплении невулканизованных резин к металлам в процессе вулканизации);
дату изготовления образцов;
дату проведения испытания;
температуру кондиционирования и испытания;
результат испытания каждого образца по пп. 4.1, 4.3;
описание характера разрушения каждого образца и выражение его в процентах по п. 4.4 (при необходимости).
Примечание. При определении характера разрушения образца обнаруженные дефекты (недопрессовки, посторонние включения и т.п.) также заносят в протокол испытания.
(Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ИСПЫТУЕМОГО ОБРАЗЦА ПО МЕТОДУ А
1 - металлическая пластина; 2 - резина; 3 - крепление к верхнему неподвижному зажиму разрывной машины
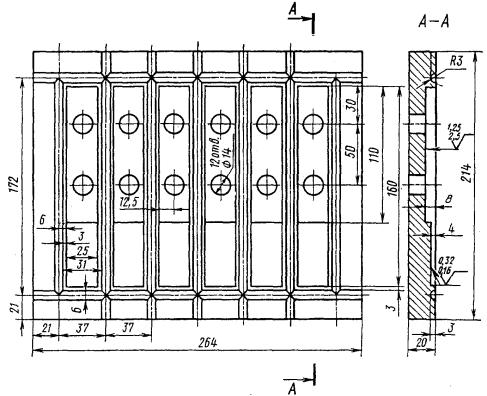
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ОБЩИЙ ВИД И РАЗМЕРЫ ПРЕСС-ФОРМЫ
Черт. 1
Метод В
Черт. 2
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.07.77 № 1712
3. Стандарт соответствует СТ СЭВ 1764-79 в части метода А международному стандарту ИСО 813-86
4. ВЗАМЕН ГОСТ 411-69
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
6. Ограничение срока действия снято по протоколу №4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ИЗДАНИЕ (май 2002 г.) с Изменениями № 1, 2, утвержденными в марте 1983 г., июне 1989 г. (ИУС 7-83, 10-89)
СОДЕРЖАНИЕ