
Федеральный
надзор России
по ядерной и радиационной
безопасности
(Госатомнадзор России)
ФЕДЕРАЛЬНЫЕ
НОРМЫ И ПРАВИЛА В ОБЛАСТИ
ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ
УТВЕРЖДЕНО:
Постановлением
Госатомэнергонадзора СССР
от 11 мая 1989 г. № 6
ОБОРУДОВАНИЕ И ТРУБОПРОВОДЫ
АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
СВАРНЫЕ СОЕДИНЕНИЯ И НАПЛАВКИ
ПРАВИЛА КОНТРОЛЯ
ПН АЭ Г-7-010-89
(Действует с изменением № 1 от 01.09.2000 г. (см. постановление Госатомнадзора России от 27 декабря 1999 г. № 7). Изменены: пункты 1.1 (Примечание), п. 1.4, 3.1.1, 3.1.2, 3.2.4, 3.2.7, 3.2.14, 4.1.1, 4.1.2, 4.1.3, 4.2.5, 4.3.5, 9.5.5, 10.2.11, 11.1.5, Таблица 4, Таблица 5, Раздел 14, Приложение 1.
Дата введения 01.06.90
(Постановление
Госпроматомнадзора СССР
от 5 января 1990 г. № 1)
МОСКВА 2000
Оборудование и трубопроводы атомных энергетических установок сварные соединения и наплавки правила контроля. ПН АЭ Г-7-010-89. Нормативный документ. - М.: НТЦ ЯРБ, 2000.
Настоящие Правила контроля (ПК) устанавливают требования по контролю сварных соединений и наплавленных деталей (сборочных единиц, изделий) оборудования и трубопроводов атомных электростанций, станций теплоснабжения, теплоэлектроцентралей, опытных и исследовательских ядерных реакторов и установок, на которые распространяются "Правила АЭУ. ПНАЭ Г-7-008-89".
Настоящие ПК являются руководящим материалом при проектировании, конструировании, изготовлении, монтаже оборудования и трубопроводов и устанавливают порядок, виды, объемы и методы контроля и нормы оценки качества сварных соединений и наплавленных деталей (изделий), выполненных в соответствии с требованиями документа "Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения. ПНАЭ Г-7-009-89".
Правила контроля введены взамен "Правил контроля сварных соединений и наплавки узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок ПК 1514-72".
Обязательны для всех министерств, ведомств, организаций и предприятий, осуществляющих проектирование, конструирование, изготовление, монтаж и эксплуатацию оборудования и трубопроводов, на которые распространяются Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Примечание. Под головной материаловедческой организацией понимается головная отраслевая материаловедческая организация, если нет других специальных указаний в тексте.
Термин "головная материаловедческая организация" и его определение, а также термин "согласование головной материаловедческой организации" и его определение приведены в Приложении 1 раздела 1 "Общие требования и определения" соответственно в пунктах 1.26 и 1.27.
(Измененная редакция, Изм. № 1).
1.2. Конструкторская (проектная) документация (технический проект и рабочая документация) на оборудование и трубопроводы должна быть разработана с учетом необходимости контроля сварных соединений и наплавленных деталей в соответствии с требованиями и указаниями настоящих ПК и нормативно-технических документов на методики контроля.
1.3. Расположение и конструкция сварных соединений и наплавленных деталей должны удовлетворять требованиям конструкторской (проектной) документации, выполненной в соответствии с ПНАЭ Г-7-008-89 и ПНАЭ Г-7-009-89 и обеспечить возможность контроля этих соединений и деталей методами и в объемах, предусмотренными настоящими ПК при изготовлении, монтаже и ремонте оборудования и трубопроводов.
1.4. Контроль каждым методом следует проводить по государственным стандартам на соответствующие методы контроля или методическим отраслевым стандартам, конкретизирующим методики контроля сварных соединений и наплавленных деталей. При отсутствии указанных стандартов допускается проведение контроля по методическим инструкциям, разработанным головной материаловедческой организацией. Упомянутые стандарты или инструкции могут использоваться после одобрения их Госатомнадзором России.
(Измененная редакция, Изм. № 1).
1.5. Все подготовительные и контрольные операции должны быть включены в производственную контрольную документацию (ПКД) (карты контроля, инструкции и т.п.) и обеспечены необходимыми средствами контроля.
ПКД должна быть согласована с головной материаловедческой организацией.
Допускается объединение ПКД с производственно-технологической документацией (ПТД).
1.6. Все предусмотренные настоящими ПК, конструкторской документацией, ПТД и ПКД операции по контролю сварных соединений и наплавленных деталей должно осуществлять предприятие-изготовитель (монтажная организация), выполняющее сварку (или специалисты других организаций, привлеченные этим предприятием) в последовательности, установленной ПТД этого предприятия, с учетом требований настоящих ПК.
1.7. Результаты контроля сварных соединений и наплавок должны быть зафиксированы в отчетной документации.
1.8. При несоответствии установленным требованиям и нормам сварные соединения и наплавленные детали подлежат исправлению или бракуются.
Вопрос о возможности допуска сварных соединений (наплавки) с несплошностями, показатели которых превышают нормы, установленные настоящими ПК, решается в порядке, указанном в разд. 14.
1.9. Контроль качества сварных соединений и наплавок включает:
- аттестацию контролеров;
- контроль сборочно-сварочного и термического оборудования, аппаратуры и приспособлений;
- входной контроль основных материалов;
- контроль качества сварочных и наплавочных материалов;
- операционный контроль;
- неразрушающий контроль;
- разрушающий контроль;
- контроль качества исправления дефектов;
- гидравлические (пневматические) испытания.
1.10. Аттестация контролеров включает проверку их теоретических знаний и практических навыков.
1.11. Контроль сборочно-сварочного оборудования, аппаратуры и приспособлений включает проверку исправности их состояния, а также необходимого оснащения измерительной и контрольной аппаратурой.
1.12. Входной контроль основных материалов должен производиться в соответствии с указаниями разд. 3 ПНАЭ Г-7-008-89.
Контроль литых деталей на участках, примыкающих к кромкам разделки под сварку, должен проводиться в соответствии с "Правилами контроля стальных отливок для атомных энергетических установок".
Основные материалы, подлежащие сварке, должны быть термически обработаны в соответствии с требованиями стандартов или технических условий на поставку материалов, а в случае наличия дополнительных требований в чертежах или технических условиях на изделие - в соответствии с этими требованиями.
Если коррозионно-стойкая сталь аустенитного класса в процессе изготовления конструкции подвергается дополнительной термической обработке, необходимо проводить повторную проверку ее механических свойств и стойкости против межкристаллитной коррозии.
По согласованию с головной материаловедческой организацией указанную проверку можно не проводить, заменив ее контролем правильности выполнения режима термической обработки.
1.13. Контроль качества сварочных и наплавочных материалов включает проверку документации, оценку состояния упаковки и внешнего состояния, разрушающий контроль металла шва и/или наплавленного металла, выполненных контролируемыми материалами.
1.14. Операционный контроль охватывает проверку соблюдения требований ПТД при подготовке и сборке под сварку (наплавку), подогреве, сварке (наплавке) и термической обработке.
1.15. Неразрушающий контроль включает следующие методы:
· визуальный;
· измерительный;
· прогонкой металлическим калибром (шариком);
· капиллярный;
· магнитопорошковый;
· радиографический;
· ультразвуковой;
· контроль герметичности.
Помимо указанных выше основных методов в случаях, предусмотренных конструкторской документацией или ПКД, могут быть применены дополнительные методы (стилоскопирование, измерение твердости, травление и т.п.).
1.16. При разрушающем контроле проводят механические испытания (испытание на растяжение при нормальной температуре, испытание на растяжение при повышенной температуре, испытание на статический изгиб, испытание на сплющивание труб), определение ферритной фазы, испытания на межкристаллитную коррозию, металлографические исследования, определение химического состава.
1.17. Сварные соединения в составе конструкций или отдельных сборочных единиц должны подвергаться гидравлическим (пневматическим) испытаниям в соответствии с указаниями конструкторской документации.
1.18. Определения терминов и основных понятий, встречающихся в тексте настоящих ПК, приведены в Приложении 1.
2. КАТЕГОРИИ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Для сварных соединений оборудования и трубопроводов АЭУ с водо-водяными и водографитовыми реакторами устанавливаются следующие три категории сварных соединений:
I категория - сварные соединения оборудования и трубопроводов группы А;
II категория - сварные соединения оборудования и трубопроводов группы В, работающие постоянно или периодически в контакте с радиоактивным теплоносителем;
III категория - сварные соединения оборудования и трубопроводов группы В, не работающие в контакте с радиоактивным теплоносителем, а также сварные соединения оборудования и трубопроводов группы С.
В зависимости от рабочего давления сварные соединения II и III категорий подразделяются на следующие подкатегории:
- подкатегория IIа - сварные соединения, работающие под давлением свыше 5 МПа (51 кгс/см2);
- подкатегория IIв - сварные соединения, работающие под давлением до 5 МПа (51 кгс/см2) включительно;
- подкатегория IIIа - сварные соединения, работающие под давлением свыше 5 МПа (51 кгс/см2);
- подкатегория IIIв - сварные соединения, работающие под давлением свыше 1,7 МПа до 5 МПа (свыше 17,3 до 51 кгс/см2) включительно;
- подкатегория IIIс - сварные соединения, работающие под давлением до 1,7 МПа (17,3 кгс/см2) и ниже атмосферного (под вакуумом).
2.2. Для сварных соединений оборудования и трубопроводов АЭУ с реакторами на быстрых нейтронах с жидкометаллическим теплоносителем устанавливаются следующие категории сварных соединений:
- Iн категория - сварные соединения оборудования и трубопроводов группы А, а также сварные соединения оборудования и трубопроводов группы В при специальных требованиях по обеспечению герметичности, устанавливаемых конструкторской документацией;
- IIн категория - сварные соединения оборудования и трубопроводов группы В, работающие в контакте с жидкометаллическим теплоносителем и газом (за исключением относящихся к Iн категории);
- II категория - сварные соединения оборудования и трубопроводов группы В, не работающие в контакте с жидкометаллическим теплоносителем и газом.
- III категория - сварные соединения оборудования и трубопроводов группы С.
В зависимости от специфических условий эксплуатации сварные соединения IIн, II и III категорий подразделяются на следующие подкатегории:
- подкатегория IIна - сварные соединения, находящиеся в контакте с жидкометаллическим теплоносителем и/или газом, работающие при температуре свыше 350 °С независимо от давления;
- подкатегория IIIнв - сварные соединения, находящиеся в контакте с жидкометаллическим теплоносителем и/или газом при температуре до 350 °С включительно независимо от давления (за исключением относящихся к подкатегории IIнв);
- подкатегория IIIнс - сварные соединения, находящиеся в контакте с газом и работающие при давлении 0,07 Мпа (0,71 кгс/см2) включительно и температуре до 150 °С включительно;
- подкатегория IIа - сварные соединения, не находящиеся в контакте с жидкометаллическим теплоносителем и газом, работающие при рабочем давлении свыше 2 МПа (20,4 кгс/см2);
- подкатегория IIв - сварные соединения, не находящиеся в контакте с жидкометаллическим теплоносителем, работающие при рабочем давлении до 2 МПа (20,4 кгс/см2) включительно;
- подкатегория IIIа - сварные соединения, работающие при рабочем давлении свыше 5 МПа (51 кгс/см2);
- подкатегория IIIв - сварные соединения, работающие при рабочем давлении свыше 1,7 до 5 МПа (свыше 17,3 до 51 кгс/см2) включительно;
- подкатегория IIIс - сварные соединения, работающие при рабочем давлении до 1,7 МПа (17,3 кгс/см2) и ниже атмосферного (под вакуумом).
2.3. Наплавка кромок относится к той же категории, что и соответствующее сварное соединение.
2.4. Антикоррозионная наплавка рассматривается самостоятельно без отнесения ее к какой-либо категории.
2.5. Категории сварных соединений назначаются конструкторской (проектной) организацией в соответствии с приведенными выше положениями и указываются в конструкторской (проектной) документации.
3. ПОЛУЧЕНИЕ РАЗРЕШЕНИЯ НА ПРАВО ВЫПОЛНЕНИЯ СВАРКИ И НАПЛАВКИ
3.1. Общие требования
(Измененная редакция, Изм. № 1).
3.1.3. Производственная аттестация по п. 3.1.2 проводится с целью проверки возможности практического выполнения предприятием-изготовителем (монтажной организацией) технологических процессов сварки (наплавки) и контроля в соответствии с требованиями ОП, настоящих ПК, конструкторской документации и ПТД.
3.1.4. Производственная аттестация проводится предприятиями-изготовителями (монтажными организациями), осуществляющими сварку (наплавку) оборудования и трубопроводов, путем выполнения и последующего контроля неразрушающими и разрушающими методами контрольных сварных соединений (наплавок), выполняемых для каждой группы изготавливаемых по аттестуемой технологии однотипных производственных сварных соединений (наплавленных поверхностей).
3.2. Порядок проведения аттестации технологии сварки
3.2.1. Производственная аттестация технологии выполнения сварных соединений и наплавленных поверхностей подразделяется на следующие виды:
- первичная;
- повторная;
- внеочередная.
3.2.2. Первичная аттестация проводится для сварных соединений (наплавленных поверхностей), технология выполнения которых на данном предприятии (в монтажной организации) не аттестована.
Технология выполнения сварных соединений (наплавленных поверхностей), применявшаяся до введения в действие настоящих ПК на данном предприятии (в монтажной организации) по ПТД, удовлетворяющей требованиям настоящих ПК и ОП, считается прошедшей первичную аттестацию.
3.2.3. Повторная аттестация проводится в следующие сроки:
- для сварных соединений I и Iн категорий - через каждые 18 месяцев;
- для сварных соединений II и IIн категорий и наплавленных поверхностей - через каждые 24 месяца;
- для сварных соединений III категории - через каждые 36 месяцев.
(Измененная редакция, Изм. № 1).
3.2.5. Если сроки изготовления конкретного оборудования или монтажа атомной энергетической установки превышают указанные в п. 3.2.3, то срок действия аттестации может быть продлен аттестационной комиссией до конца срока изготовления конкретного оборудования или монтажа атомной энергетической установки при условии, что очередная аттестация была проведена непосредственно перед началом или в процессе изготовления указанного оборудования или монтажа атомной энергетической установки.
Если сварные соединения (наплавки) выполняются по одной и той же технологии и ПТД, то по решению аттестационной комиссии период до повторной аттестации может быть увеличен, но не более чем в два раза по сравнению со сроком, указанным в п. 3.2.3.
3.2.6. Для проведения аттестации технологии сварки (наплавки) на предприятиях-изготовителях (в монтажных организациях) создаются аттестационные комиссии.
Состав аттестационной комиссии утверждается приказом по предприятию-изготовителю (монтажной организации).
(Измененная редакция, Изм. № 1).
3.2.8. Предприятие-изготовитель (монтажная организация) перед проведением аттестации должно составить программу аттестации, указав в ней:
- наименование и шифр изделий (систем трубопроводов), в состав которых входят сварные соединения и наплавленные поверхности, выполняемые по аттестуемой технологии;
- перечень аттестуемых групп однотипных сварных соединений;
- перечень аттестуемых групп однотипных наплавленных поверхностей;
- перечень ПТД, используемой при выполнении и контроле аттестуемых сварных соединений и наплавок;
- методы неразрушающего контроля аттестуемых сварных соединений и наплавок;
- схемы вырезки образцов из контрольных сварных соединений и наплавок с указанием назначения и типов образцов со ссылкой на соответствующие стандарты или другие нормативно-технические документы;
- методы разрушающего контроля.
3.2.9. Программа по п. 3.2.8 должна быть согласована членами аттестационной комиссии и утверждена ее председателем.
3.2.10. Результаты производственной аттестации оформляются протоколом по форме Приложения 2.
3.2.11. В случае обнаружения дефектов в контрольных сварных соединениях (наплавках) при неразрушающем контроле решение о возможности дальнейшего использования этого соединения или наплавки для разрушающего контроля должно приниматься аттестационной комиссией.
3.2.12. При неудовлетворительных результатах разрушающего контроля аттестационная комиссия должна принять меры по выяснению и устранению причин несоответствия контрольного сварного соединения или наплавки установленным требованиям, после чего взамен забракованного контрольного сварного соединения (наплавки) должно быть выполнено и проконтролировано новое.
Принятые меры должны быть отражены в протоколе.
3.2.13. При повторной аттестации допускается использовать результаты неразрушающего и разрушающего контроля производственных контрольных сварных соединений, проводимого согласно разд. 10.
3.2.14. Протокол по п. 3.2.10 передается для одобрения в межрегиональный территориальный округ Госатомнадзора России по месту нахождения предприятия-изготовителя (монтажной организации), проводившего аттестацию.
(Измененная редакция, Изм. № 1).
3.2.15. Контрольные сварные соединения для аттестации технологии сварки в монтажных условиях должны предусматриваться проектной организацией.
Перечень аттестуемых технологий сварки должен указываться в ПТД, разрабатываемой головной материаловедческой организацией.
3.3. Область распространения аттестации
3.3.1. Аттестация технологии выполнения сварных соединений I (Iн) категории может быть распространена на однотипные сварные соединения II (IIн) и III категорий, а аттестация технологии выполнения сварных соединений II (IIн) категории - на однотипные сварные соединения III категории.
3.3.2. Аттестация технологии выполнения наплавленных поверхностей с предварительным и сопутствующим подогревом может быть распространена на однотипные наплавленные поверхности, выполняемые без подогрева.
3.3.3. Аттестация технологии выполнения дуговой сваркой сварных соединений деталей с диапазоном номинальных толщин свыше 10 до 50 мм может быть распространена на сварные соединения деталей с диапазоном номинальных толщин свыше 3 до 10 мм.
3.3.4. Аттестация технологии выполнения сварных соединений электрошлаковой сваркой может быть распространена на сварные соединения деталей, номинальная толщина которых отличается от толщины деталей использованного для аттестации контрольного соединения не более чем на 25 %.
4. АТТЕСТАЦИЯ КОНТРОЛЕРОВ
4.1. Общие положения
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
4.1.4. Аттестационная комиссия назначается приказом руководителя предприятия в составе председателя, его заместителя и членов комиссии.
В состав аттестационных комиссий должны входить высококвалифицированные специалисты по тому методу контроля, которым предстоит заниматься (или продолжать заниматься) аттестуемым работникам.
4.1.5. Члены указанной в п. 4.1.3 комиссии должны проходить периодическую аттестацию в головной материаловедческой организации по разработанным этой организацией программам в порядке, устанавливаемом министерством, в ведении которого находится предприятие-изготовитель (монтажная организация), но не реже одного раза в три года.
При отсутствии в ведении министерства головной материаловедческой организации допускается проводить аттестацию членов комиссии в головной материаловедческой организации другого ведомства.
4.1.6. Аттестационные комиссии могут проводить аттестацию контролеров других предприятий и организаций, не имеющих своих аттестационных комиссий.
4.2. Порядок проведения аттестации
4.2.1. Аттестация подразделяется на первичную, дополнительную, периодическую и внеочередную.
4.2.3. Дополнительную аттестацию проходят контролеры, прошедшие первичную аттестацию, перед допуском к выполнению работ, не указанных в их удостоверениях, при введении в действие новых методических документов по контролю, а также после перерыва в выполнении соответствующих работ по контролю свыше шести месяцев.
4.2.4. Периодическую аттестацию проходят все контролеры в целях продления срока действия их удостоверений. Периодическая аттестация по проверке теоретических знаний проводится не реже одного раза в три года, а проверка практических навыков - не реже одного раза в год.
(Измененная редакция, Изм. № 1).
4.2.6. Специальные программы теоретической подготовки по п. 4.2.2 должны составляться в объеме, определяемом служебными обязанностями аттестуемых контролеров с учетом требований соответствующих методических документов по контролю, технической и технологической документации для различных категорий контролеров.
4.2.7. Разработка и утверждение конкретных программ подготовки контролеров осуществляются предприятиями (организациями), проводящими аттестацию по согласованию с головной материаловедческой организацией.
4.2.8. При дополнительной аттестации необходимость и объем теоретической подготовки устанавливаются аттестационной комиссией.
4.2.9. Проверка практических навыков контролеров должна проводиться в присутствии хотя бы одного члена аттестационной комиссии, который должен наблюдать за правильностью выполнения контрольных операций, а также за полнотой и достоверностью выявления дефектов на контрольных или эталонных образцах с имитированными дефектами; допускается проверка практических навыков на изделиях, предварительно проконтролированных уже аттестованным контролером.
При неудовлетворительных результатах проверки практических навыков допускается проведение проверки на удвоенном количестве образцов.
4.2.10. Контролеры, получившие неудовлетворительную оценку при проверке теоретических знаний, к испытаниям по практическим навыкам не допускаются.
4.2.11. Контролеры, не прошедшие аттестацию отстраняются от выполнения работ до новой аттестации, к которой допускаются после дополнительной подготовки, но не ранее чем через один месяц и не более двух раз.
4.3. Оформление результатов аттестации
4.3.1. Результаты проверки теоретических знаний и практических навыков контролеров оформляются протоколом с указанием решения о допуске к выполнению соответствующих работ.
4.3.2. На группу контролеров по одному методу контроля допускается оформление одного протокола с включением в него всех требуемых сведений и данных.
4.3.3. Протоколы аттестационной комиссии должны иметь сквозную нумерацию и храниться до следующей аттестации на предприятиях (в организациях), проводящих аттестацию.
4.3.4. Контролерам, прошедшим проверку теоретических знаний и практических навыков, должны выдаваться удостоверения за подписью председателя комиссии с печатью организации (предприятия), проводящей аттестацию.
4.3.5. Рекомендуемые формы удостоверений контролеров, а также формы протоколов заседаний аттестационных комиссий приведены в Приложениях 3 и 4.
Указанные формы не могут быть изменены без одобрения Госатомнадзором России.
(Измененная редакция, Изм. № 1).
5. ТРЕБОВАНИЯ К СРЕДСТВАМ КОНТРОЛЯ
5.1. Для контроля следует применять установки и аппаратуру, которые должны отвечать требованиям методических стандартов и инструкциям по п. 1.4.
Допускается применение других установок и аппаратуры, не указанных в стандартах и инструкциях по п. 1.4 (например, полученных по импорту), при условии, что их применение обеспечивает выполнение всех требований настоящих ПК и конструкторской документации по контролю сварных соединений и наплавленных деталей и согласовано с головной материаловедческой организацией.
5.2. Проверку состояния установок и аппаратуры для контроля следует проводить периодически по графику, составленному в соответствии с указаниями правил технической эксплуатации этих установок и аппаратуры, паспортов и прилагаемых инструкций. После ремонта установки и аппаратура должны проходить обязательную проверку вне зависимости от графика проверки сведения о периодических поверках и контролируемых параметрах должны вноситься в соответствующие разделы паспортов (формуляров) на установки и аппаратуру или оформляться актом.
5.3. Метрологическое обеспечение средств контроля должно осуществляться в соответствии с требованиями ГОСТ 8.002-86 и ГОСТ 8.326-78.
5.4. Каждая партия материалов для дефектоскопии (порошков, пенетрантов, пленки, реактивов и т.п.) должна быть проконтролирована:
- на наличие на каждом упаковочном месте (пачке, коробке, емкости) этикеток (сертификатов и др.) с проверкой полноты приведенных в них данных и соответствия этих данных требованиям стандартов или технических условий на контролируемые материалы (при изготовлении реактивов и пенетрантов для собственных нужд проверяют только наличие этикетки и наименование реактива или пенетранта);
- на отсутствие повреждений и порчи упаковки или самих материалов;
- на действие срока годности;
- на соответствие качества материалов требованиям методических документов на данный метод контроля.
6. КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ И НАПЛАВОЧНЫХ МАТЕРИАЛОВ
6.1. Общие требования
6.1.1. Все партии сварочных и наплавочных материалов (проволоки, лент, флюсов, покрытых электродов и защитных газов), подлежащие использованию при сварке или наплавке оборудования и трубопроводов, подлежат контролю.
6.1.2. Контроль качества сварочных и наплавочных материалов включает:
- проверку сопроводительной документации;
- проверку упаковки и состояния сварочных (наплавочных) материалов;
- контроль металла шва и наплавленного металла.
6.1.3. Контроль качества сварочных и наплавочных материалов должно осуществлять предприятие, использующее эти материалы при сварке (наплавке) оборудования и трубопроводов.
Контроль металла шва (наплавленного металла) на предприятии, использующем сварочные материалы, допускается не проводить, если указанный контроль для каждой партии (для каждого подлежащего производственному использованию сочетания партий присадочных материалов и флюсов) сварочных материалов был проведен другим предприятием в полном соответствии с требованиями настоящих ПК, а результаты контроля оформлены документально и переданы предприятию, использующему проконтролированные партии сварочных материалов.
6.1.4. Контроль качества каждой партии сварочных (наплавочных) материалов должен быть проведен до начала их производственного использования.
6.1.5. При использовании предприятием - изготовителем сварочных (наплавочных) материалов собственного производства допускается совмещение приемосдаточного и указанного в настоящем разделе контроля конкретных партий сварочных (наплавочных) материалов.
6.2. Проверка сопроводительной документации
6.2.1. Каждая партия сварочных (наплавочных) материалов должна быть проконтролирована:
- на наличие сопроводительного документа (сертификата) с проверкой полноты приведенных в нем данных и их соответствие требованиям стандартов или технических условий на сварочные (наплавочные) материалы контролируемой марки; для баллонов с защитными газами допускается проведение указанной проверки по прикрепленным к вентилям этикеткам и по цвету окраски баллонов;
- на наличие на каждом упаковочном месте (ящике, пачке, коробке, бухте, баллоне и др.) маркировки (этикеток, бирок) с проверкой соответствия указанных в ней марки, сортамента и номера партии материала данным сертификата.
6.3. Проверка упаковки и состояния сварочных (наплавочных) материалов
6.3.1. Каждая партия сварочных (наплавочных) материалов должна быть проконтролирована:
- на отсутствие повреждений (порчи) упаковки или самих материалов; при повреждении (порче) упаковки или материалов возможность дальнейшего полного или частичного использования сварочных (наплавочных) материалов контролируемой партии решается ответственной за сварку (наплавку) службой предприятия-изготовителя (монтажной организации);
на соответствие сварочных (наплавочных) материалов данным сертификата и требованиям стандартов или технических условий по размерам и состоянию.
6.3.2. При проверке размеров и состояния сварочных (наплавочных) материалов контролируются:
- каждая партия покрытых электродов - на соответствие номинальных размеров электродов данным сертификата и качества их покрытия (отсутствие повреждений, наплывов и других видимых дефектов) требованиям стандартов или технических условий на электроды контролируемой марки;
- каждая партия сварочной (наплавочной) проволоки и ленты - на соответствие номинальных размеров и вида поверхности данным сертификата и состояния поверхности (отсутствие коррозии и других видимых дефектов) требованиям стандартов или технических условий на проволоку или ленту контролируемой марки;
- каждая партия флюса - на соответствие цвета, однородности и гранулометрического состава требованиям стандартов или технических условий на флюс контролируемой марки.
6.3.3. Помимо контроля по п. 6.3.2, каждая партия покрытых электродов и флюсов перед использованием должна быть проверена на соответствие содержания влаги в покрытии электродов и влажности флюса требованиям стандартов (технических условий) на материалы контролируемой марки или на соответствие допустимых сроков использования покрытых электродов и флюсов после их очередной прокалки требованиям ОП в зависимости от условий хранения.
При использовании партии покрытых электродов или флюса по частям проверку содержания влаги в покрытии и влажности флюса или проверку допустимых сроков их использования после очередной прокалки следует проводить отдельно для каждой подлежащей использованию части партии.
6.3.4. Объем контроля по пп. 6.3.2 и 6.3.3 устанавливается ПКД.
6.3.5. Проверка показателей, перечисленных в п. 6.3.2, проводится в соответствии с методическими указаниями стандартов и технических условий на сварочные (наплавочные) материалы контролируемых марок, а также ПКД.
6.3.6. Влажность покрытых электродов определяется в соответствии с требованиями отраслевых стандартов или инструкций.
6.3.7. Влажность флюсов определяется в соответствии с указаниями стандартов и технических условий на флюс контролируемой марки.
6.4. Контроль металла шва и наплавленного металла
6.4.1. Порядок контроля
6.4.1.1. Для контроля каждой партии (каждого сочетания партий) сварочных (наплавочных) материалов должны быть изготовлены контрольные сварные швы (наплавки).
Проверка сварочных материалов, предназначенных для электрошлаковой сварки, проводится только на контрольных сварных швах.
Контрольные сварные швы и наплавки должны быть выполнены сварщиками, допущенными согласно "Правилам аттестации сварщиков оборудования и трубопроводов атомных энергетических установок (ПНАЭ Г-7-003-87)" (в дальнейшем имеются "Правила аттестации сварщиков"), к выполнению производственных сварных соединений (наплавок), при сварке (наплавке) которых будут использоваться контролируемые сварочные материалы.
6.4.1.4. Выполненные контрольные сварные швы и наплавки подлежат разрушающему контролю, методы и объем которого должны соответствовать требованиям разд. 10.
6.4.1.5. Выполненные контрольные сварные швы и наплавки подвергаются неразрушающему контролю по пп. 6.4.1.2 или 6.4.1.3 (после термической обработки, если требуется ее проведение), при положительных результатах которого проводится разрушающий контроль.
Если суммарная длина выявленных при неразрушающем контроле дефектных участков не превышает 5 % длины контрольного сварного шва допускается проведение разрушающего контроля при условии, что образцы из дефектных участков вырезаться не будут.
Результаты неразрушающего и разрушающего контроля контрольных сварных швов и наплавок должны удовлетворять требованиям разд. 11 с учетом категории производственных сварных соединений, подлежащих выполнению сварочными материалами контролируемой партии (контролируемого сочетания партий).
При этом нормы оценки результатов неразрушающего контроля должны соответствовать высшей категории сварных соединений, для выполнения которых предназначены контролируемые сварочные материалы.
В контрольных сварных швах и наплавках допускается не учитывать выявленные при измерительном контроле дефекты, не связанные с качеством сварочных материалов (несоответствие размеров усиления, углубления между валиками и чешуйчатости установленным требованиям).
При неудовлетворительных результатах неразрушающего контроля контрольных сварных швов и наплавок в зависимости от характера выявленных дефектов принимается решение о повторном выполнении контрольных сварных швов или наплавок после дополнительных операций по улучшению качества сварочных материалов (прокалка электродов или флюсов, зачистка проволоки или ленты и т.п.) или о невозможности использования контролируемых сварочных материалов для сварки оборудования и трубопроводов атомных энергетических остановок.
При неудовлетворительных результатах разрушающего контроля следует руководствоваться указаниями разд. 10.
6.4.2. Объем выполнения контрольных сварных швов и наплавок
6.4.2.1. Контрольные сварные швы следует выполнять:
- при контроле покрытых электродов для ручной дуговой варки, подлежащих использованию при выполнении производственных сварных соединений, - электродами каждой партии, за исключением случаев, указанных в подразд. 10.2;
- при контроле сварочных материалов для автоматической сварки под флюсом и для электрошлаковой сварки - сварочной проволоки каждой партии (плавки) в сочетании с флюсом каждой партии, которые будут использованы для выполнения производственных сварных соединений;
- при контроле сварочных материалов для сварки в защитных газах (смеси защитных газов) - сварочной проволокой каждой партии (плавки) в сочетании с каждым видом защитного газа (смеси защитных газов), которые будут использованы для выполнения производственных сварных соединений.
Примечания. 1. Одним видом защитного газа считается газ одной марки, одного сорта, одного назначения поставляемый по одному стандарту (техническим условиям).
2. Одним видом смеси защитных газов считается смесь определенных газов в одной и той же пропорции, предусмотренной ПТД.
6.4.2.3. Если партия (совокупность партий присадочных материалов и флюсов) подлежит использованию как при выполнении производственных сварных соединений, так и при выполнении производственных наплавок, допускается выполнять только контрольный сварной шов, а в случаях, предусмотренных п. 6.4.2.2, - только контрольную наплавку.
6.4.2.4. Сварочные материалы, подлежащие использованию только при заварке корневых слоев шва, рассматриваются как предназначенные для выполнения производственных сварных соединений деталей номинальной толщиной до 20 мм.
6.4.2.5. При выполнении контрольных сварных швов и наплавок допускается:
- объединять контролируемые партии флюса в укрупненные производственные партии; при этом в одну укрупненную партию флюса могут быть объединены партии флюса одной марки, изготовленные по одному стандарту или по одним техническим условиям; после перемешивания всего объема флюса укрупненной партии; при недостаточном объеме смесителей допускается перемешивание флюса в несколько приемов с сохранением постоянной пропорции (по массе) флюса каждой из перемешиваемых (объединяемых) партий; максимальная масса укрупненной партии флюса не должна превышать установленную стандартами или техническими условиями на флюс контролируемой марки;
- при использовании нейтральных флюсов (типа ОФ-6, ОФ-10, ФЦ-18 и др.) учитывать только марку флюса (без учета партии).
6.4.2.6. Контрольные сварные швы (наплавки) допускается не выполнять, если для контроля производственных сварных соединений согласно разд. 10 в конструкторской документации будет предусмотрено выполнение производственных контрольных сварных соединений. При этом помимо разрушающего контроля указанных сварных соединений должен быть выполнен разрушающий контроль металла шва.
6.4.3. Требования к выполнению контрольных сварных швов и наплавок
6.4.3.1. При выполнении контрольных сварных швов сочетание марок основного металла свариваемых пластин (деталей) и контролируемых сварочных материалов должно соответствовать допускаемому согласно ОП.
Допускается использовать пластины (детали) из сталей того же структурного класса других марок при условии предварительной наплавки подлежащих сварке кромок сварочными материалами контролируемой марки (сочетания марок) не менее чем в три слоя. Для указанной наплавки кромок могут быть использованы сварочные материалы других (неконтролируемых) партий сварочных материалов той же марки, в том числе присадочные материалы другого сортамента.
В случае наплавки кромок не менее чем в пять слоев по указанию ПКД допускается использовать пластины из сталей других структурных классов.
При контроле сварочных материалов, предназначенных для выполнения производственных сварных соединений сталей различных структурных классов, допускается использовать пластины из материала, на котором согласно ОП не требуется предварительная наплавка кромок.
6.4.3.2. При выполнении контрольных сварных швов автоматической сваркой под флюсом или аргонодуговой сваркой наплавку кромок (в три слоя) допускается проводить ручной дуговой сваркой покрытыми электродами, допущенными согласно ОП для сварки тех же сталей, что и контролируемые сварочные материалы.
6.4.3.3. Толщина свариваемых пластин (деталей) при выполнении контрольных сварных швов должна устанавливаться ПКД с соблюдением следующих условий:
- при использовании контролируемой партии (сочетания партий) сварочных материалов для выполнения производственных сварных соединений с предварительным и сопутствующим подогревом толщина пластин (деталей) должна быть не меньше толщины, начиная с которой, согласно ОП для производственных сварных соединений, требуется подогрев;
- при использовании контролируемой партии (сочетания партий) сварочных материалов для выполнения производственных стыковых сварных соединений, подлежащих термической обработке, толщина пластин (деталей) должна быть не меньше толщины, начиная с которой, согласно ОП для производственных сварных соединений, требуется проведение термической обработки;
- толщина свариваемых пластин (деталей) должна быть не менее 14 мм при дуговой сварке и 30 мм при электрошлаковой варке.
6.4.3.4. Длина свариваемых пластин (суммарная длина при сварке нескольких пар пластин) по протяженности сварного шва должна обеспечивать отбор необходимого количества образцов для проведения всех испытаний, предусмотренных разд. 10, включая возможные повторные испытания на удвоенном количестве образцов.
6.4.3.5. Ширина каждой из свариваемых пластин (деталей) должна составлять не менее 300 мм при электрошлаковой сварке, 150 мм при автоматической сварке под флюсом и 80 мм при других способах сварки.
6.4.3.6. Подготовку кромок пластин (деталей) допускается выполнять по любому типу стыкового сварного соединения, применяемому при сварке производственных изделий соответствующей толщины контролируемыми сварочными материалами, или по типу сварного соединения, предусмотренному стандартом или техническими условиями на контролируемые сварочные материалы.
6.4.3.7. Для выполнения контрольных сварных швов и наплавок следует применять сварочное оборудование, обеспечивающее соблюдение всех параметров режима сварки, установленных ПТД для выполнения производственных сварных соединений и наплавок контролируемыми сварочными (наплавочными) материалами.
6.4.3.8. Режимы сварки должны соответствовать режимам, применяемым при выполнении одного из производственных сварных соединений контролируемыми присадочными материалами соответствующего сортамента.
6.4.3.9. Сварка контрольных сварных швов проводится в нижнем положении, если другие требования не оговорены в ПКД.
6.4.3.10. Необходимость и температурные режимы предварительного и сопутствующего сварке подогрева при выполнении контрольных сварных швов должны соответствовать установленным в ОП с учетом марки основного металла соответствующих производственных сварных соединений и толщины свариваемых пластин (деталей).
Если контролируемая партия (сочетание партий присадочных материалов и флюсов) сварочных материалов подлежит использованию для выполнения различных производственных сварных соединений, для которых установленная ПТД минимальная температура предварительного и сопутствующего подогрева отличается более чем на 50 °С (включая случай, когда подогрев не требуется), должны быть сварены два контрольных шва.
При сварке одного контрольного шва минимальная температура подогрева должна соответствовать наиболее низкой (в том числе без подогрева), а при сварке другого - наиболее высокой из числа минимальных температур, установленных для подогрева при сварке деталей (изделий) из сталей соответствующих марок и толщин. Если при этом отдельные производственные детали подлежат сварке без подогрева, сварку первого контрольного шва также проводят без подогрева.
6.4.3.11. Необходимость, вид (отпуск, нормализация или закалка с последующим отпуском, аустенизация и т.п.) и режимы термической обработки контрольных сварных швов должны соответствовать применяемым для производственных сварных соединений, подлежащих выполнению с использованием контролируемых сварочных материалов.
6.4.3.13. При многократной термической обработке производственных сварных соединений аналогичной термической обработке должны быть подвергнуты и контрольные сварные швы.
При многократных отпусках контрольный сварной шов допускается подвергать однократному отпуску с продолжительностью выдержки при каждой температуре не менее 80 % и не более 100 % суммарной продолжительности соответствующих выдержек при термической обработке производственных сварных соединений. Сначала следует проводить выдержку при более низкой температуре, затем при более высокой. Время перехода от одной температуры к другой в продолжительность выдержки не засчитывается.
Примечание. Суммарная продолжительность выдержек определяется как сумма номинальных продолжительностей выдержек (допуски не учитываются).
- первый контрольный сварной шов должен быть подвергнут тому же отпуску, что и производственное сварное соединение, для которого предусмотрена наиболее низкая температура окончательного отпуска с наиболее короткой продолжительностью выдержки (в случае однократного производственного отпуска) или наиболее низкие температуры окончательных отпусков с наименьшей суммарной продолжительностью выдержек (в случае многократных производственных отпусков); в тех случаях, когда контролируемые сварочные материалы будут использоваться для выполнения производственных сварных соединений как подлежащих, так и не подлежащих отпуску, первый контрольный сварной шов отпуску не подвергается;
- второй контрольный сварной шов должен быть подвергнут тому же отпуску, что и производственное сварное соединение, для которого предусмотрена наиболее высокая температура окончательного отпуска при наибольшей продолжительности выдержки (в случае однократного производственного отпуска) или наиболее высокие температуры окончательных отпусков с наибольшей суммарной продолжительностью выдержек (в случае многократных производственных отпусков); при определении наибольшей суммарной продолжительности выдержки должны учитываться и возможные отпуски после исправления дефектов производственных сварных соединений.
При изготовлении двух контрольных сварных швов с соблюдением указанных условий результаты контроля шва, выполненного контролируемыми сварочными материалами, распространяются на все промежуточные варианты многократных отпусков производственных сварных соединений.
6.4.3.15. Для контрольных наплавок допускается использовать пластины из стали любой марки, если ПКД не оговорены конкретные требования.
6.4.3.16. Толщина пластин для выполнения контрольных наплавок должна составлять не менее 40 мм для наплавленных антикоррозионных покрытий и не менее 20 мм в других случаях.
6.4.3.17. Режимы наплавки должны соответствовать применяемым при выполнении одной из производственных наплавленных поверхностей (или одного из производственных сварных соединений) контролируемыми присадочными материалами (с учетом их сортамента).
6.4.3.18. Наплавку пластин проводят в нижнем положении, если другие требования не указаны в ПКД.
6.4.3.19. Необходимость и режимы предварительного и сопутствующего наплавке подогрева устанавливаются ПТД.
6.4.3.20. Предварительно на пластине выполняют наплавку двух слоев (если пластина из стали того же структурного класса, что и наплавленный металл) или четырех слоев (если структурные классы стали платины и наплавленного металла различны) сварочными материалами контролируемой марки (сочетания марок) любой партии (любого сочетания партий). Наплавку всех последующих (контрольных) слоев проводят сварочными материалами контролируемой партии (контролируемого сочетания партий).
6.4.3.21. Площадь, а также количество и суммарная высота слоев каждой контрольной наплавки должны обеспечивать отбор необходимого количества образцов для проведения всех испытаний, предусмотренных разд. 10 (включая возможные повторные испытания на удвоенном количестве образцов). При этом отбор образцов из трех первых слоев (если сталь пластины и наплавленный металл одного структурного класса) или из первых пяти слоев (если структурные классы стали пластины и наплавленного металла различны) не допускается.
6.4.3.22. Порядок и условия выполнения контрольных наплавок аустенитными сварочными (наплавочными) материалами, предназначаемыми для наплавки антикоррозионных покрытий, устанавливаются инструкциями головной материаловедческой организации, согласованными с головной межведомственной материаловедческой организацией.
6.4.3.23. Необходимость, вид и режимы термической обработки контрольных наплавок должны соответствовать применяемым для производственных деталей (изделий) после выполнения наплавок контролируемыми сварочными материалами.
На проведение отпуска контрольных наплавок (кроме антикоррозионных) распространяются указания пп. 6.4.3.12 - 6.4.3.14 по проведению отпуска контрольных швов.
Термическая обработка контрольных наплавок, предназначенных для определения содержания ферритной фазы в наплавленном металле, не допускается. В случае, если контрольная наплавка предназначена и для других видов испытаний, то образцы для определения содержания ферритной фазы должны быть вырезаны до термической обработки контрольной наплавки.
6.4.4. Отбор проб из контрольных сварных швов и наплавок
6.4.4.1. Отбор проб для определения химического состава металла шва следует проводить в зоне контрольного сварного шва, отделенной от основного металла не менее чем двумя валиками или из двух верхних слоев дополнительной четырехслойной наплавки, выполненной на одном из концевых участков поверхности контрольного сварного шва.
Отбор проб для определения химического состава металла шва, выполненного электрошлаковой сваркой, следует проводить в соответствии с указаниями ПТД.
6.4.4.2. Отбор проб для определения механических свойств металла шва или наплавленного металла следует осуществлять по указаниям ГОСТ 6996-66 с учетом требований п. 6.4.3.21.
6.4.4.3. Отбор проб для определения или подтверждения критической температуры хрупкости должен осуществляться в соответствии с указаниями "Норм расчета на прочность оборудования и трубопроводов атомных энергетических установок. ПНАЭ Г-7-002-86" (Приложение 2).
6.4.4.4. Отбор проб для определения ферритной фазы в наплавленном металле должен проводиться в соответствии с указаниями отраслевых стандартов или инструкций, согласованных с головной материаловедческой организацией.
6.4.4.5. Отбор проб для испытаний на стойкость против межкристаллитной коррозии следует проводить из верхних слоев контрольной наплавки с соблюдением требований п. 6.4.3.21.
6.4.4.6. Отбор проб из контрольных наплавок антикоррозионных покрытий выполняется в соответствии со стандартами или инструкциями головной материаловедческой организации.
7. КОНТРОЛЬ СБОРОЧНО-СВАРОЧНОГО И ТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ, АППАРАТУРЫ И ПРИСПОСОБЛЕНИЙ
7.1. При контроле сборочно-сварочного оборудования следует проверить:
- исправность оборудования и приспособлений, а также соответствие их параметров предстоящим операциям по сборке и сварке (наплавке) конкретных деталей (изделий);
- наличие и исправность устройств для предварительного и сопутствующего подогрева при сварке, а также наличие проведенных согласно п. 5.3 приборов (или других средств) для контроля температуры подогрева (в случае сварки без подогрева контроль по настоящему пункту не проводится);
- наличие проверенных согласно п. 5.3 амперметров и вольтметров на аппаратуре для автоматической сварки;
- наличие проверенных амперметров на постах для ручной дуговой сварки (при монтаже допускается применение переносных амперметров для периодического контроля значения сварочного тока);
- соблюдение требований ПТД по роду применяемого тока, по отклонениям напряжения электрической сети, по подключению к самостоятельным источникам питания, по промывке горелок и шлангов.
7.2. Контроль по п. 7.1 должен проводиться по специальному графику.
Результаты контроля должны фиксироваться в порядке, устанавливаемом предприятием-изготовителем (монтажной организацией), осуществляющим контроль.
7.3. При контроле термического оборудования следует проверять:
- исправность оборудования, оснастки и приспособлений, а также соответствие их параметров предстоящим операциям по подогреву и термической обработке конкретных сварных изделий (сварных соединений) и наплавленных деталей;
- наличие проверенных согласно п. 5.3 контрольно-измерительных приборов и/или других средств контроля температурного режима.
7.4. Контроль по п. 7.3 проводят аналогично контролю сварочного оборудования по п. 7.2.
8. ОПЕРАЦИОННЫЙ КОНТРОЛЬ
8.1. Общие требования
8.1.1. Операционный контроль осуществляется в соответствии с ПТД и включает:
- контроль подготовки и сборки деталей под сварку и наплавку;
- контроль процессов сварки и наплавки;
- контроль термической обработки сварных соединений и наплавленных изделий.
8.1.2. Операционный контроль проводится производственными мастерами и службой технического контроля (или другими выделенными на эти цели специалистами) предприятия-изготовителя (монтажной организации) оборудования и трубопроводов.
8.1.3. При контроле подготовки и сборки деталей под сварку, под наплавку антикоррозионного покрытия, процессов сварки и наплавки, термической обработки следует проверять соблюдение требований ОП, настоящих ПК и чертежей изделий.
8.1.4. Результаты каждого вида операционного контроля записываются в соответствующие журналы учета контроля (маршрутные паспорта, карты).
8.2. Контроль подготовки и сборки деталей под сварку и наплавку
8.2.1. При подготовке деталей под сварку и наплавку контролируют:
- наличие маркировки и/или документации, подтверждающей приемку полуфабрикатов или деталей службой технического контроля;
- чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и т.п.) подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков основного металла;
- форму и размеры кромок;
- форму и размеры расточки или раздачи труб;
- материал, форму и размеры подкладных колец и расплавляемых вставок.
8.2.2. При сборке деталей под сварку контролируют:
- правильность установки подкладных колец и расплавляемых вставок;
- марки и сортамент сварочных материалов, предназначенных для выполнения прихваток;
- допуск сварщиков к выполнению прихваток;
- правильность сборки и крепления деталей в сборочных приспособлениях;
- чистоту (см. п. 8.2.1) и отсутствие повреждений кромок и прилегающих к ним поверхностей;
- температуру подогрева при выполнении прихваток;
- качество, размеры и расположение прихваток;
- величину зазора в соединениях;
- величину смещения кромок, перелом осей или плоскостей соединяемых деталей;
- размеры собранного под сварку узла;
- наличие защитного покрытия;
- правильность установки приспособлений для поддува аргона, наличие и режим поддува (если таковой предусмотрен ПТД).
8.2.3. Качество выполнения прихваток контролируется визуально, а их размеры и расположение - измерением.
8.2.4. После удаления временных технологических креплений на деталях из легированных аустенитных и высокохромистых сталей и на антикоррозионном покрытии места приварки после зачистки необходимо проконтролировать на отсутствие трещин капиллярным или магнитопорошковым методами или травлением с последующим осмотром мест зачистки через лупу 4 - 7- кратного увеличения.
8.2.5. Собранная под сварку сборочная единица (узел) подлежит маркировке (при необходимости) и приемке службой технического контроля (или другими, выделенными этой службой для этой цели, специалистами), о чем производится запись в специальном журнале или маршрутном (технологическом) паспорте.
8.3. Контроль процессов сварки и наплавки
8.3.1. Перед началом сварки (наплавки) контролируют:
- наличие у сварщика допуска к подлежащим выполнению работам (по удостоверениям);
- наличие маркировки и/или записи в журнале учета сварочных работ или маршрутном (технологическом) паспорте, подтверждающих соответствие сборки установленным требованиям;
- чистоту кромок и поверхностей (см. п. 8.2.1), подготовленных под сварку и наплавку;
- марки и сортамент применяемых сварочных материалов;
- наличие документов, подтверждающих положительные результаты контроля сварочных материалов;
- дату прокалки покрытых электродов и флюсов или соответствие влажности флюсов и покрытия электродов установленным требованиям;
- соответствие поверхности присадочных материалов требованиям стандартов или технических условий;
- обеспечение поддува защитного газа (если таковой предусмотрен ПТД);
- температуру предварительного подогрева (если таковой предусмотрен ПТД).
8.3.2. В процессе сварки (наплавки) контролируют:
- режимы сварки (наплавки) и последовательность выполнения операций (по сварке, зачистке, контролю);
- очередность выполнения сварных швов и участков наплавки;
- температуру окружающей среды (на расстоянии не менее 2 м от свариваемых или наплавляемых изделий);
- температуру подогрева;
- соблюдение очередности наложения валиков и слоев;
- температуру металла в зоне сварки деталей из сталей аустенитного класса;
- выполнение специальных требований по сварке деталей из разнородных и двухслойных сталей;
- толщину первого слоя и суммарную толщину наплавляемого антикоррозионного покрытия.
8.3.3. Корневая часть шва сварных соединений I и Iн категорий деталей из железоникелевых сплавов при номинальной толщине стенки в месте сварки более 6 мм и из сталей при номинальной толщине стенки в местах сварки более 20 мм должна быть подвергнута радиографическому контролю. При этом нормы оценки качества принимаются как для полностью выполненного сварного соединения.
При сварке встык с односторонней разделкой кромок радиографический контроль следует проводить после заварки корневой части шва с двух сторон.
В сварных соединениях, подвергающихся последующей механической обработке с полным удалением корня шва, а также в случаях, когда не допускается перерыв и/или охлаждение в процессе сварки, имеется опасность недопустимого деформирования или разрушения узла при транспортировке к месту контроля, указанный контроль проводить не требуется.
Примечание. Под корневой частью шва понимается примыкающая к притуплению кромок зона сварного соединения толщиной до 30 % общей толщины выполненного шва, но не более 20 мм.
8.3.4. Требования к контролю предварительного и сопутствующего подогрева, а также температуры металла в зоне сварки деталей из сталей аустенитного класса, точки измерений и методы регистрации температур должны указываться в ПКД.
8.3.5. После окончания сварки (наплавки) контролируют:
- наличие и правильность маркировки выполненных сварных швов и наплавок;
- соответствие условий пребывания выполненных сварных соединений и наплавок с момента окончания сварки (наплавки) до начала термической обработки (включая условия термического отдыха, если таковой предусмотрен).
8.4. Контроль термической обработки
8.4.1. При термической обработке сварных соединений и наплавленных деталей следует контролировать соблюдение требований ОП, настоящих ПК, ПТД и чертежей изделий в части:
- методов и видов термической обработки;
- применяемого термического оборудования;
- последовательности и порядка выполнения термической обработки и отдельных ее этапов (в том числе предварительных, промежуточных и окончательных отпусков);
- режимов термической обработки (температуры печи при (загрузке, скорости нагрева, температуры и продолжительности выдержек, условий, среды или скорости охлаждения);
- методов и порядка контроля температуры режимов (расположение термопар или других устройств для измерения температуры, их количество и т.п.);
- температуры в точках, предусмотренных в ОП, при контроле требуемой зоны нагрева сварного соединения и прилегающих к нему участков;
- условий, обеспечивающих свободное расширение сварных (наплавленных) изделий и предохраняющих их от пластических деформаций под действием собственной массы;
- других параметров, контроль которых предусмотрен в ПКД.
8.4.2. Для контроля режимов термической обработки следует использовать термоэлектрические преобразователи (термопары) с устройствами для автоматической записи параметров режима.
При внепечной термической обработке допускается использование других средств контроля режимов термической обработки, обеспечивающих требуемую точность измерения температуры (радиационные пирометры и др.).
Термопары должны быть установлены в печи и непосредственно на подвергаемых термической обработке сварных (направленных) изделиях. Количество и расположение термопар должны обеспечивать возможность контроля за распределением температуры по всему объему печи при общей термической обработке и контроля зон нагрева при местной термической обработке.
При термической обработке изделий со сварными соединениями III категории по согласованию с головной материаловедческой организацией допускается контроль режимов термической обработки проводить по термопаре, установленной в печи. При этом должны проводиться контрольные нагревы с периодичностью не реже одного раза в три месяца, подтверждающие, что разность показаний термопар, установленных в печи и непосредственно на термообрабатываемом изделии (в конкретной точке), не превышает 15 °С, с записью результатов контроля в специальном журнале.
8.4.3. В случае вынужденного перерыва процесса термической обработки следует дополнительно контролировать скорость или условия охлаждения при перерыве (только при местной термической обработке или в случае выгрузки изделия из печи), скорость нагрева после перерыва и суммарную продолжительность выдержки (до и после перерыва).
8.4.4. После выполнения термической обработки должны быть зафиксированы номер садки и номер печи (для печной термической обработки), дата проведения термической обработки и производственный шифр (номер) сварного (наплавленного) изделия или сварного соединения.
8.4.5. Требования настоящего подраздела должны также выполняться при термической обработке контрольных сварных швов и наплавок, контрольных сварных соединений и производственных контрольных сварных соединений.
9. МЕТОДЫ И ОБЪЕМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
9.1. Общие требования
9.1.1. Неразрушающий контроль качества сварных соединений и наплавленного металла (на наплавленных деталях) следует проводить методами, предусмотренными в п. 1.15.
Конкретные методы и объем неразрушающего контроля сварных соединений и наплавок устанавливаются в порядке, предусмотренном п. 1.1.
9.1.2. Качество сварных соединений и наплавленных деталей при их неразрушающем контроле следует оценивать в соответствии с требованиями разд. 11 с учетом категории сварных соединений согласно разд. 2.
9.1.3. Результаты неразрушающего контроля сварных соединений и наплавленных деталей следует оформлять в соответствии с требованиями разд. 13.
9.1.4. В зависимости от объема проведения неразрушающий контроль подразделяется на сплошной (объем 100 %) и выборочный (объем 50, 25, 15, 10 или 5 %).
Сплошной контроль проводят по всей протяженности каждого сварного соединения или по всей площади наплавленной поверхности каждой наплавленной детали.
Выборочному контролю подвергают отдельные участки сварных соединений и наплавленных поверхностей или отдельные сварные соединения (наплавленные детали).
9.1.6. При выборочном контроле кольцевых сварных соединений деталей с номинальным наружным диаметром до 250 мм включительно контролируют отдельные сварные соединения по всей протяженности. Количество контролируемых сварных соединений определяется установленным объемом выборочного контроля. При этом указанный объем должен быть выдержан для каждой группы однотипных сварных соединений, выполненных каждым сварщиком на изготовляемом (монтируемом) объекте (установке, заказе).
Однотипность сварных соединений и наплавленных деталей определяют в соответствии с указаниями Приложения 1.
9.1.7. Выбор контролируемых участков по п. 9.1.5 или сварных соединений по п. 9.1.6 производится службой технического контроля из числа наиболее трудновыполняемых или вызывающих сомнение по результатам предшествующего контроля.
При отсутствии указанных участков проверяемые участки должны равномерно распределяться по длине контролируемых швов.
9.1.8. Вне зависимости от объема выборочного контроля участки пересечения и сопряжения сварных швов на расстоянии не менее трех номинальных толщин сваренных деталей в каждую сторону от точки пересечения (сопряжения) осей швов должны быть проконтролированы всеми предусмотренными методами на каждом сварном соединении. При этом протяженность указанных участков не засчитывается в объем проводимого выборочного контроля.
9.1.9. В случае обнаружения дефектов при выборочном контроле каким-либо методом проводят дополнительный контроль тем же методом в удвоенном объеме (при объеме выборочного контроля 50 % проводят сплошной контроль) с обязательным контролем участков, примыкающих к дефектным. При отрицательных результатах дополнительного контроля проводят сплошной контроль сварного соединения.
При выборочном контроле отдельных сварных соединений по п. 9.1.6 требования настоящего пункта распространяются на однотипные сварные соединения, выполненные сварщиком, допустившим дефекты.
При этом должно соблюдаться следующее условие.
Дополнительный контроль непроконтролированных участков проводят в удвоенном объеме однотипных сварных соединений, выполненных сварщиком за одну смену (в которую сварен дефектный участок шва) при автоматической сварке и за две смены при ручной дуговой сварке (смену, в которую был сварен дефектный участок шва, и в предыдущую). Если при дополнительном контроле снова будут обнаружены дефекты, то объем контроля однотипных сварных соединений, выполненных данным сварщиком за указанное время, увеличивается до 100 %.
9.1.10. Для оценки качества поверхности антикоррозионного покрытия допускается изготовление специальных эталонов, характеризующих допустимый вид наплавленной поверхности. Эталоны должны изготавливаться с соблюдением требований ОП по наплавке антикоррозионных покрытий и иметь паспорта, предприятия - изготовителя, согласованные с головной материаловедческой организацией.
9.1.11. Чувствительность применяемых методов контроля должна обеспечивать выявление несплошностей, подлежащих фиксации по настоящим ПК для каждого метода контроля (при радиографическом контроле должна обеспечиваться требуемая чувствительность контроля).
- для стыковых сварных соединений, выполненных дуговой или электронно-лучевой сваркой, шириной:
- не менее 5 мм при номинальной толщине свариваемых деталей до 5 мм включительно;
- не менее номинальной толщины свариваемых деталей при номинальной толщине свариваемых деталей свыше 5 до 20 мм включительно;
- не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
- для угловых, тавровых, торцевых сварных соединений и вварки труб в трубные доски, выполненных дуговой или электронно-лучевой сваркой, шириной не менее 3 мм независимо от толщины (для сварных соединений вварки труб в трубные доски - по указанию конструкторской документации или методического документа на контроль);
- для сварных соединений, выполненных электрошлаковой вваркой, шириной:
- 50 мм независимо от толщины.
В сварных соединениях различной номинальной толщины ширина контролируемых участков основного металла определяется отдельно для каждой из свариваемых деталей в зависимости от их номинальной толщины.
9.2. Визуальный и измерительный контроль
9.2.1. При проведении визуального и измерительного контроля следует руководствоваться методическими отраслевыми стандартами или инструкциями.
9.2.3. При измерительном контроле замеры предварительной наплавки кромок и выполненных сварных швов проводят в соответствии с указаниями ПКД, но не реже чем через один метр и не менее чем в трех местах каждого шва (кромки). Замеры в первую очередь проводят на участках, вызывающих сомнение в части размеров при визуальном контроле.
В случаях, предусмотренных ПКД, при числе однотипных сварных соединений труб с номинальным наружным диаметром до 90 мм включительно (в том числе указанных труб с другими деталями) на одном изделии более 50 допускается уменьшение указанного объема измерительного контроля (выборочный контроль и/или уменьшение количества замеров), но не менее чем до 10 % общего количества подлежащих измерению сварных соединений и не менее одного замера на каждом контролируемом сварном соединении.
9.2.4. При измерительном контроле наплавленного антикоррозионного покрытия замеры его толщины на цилиндрических поверхностях проводят не реже чем через 0,5 м в осевом направлении и через каждые 60° по окружности при ручной наплавке и 90° при автоматической наплавке.
На плоских и сферических поверхностях проводят не менее одного замера на каждом участке размером 0,5´0,5 м при ручной наплавке и на каждом участке длиной 1 м (в направлении наплавки) и шириной 0,5 м при автоматической наплавке.
9.3. Капиллярный контроль
9.3.1. Капиллярный контроль должен выполняться в соответствии с требованиями ГОСТ 18442-80 и методическими отраслевыми стандартами или инструкциями.
9.3.2. Требуемый класс чувствительности по ГОСТ 18442-80 при капиллярном контроле устанавливается конструкторской организацией, но при этом он не должен быть ниже второго для сварных соединений I, Iн, II, IIн категорий и антикоррозионных покрытий.
9.3.3. Необходимость контроля с двух сторон сварного соединения определяется так же, как и при визуальном контроле по п. 9.2.2.
9.3.4. Капиллярный контроль может проводиться на сварных соединениях и наплавках из любых материалов.
9.4. Магнитопорошковый контроль
9.4.1. Магнитопорошковый контроль выполняется в соответствии с ГОСТ 21105-57 и методическими отраслевыми стандартами или инструкциями.
9.4.2. Уровень чувствительности по ГОСТ 21105-87 при магнитопорошковом контроле устанавливается конструкторской организацией, но при этом для сварных соединений I, Iн, II, IIн категорий он должен быть не ниже уровня Б.
9.4.3. Необходимость контроля с двух сторон сварного соединения определяется так же как и при визуальном контроле по п. 9.2.2.
9.4.4. Магнитопорошковому контролю подвергают только сварные соединения деталей из сталей перлитного класса или (и) из высокохромистых сталей, а также их кромки, предварительно наплавленные высокохромистыми присадочными материалами.
9.5. Радиографический контроль
9.5.1. Контроль выполняется в соответствии с ГОСТ 7512-82 (кроме таблиц выбора чувствительности радиографического контроля) и методическими отраслевыми стандартами и инструкциями.
9.5.2. Чувствительность контроля устанавливается по радиационной толщине, определяемой по документам по п. 9.5.1.
При просвечивании через две стенки (или более) чувствительность контроля устанавливается по суммарной номинальной толщине этих стенок.
9.5.3. Конкретные схемы радиографического контроля сварных соединений определяются в соответствии с указаниями методических стандартов или инструкций, а также с учетом требований п. 9.1.12.
9.5.4. Допускается применение рентгенотелевизионных и радиометрических установок с фиксацией результатов контроля при условии обеспечения требуемой чувствительности контроля.
(Измененная редакция, Изм. № 1).
9.5.6. Радиография сварных соединений проводится рентгеновскими установками или тормозным рентгеновским излучением (линейными ускорителями, микротронами, бетатронами). Гамма-просвечивание применяется в случае технической невозможности осуществления рентгенопросвечивания или при возникновении технических трудностей при рентгенопросвечивании, например, при монтаже.
9.6. Ультразвуковой контроль
9.6.1. Ультразвуковой контроль должен выполняться в соответствии с требованиями ГОСТ 14782-86 и методическими отраслевыми стандартами и инструкциями.
9.6.2. При контроле антикоррозионных покрытий контролируется зона сплавления наплавки с основным металлом.
При контроле сварных соединений плакированных сталей контролируются металл шва, выполненного перлитными присадочными материалами, и зона сплавления наплавки с основным металлом.
9.7. Контроль прогонкой металлическим калибром (шариком)
9.7.2. Диаметр контрольного калибра (шарика) должен соответствовать установленному конструкторской (проектной) документацией для контролируемых сварных соединений.
9.8. Контроль герметичности
9.8.1. Контроль проводится в случаях, предусмотренных конструкторской (проектной) документацией, и выполняется в соответствии с методическими отраслевыми стандартами или инструкциями.
9.8.2. В зависимости от значений характеристик обнаруживаемых сквозных дефектов устанавливается пять классов герметичности (табл. 1).
Таблица 1. Характеристики классов герметичности
|
Минимальные значения суммарных характеристик обнаруживаемых сквозных дефектов |
||
|
м3×Па/с |
л×мкм рт.ст.с |
|
|
I |
От 6,7×10-11 до 6,7×10-10 |
От 5×10-7 до 5×10-6 |
|
II |
Свыше 6,7×10-10 до 6,7×10-9 |
Свыше 5×10-6 до 5×10-5 |
|
III |
Свыше 6,7×10-9 до 6,7×10-7 |
Свыше 5×10-5 до 5×10-3 |
|
IV |
Свыше 6,7×10-7 до 6,7×10-6 |
Свыше 5×10-3 до 5×10-2 |
|
V |
Свыше 6,7×10-6 до 6,7×10-4 |
Свыше 5×10-2 до 5,0 |
9.8.3. Класс герметичности устанавливается конструкторской (проектной) организацией и указывается в чертежах или таблицах контроля.
В зависимости от установленного класса герметичности предприятие-изготовитель определяет конкретный метод контроля и указывает его в ПТД.
9.8.4. Контролю герметичности подлежат сварные соединения, к которым предъявляются требования по газовой или вакуумной плотности (герметичности) при номинальной толщине более тонкостенной из сваренных деталей до 8 мм включительно.
9.9. Гидравлические (пневматические) испытания
9.9.1. Сварные соединения подвергаются указанным испытаниям в составе сборочных единиц или изделий. Допускается проведение люминесцентно-гидравлического контроля.
9.9.2. Гидравлические (пневматические) испытания должны проводиться в соответствии с указаниями конструкторской (проектной) и технологической документации, составленной с учетом требований ПН АЭ Г-7-008-89.
9.10. Порядок контроля
9.10.1. Неразрушающий приемочный контроль сварных соединений и наплавленных деталей (изделий) следует проводить после их термической обработки (в случае ее выполнения).
Если сварное соединение или наплавленная деталь (изделие) подлежит многократному отпуску, указанный контроль следует проводить после любого отпуска.
9.10.2. Если сварное изделие подлежит полной термической обработке (нормализации или закалке с последующим отпуском), неразрушающий контроль сварных соединений следует проводить после ее выполнения вне зависимости от проведения предварительного отпуска.
9.10.3. Если сварное соединение (наплавленная деталь) подлежит обязательному радиографическому и ультразвуковому контролю, допускается проведение радиографического контроля до термической обработки (в том числе до полной термической обработки) с обязательным проведением сплошного ультразвукового контроля после ее выполнения.
9.10.4. Если сварное соединение подлежит механической обработке с удалением части шва или деформированию, неразрушающий приемочный контроль должен быть проведен после выполнения указанных операций.
Допускается проведение радиографического контроля до окончательной механической обработки сварного соединения, если суммарный припуск для указанной обработки на каждую сторону не превышает 20 % номинальной толщины сваренных деталей; при этом требуемая чувствительность контроля должна выбираться по радиационной толщине стенки после механической обработки.
9.10.5. Последовательность неразрушающего контроля различными методами определяется указаниями ПТД, однако визуальный и измерительный контроль должен предшествовать контролю всеми другими методами.
9.10.6. Визуальный и измерительный контроль следует проводить как до, так и после термической обработки сварных соединений и наплавленных деталей.
При этом после термической обработки допускается проведение измерительного контроля только на положение осей сваренных деталей (отсутствие недопустимых деформаций).
9.10.7. Контроль герметичности следует проводить после гидравлических испытаний. В случае применения жидкостных методов допускается указанный контроль совмещать с гидравлическими испытаниями. По решению конструкторской организации, согласованному с предприятием-изготовителем и головной материаловедческой организацией, контроль герметичности допускается проводить до гидравлических испытаний.
9.11. Объем контроля
9.11.1. Конкретные методы и объем неразрушающего контроля сварных соединений и наплавленных деталей (изделий) в зависимости от их вида и категории устанавливаются согласно табл. 2 - 6 с учетом дополнительных указаний настоящих ПК и оказываются в конструкторской документации.
В сварных соединениях деталей различной номинальной толщины объемы контроля по табл. 2 устанавливаются по номинальной толщине более тонкостенной детали в месте сварки (или по наиболее тонкому месту при переменном сечении сварного соединения).
9.11.2. Установленные для каждого сварного соединения (наплавленной детали) методы и объем неразрушающего контроля с учетом согласованных отступлений, оформленных в порядке, указанном в разд. 14, должны быть указаны в таблицах контроля.
В остальных случаях необходимость и объем капиллярного контроля сварных соединений деталей из сталей аустенитного класса устанавливается таблицами контроля.
9.11.4. Предварительно наплавленные перлитными или высокохромистыми присадочными материалами кромки деталей из легированных сталей следует подвергать сплошному капиллярному или магнитопорошковому контролю вне зависимости от категории сварного соединения (включая зону сплавления наплавки с основным металлом).
На сварных соединениях указанных деталей с деталями из сталей аустенитного класса проводят повторный капиллярный контроль зоны сплавления предварительной наплавки с основным металлом.
9.11.5. Предусмотренный табл. 2 - 6 и п. 9.11.3 объем капиллярного или магнитопорошкового контроля может быть уменьшен, ели при контроле первых двадцати однотипных сварных соединений изготавливаемого или монтируемого объекта (установки, заказа) с суммарной длиной проконтролированных швов не менее десяти метров не будут выявлены трещины. Указанное положение не распространяется на сварные соединения категорий I, Iн, II, IIн деталей из сталей перлитного класса, легированных ванадием или ниобием, и деталей из сталей аустенитного класса, выполненных присадочными материалами, содержащими ниобий, а также на сварные соединения всех категорий деталей из сталей различных структурных классов.
9.11.6. Уменьшенный по п. 9.11.5 объем капиллярного или магнитопорошкового контроля должен составлять не менее 2 % для сварных соединений деталей из углеродистых или (и) из кремнемарганцовистых сталей и для сварных соединений деталей из сталей аустенитного класса, выполненных присадочными материалами без ниобия, а в остальных случаях - не менее 15 %.
Если при выборочном контроле по настоящему пункту будет выявлена хотя бы одна трещина, то все сварные соединения, выполненные той же партией присадочных материалов, что и дефектное, подлежат сплошному контролю.
9.11.7. При технической невозможности радиографического и/или ультразвукового контроля сварных соединений по указанию конструкторской документации взамен указанных видов контроля допускается проводить послойный визуальный контроль в процессе сварки с фиксацией результатов контроля в специальном журнале с последующим капиллярным или магнитопорошковым контролем выполненного сварного соединения в доступных местах.
Указанная замена должна быть согласована с предприятием-изготовителем (монтажной организацией) и головной материаловедческой организацией.
9.11.8. Радиографический контроль согласно табл. 2 - 4 сварных соединений категорий IIв и IIIс, предназначенных для работы под давлением до 0,07 МПа, допускается не проводить, что должно быть отражено в конструкторской документации.
9.11.9. Для сварных соединений IIв и III категорий трубопроводов с номинальным наружным диаметром до 200 мм включительно и при номинальной толщине стенки менее 15 мм допускается по решению конструкторской (проектной) организации уменьшение объема радиографического контроля, но не более чем в два раза.
9.11.10. Ультразвуковой контроль сварных соединений, не подлежащих радиографическому контролю, допускается заменять радиографическим контролем в том же объеме.
В случае технической невозможности проведения радиографического контроля для сварных соединений IIIв, IIIс категорий по решению конструкторской (проектной) организации, согласованному с предприятием-изготовителем (монтажной организацией) и головной материаловедческой организацией, допускается замена указанного контроля ультразвуковым контролем в том же объеме.
9.11.11. Если сварное соединение подлежит выборочному радиографическому и ультразвуковому контролю, но последний технически невыполним, объем радиографического контроля должен быть удвоен.
9.11.12. Радиографический контроль угловых, тавровых, торцевых и нахлесточных сварных соединений следует проводить только в том случае, если суммарная радиационная толщина просвечиваемого металла (металл шва и основной металл) не превышает 100 мм; при этом расчетная высота углового шва или толщина шва в направлении просвечивания должна составлять не менее 0,2 суммарной радиационной толщины.
9.11.13. Недоступность для контроля тем или иным методом конкретных сварных соединений должна оговариваться в конструкторской документации.
9.11.14. Угловые, тавровые, торцевые, нахлесточные сварные соединения с конструкционным зазором, а также угловые и тавровые соединения труб с номинальным внутренним диаметром привариваемой трубы (штуцера) менее 100 мм ультразвуковому контролю не подвергаются.
9.11.15. Сварные соединения приварки к оборудованию и трубопроводам патрубков (штуцеров), труб, а также вварки труб в трубные доски при номинальном внутреннем диаметре патрубков (штуцеров) и труб до 15 мм радиографическому контролю не подлежат, если нет специальных указаний в конструкторской документации.
Сварные соединения приварки патрубков (штуцеров), труб с внутренним диаметром до 30 мм включительно подвергаются радиографическому контролю в объеме не менее 50 % протяженности соответствующего шва; при этом обязательно проведение послойного визуального контроля в процессе сварки. Уменьшение объема контроля шва не учитывается при назначении общего объема выборочного контроля.
Таблица 2. Методы и объем неразрушающего контроля сварных соединений деталей из сталей перлитного класса или (и) из высокохромистых сталей (кроме сварных соединений вварки труб в трубные доски и сварных соединений приварки вспомогательных деталей)
|
Категория сварного соединения |
Объем контроля, % |
|||||||||
|
визуального и материального |
прогонкой металлическим шариком |
капиллярного или магнитопорошкового |
радиографического ультразвукового |
контроль герметичности |
||||||
|
на оборудование |
на трубопроводах |
на оборудовании |
на трубопроводах |
|||||||
|
до Dн = 325 мм включительно |
свыше Dн = 325 мм |
|||||||||
|
До 5,5 включительно |
I, Iн, IIа, IIна |
100 |
См. п. 9.7.1 |
100 |
100 |
100 |
100 |
- |
- |
|
|
IIв, IIнв |
100 |
50 |
100 |
50 |
100 |
- |
- |
|||
|
IIнс |
100 |
50 |
25 |
10 |
10 |
- |
- |
|||
|
IIIа |
100 |
- |
50 |
25 |
50 |
- |
- |
|||
|
IIIв |
100 |
- |
50 |
25 |
50 |
- |
- |
|||
|
IIIс |
100 |
- |
25 |
5 |
10 |
- |
- |
|||
|
Свыше 5,5 |
I, Iн, |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
См. подразд. 9.8 |
|
|
IIа, IIна |
100 |
100 |
100 |
50 |
100 |
100 |
100 |
|||
|
IIв, IIнв |
100 |
50 |
50 |
25 |
50 |
100 |
100 |
|||
|
IIнc |
100 |
25 |
25 |
10 |
10 |
25 |
25 |
|||
|
IIIа |
100 |
- |
50 |
25 |
50 |
100 |
100 |
|||
|
IIIв |
100 |
- |
25 |
- |
25 |
25 |
25 |
|||
|
IIIс |
100 |
- |
10 |
- |
10 |
10 |
10 |
|||
Примечание. Под вспомогательными деталями понимаются не нагружаемые давлением детали, привариваемые к корпусам оборудования и трубопроводам (опоры, накладки, сепарационные устройства, подвески и т.п.).
Таблица 3. Методы и объем неразрушающего контроля сварных соединений деталей из сталей аустенитного класса и железоникелевых сплавов с деталями из сталей перлитного класса или высокохромистых сталей (кроме сварных соединений вварки труб в трубные доски и сварных соединений приварки вспомогательных деталей)
|
Сварные соединения |
Категория сварного соединения |
Объем контроля, % |
||||||
|
визуального и измерительного |
прогонкой металлическим калибром (шариком) |
капиллярного |
радиографического |
контроль герметичности |
||||
|
на оборудовании |
на трубопроводах |
|||||||
|
до Dн = 325 мм включительно |
свыше Dн = 325 мм |
|||||||
|
Деталей из сталей аустанитиого класса или из железоникелевых сплавов |
I, Iн, IIа, IIна |
100 |
См. п. 9.7.1 |
Согласно указаниям настоящих ПК |
100 |
100 |
100 |
См. подразд. 9.8 |
|
IIв, IIнв |
100 |
100 |
50 |
100 |
||||
|
IIнс |
100 |
25 |
10 |
10 |
||||
|
IIIа |
100 |
50 |
25 |
50 |
||||
|
IIIв |
100 |
50 |
25 |
50 |
||||
|
IIIс |
100 |
25 |
10 |
25 |
||||
|
Деталей из сталей аустенитного класса или из железоникелевых сплавов с деталями из сталей перлитного класса или из высокохромистых сталей |
I, Iн, IIна, |
|
|
|
|
|
||
|
IIа |
100 |
100 |
100 |
100 |
100 |
|||
|
IIв, IIнв, IIнс, |
|
|
|
|
|
|||
|
IIIа |
100 |
50 |
100 |
100 |
100 |
|||
|
IIIв |
|
|
|
|
|
|||
|
IIIc |
100 |
100 |
100 |
100 |
100 |
|||
Таблица 4. Методы и объем неразрушающего контроля предварительной наплавки кромок деталей из сталей перлитного класса и из высокохромистых сталей и неразрушающего контроля направленного антикоррозионного покрытия на деталях (изделиях) из сталей перлитного класса
|
Категория сварного соединения |
Объем контроля, % |
|||||
|
визуального и измерительного |
капиллярного или магнитопорошкового |
радиографического |
ультразвукового |
|||
|
до Dн = 325 мм включительно |
свыше Dн = 325 мм |
|||||
|
Предварительная наплавка кромок аустенитными присадочными материалами |
I, Iн, IIа, IIна |
100 |
100 |
100 |
100 |
100 |
|
IIв, IIнв, IIIа |
100 |
100 |
100 |
100 |
50 |
|
|
IIIв |
100 |
100 |
100 |
100 |
25 |
|
|
IIIс |
100 |
100 |
100 |
100 |
10 |
|
|
Предварительная наплавка кромок высокохромистыми или перлитными присадочными материалами |
I, Iн, |
100 |
100 |
100 |
100 |
100 |
|
IIа, IIн |
100 |
50 |
50 |
100 |
100 |
|
|
IIв, IIнв |
100 |
25 |
25 |
50 |
100 |
|
|
IIIа |
100 |
25 |
10 |
25 |
100 |
|
|
IIIв, IIIс |
100 |
- |
- |
- |
100 |
|
|
Наплавленное антикоррозионное покрытие |
- |
100 |
- |
- |
- |
100 |
|
Усиливающие наплавки |
Методы и объем контроля устанавливаются конструкторской организацией по согласованию с предприятием-изготовителем, головной материаловедческой организацией и одобряются Госатомнадзором России |
|||||
(Измененная редакция, Изм. № 1).
Таблица 5. Методы и объем неразрушающего контроля сварных соединений вварки труб в трубные доски и в коллекторы
|
Категория сварного соединения |
Объем контроля, % |
|||
|
визуального и измерительного |
капиллярного или магнитопорошкового |
радиографического |
контроль герметичности |
|
|
I, Iн, IIна |
100 |
100 |
100 |
100 |
|
IIа, IIнв |
100 |
50 |
50 |
См. подразд. 9.8 |
|
IIв, IIIа |
100 |
- |
25 |
|
|
IIIв |
100 |
- |
10 |
|
|
IIIc |
100 |
- |
- |
|
Примечание. В случае недоступности сварных соединений вварки труб в трубные доски и в коллекторы для радиографического контроля или отсутствия методик, обеспечивающих необходимую достоверность результатов указанного контроля, допускается замена радиографического контроля капиллярным или магнитопорошковым в том же объеме, а при вварке труб в трубные доски и в коллекторы на специальных автоматизированных установках с последующим сплошным контролем выполненных сварных соединений на герметичность гелиевым течеискателем - металлографическим исследованием контрольных сварных соединений, выполняемых на каждой установке в начале каждой смены (число сварных соединений не менее двух, проведение исследований не менее чем в четырех сечениях каждого соединения). Указанное решение должно приниматься конструкторской организацией совместно с предприятием-изготовителем (монтажной организацией) и головной материаловедческой организацией и быть одобрено межрегиональным территориальным органом Госатомнадзора России.
(Измененная редакция, Изм. № 1).
Таблица 6. Методы и объем неразрушающего контроля угловых, тавровых и нахлесточных сварных соединений приварки вспомогательных деталей к изделиям, работающим под давлением
|
Объем контроля, % |
||
|
визуального и измерительного |
капиллярного или магнитопорошкового |
|
|
I, Iн, IIна |
100 |
100 |
|
IIа, IIнв, IIв, IIIа |
100 |
25 |
|
IIIв, IIIс |
100 |
10 |
Примечание. Категории сварных соединений устанавливаются в соответствии с группами оборудования и трубопроводов, к которым привариваются вспомогательные детали.
10. РАЗРУШАЮЩИЙ КОНТРОЛЬ
10.1. Общие требования
10.1.1. Разрушающий контроль проводится:
- при проверке качества сварочных (наплавочных) материалов путем испытаний образцов, вырезаемых из контрольных сварных швов (наплавок);
- при производственной аттестации технологии выполнения сварных соединений и наплавленных поверхностей путем испытаний образцов, вырезаемых из контрольных сварных соединений (наплавок);
- при проверке соответствия характеристик металла производственных сварных соединений установленным требованиям путем испытаний образцов, вырезаемых из производственных контрольных сварных соединений (в случаях, специально оговоренных в конструкторской документации на контролируемое изделие).
- проверка химического состава - по ГОСТ 12344-88, ГОСТ 12352-81, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ 12356-81, ГОСТ 12357-84, ГОСТ 12361-82, ГОСТ 12365-84, ГОСТ 22536 1-88, ГОСТ 22536 5-87, ГОСТ 22536.7-88, ГОСТ 22536 0-87, ГОСТ 27809-88 или по методическим отраслевым инструкциям;
- определение механических свойств (предела прочности, предела текучести, относительного удлинения, относительного сужения), испытания на статистический изгиб и сплющивание и ударный изгиб - по ГОСТ 6996-66;
- испытания на статический изгиб наплавленных деталей - по "Нормам расчета на прочность оборудования и трубопроводов атомных энергетических установок (ПНАЭ Г-7-002-86)" (Приложение 2);
- определение или подтверждение критической температуры хрупкости - по ПНАЭ Г-7-002-86 (Приложение 2);
- испытания на стойкость против межкристаллитной коррозии - по ГОСТ 6032-84 (по методам АМ или АМУ);
- определение содержания ферритной фазы в наплавленном металле - по отраслевым стандартам или инструкциям;
- металлографические исследования - по отраслевым стандартам или инструкциям.
10.1.3. Типы образцов для определения механических свойств металла шва, наплавленного металла и сварных соединений должны выбираться по ГОСТ 6996-66 и указываться в конструкторской документации или ПТД (с указанием в необходимых случаях номера пояснительного чертежа).
Для испытаний на ударный изгиб при определении или подтверждении критической температуры хрупкости следует использовать образцы типа IX по указанному стандарту.
Примечание. При испытаниях на ударный изгиб металла шва или наплавленного металла, выполненного аустенитными присадочными материалами, в случаях, предусмотренных конструкторской документацией, допускается использовать образцы типа VI по ГОСТ 6996-66. При этом нормы оценки качества устанавливаются нормативно-технической или конструкторской документацией.
10.1.4. Число образцов для проведения механических испытаний должно быть не менее двух при испытаниях при каждой температуре. Число образцов при металлографических исследованиях должно быть не менее двух от каждого контрольного сварного соединения.
При других видах испытаний число образцов должно быть не менее указанного в соответствующем нормативно-техническом документе по п. 10.1.2.
10.1.5. Контролируемые поверхности шлифов при металлографическом исследовании должны включать:
- при контроле сварных соединений на поперечных шлифах - сечение шва и наплавки кромок под сварку с прилегающими к ним участками основного металла, позволяющими проконтролировать зону термического влияния;
- при контроле наплавки - наплавленный слой с прилегающей к нему частью основного металла, позволяющей контролировать зону термического влияния.
10.1.6. При испытаниях сварных соединений сталей аустенитного класса на статический изгиб в случаях, предусмотренных ПКД, допускается применение оправок диаметром, равным двум - четырем толщинам испытуемых образцов.
10.1.7. Результаты разрушающего контроля должны удовлетворять требованиям разд. 11.
При получении неудовлетворительных результатов по какому-либо из видов испытаний механических свойств допускается проведение повторных испытаний на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
При неудовлетворительных результатах испытаний по определению ферритной фазы или металлографических исследований должна быть выполнена новая контрольная наплавка (шов, сварное соединение) и испытания повторены в том же объеме. Результаты повторных испытаний являются окончательными.
10.1.8. При получении неудовлетворительных результатов испытаний на стойкость против межкристаллитной коррозии проводятся повторные испытания удвоенного количества образцов, результаты которых являются окончательными.
10.1.9. Результаты разрушающего контроля следует фиксировать в соответствии с требованиями нормативно-технических документов, указанных в п. 10.1.2, а также разд. 13.
10.1.10. Результаты проверки химического состава, значения критических температур хрупкости, определенные по п. 10.1.2, заносятся в паспорта оборудования и трубопроводов.
10.2. Контроль при проверке качества сварочных (наплавочных) материалов
10.2.1. Разрушающий контроль при проверке качества сварочных (наплавочных) материалов перед их использованием в производстве проводится путем испытаний образцов, вырезаемых из контрольных сварных швов и наплавок, выполненных в соответствии с требованиями подразд. 6.4.
10.2.2. При контроле наплавленного металла или металла шва по п. 10.2.1 определяются:
- химический состав;
- механические свойства (предел прочности, предел текучести, относительное удлинение, относительное сужение) при нормальной температуре;
- механические свойства при повышенной температуре в случаях, предусмотренных конструкторской документацией;
- критическая температура хрупкости (или проводится ее подтверждение) в случаях, предусмотренных конструкторской документацией;
- содержание ферритной фазы в аустенитном наплавленном металле;
- стойкость против межкристаллитной коррозии аустенитного металла.
10.2.3. При контроле покрытых электродов или проволоки для аргонодуговой сварки в среде аргона и в смеси аргона с гелием (при отсутствии в проволоке титана или ниобия) допускается не определять химический состав наплавленного металла или металла шва (могут засчитываться данные сертификата).
10.2.4. При контроле покрытых электродов допускается не определять:
- механические свойства металла шва или наплавленного металла при нормальной и/или повышенных температурах, если в сертификате на контролируемую партию электродов приведены соответствующие характеристики металла шва (наплавленного металла) без термической обработки, и электроды контролируемой партии предназначены для выполнения сварных соединений (наплавок), не подвергаемых термической обработке;
- механические свойства металла шва или наплавленного металла при нормальной и/или повышенной температурах, если в сертификате на контролируемую партию электродов приведены соответствующие характеристики металла шва (наплавленного металла) после термической обработки, режимы которой соответствуют режимам термической обработки производственных сварных соединений (наплавок), подлежащих выполнению электродами контролируемой партии.
10.2.5. Критическую температуру хрупкости не определяют (не подтверждают) в следующих случаях:
- при наличии в сертификате на контролируемую партию электродов результатов определения или подтверждения критической температуры хрупкости металла шва или наплавленного металла;
- если сварочные материалы предназначены для сварки (наплавки) изделий, не подлежащих расчету на сопротивление хрупкому разрушению согласно нормам ПНАЭ Г-7-002-86 (разд. 5.8).
10.2.6. При контроле присадочных материалов для аргонодуговой сварки, предназначенных для заварки корневой части шва (за исключением стыковых сварных соединений I и Iн категорий) и выполнения сварных соединений номинальной толщиной до 16 мм включительно (по меньшей толщине), определение механических свойств и определение (подтверждение) критической температуры хрупкости металла шва или наплавленного металла допускается не проводить.
10.2.7. При контроле сварочных (наплавочных) материалов, предназначенных только для выполнения первого (примыкающего к основному металлу) слоя наплавки любого вида, определение механических свойств наплавленного металла, а также определение (подтверждение) критической температуры хрупкости металла шва или наплавленного металла допускается не проводить.
10.2.8. Механические свойства металла шва (наплавленного металла), выполненного аустенитными сварочными материалами, определяют только в тех случаях, если конструкция, для изготовления которой они предназначены, после сварки подвергается термической обработке или нагреву под гибку, штамповку и т.п. или при наличии специальных требований в конструкторской документации.
10.2.9. Содержание ферритной фазы должно определяться в металле, наплавленном аустенитными присадочными материалами (электродами, проволокой, лентой), в случае, если это содержание регламентировано стандартами или техническими условиями на соответствующий присадочный материал.
10.2.10. Стойкость против межкристаллитной коррозии проверяется при контроле присадочных материалов, подлежащих использованию для сварки (наплавки) изделий из сталей аустенитного класса, работающих в водяных, пароводяных и паровых средах, или для наплавки верхнего слоя антикоррозионного покрытия.
При этом контрольные швы (наплавки), из которых вырезаются образцы для испытаний, подвергаются термической обработке, если она предусмотрена для производственных сварных соединений (наплавок). При наличии нескольких режимов термической обработки производственных сварных соединений (наплавок) она должна проводиться по одному из этих режимов, наиболее неблагоприятному с точки зрения стойкости металла шва (наплавки) против межкристаллитной коррозии. Режим термической обработки должен быть согласован с головной материаловедческой организацией и указан в ПКД.
Испытания на стойкость против межкристаллитной коррозии при контроле сварочных (наплавочных) материалов, предназначенных для выполнения однослойного антикоррозионного покрытия, следует проводить по инструкции головной материаловедческой организации.
(Измененная редакция, Изм. № 1).
10.3. Контроль при производственной аттестации технологии выполнения сварных соединений и наплавки
10.3.2. На каждую группу однотипных производственных сварных соединений (наплавок), выполняемых по аттестуемой технологии, должно быть изготовлено не менее одного контрольного сварного соединения (наплавки).
10.3.3. Контрольные сварные соединения (наплавки) должны выполняться в соответствии с требованиями ПТД, разработанной на аттестуемую технологию.
10.3.4. При выполнении контрольных сварных соединений или наплавок с подогревом его температура устанавливается в соответствии с требованиями ОП для наибольшего значения номинальной толщины производственных сварных соединений (наплавленных деталей) аттестуемой группы, аналогичных по марке основного металла контрольному сварному соединению (наплавке). При этом толщина деталей контрольного сварного соединения должна быть не меньше толщины, начиная с которой согласно ОП требуется подогрев при сварке.
10.3.5. При выполнении контрольных сварных соединений или наплавок, подлежащих термической обработке, температура выдержки устанавливается согласно ОП. При этом толщина деталей контрольного сварного соединения должна быть не меньше толщины, начиная с которой согласно указанному документу требуется проведение термической обработки.
10.3.6. Толщина основного металла контрольной наплавки должна соответствовать наибольшей номинальной толщине основного металла деталей с наплавленными поверхностями каждой аттестуемой группы. Для производственных наплавленных деталей с номинальной толщиной основного металла более 50 мм допускается выполнять контрольные наплавки с меньшей толщиной основного металла, но не менее 50 мм.
10.3.7. Контрольные сварные соединения и наплавки подлежат сплошному неразрушающему контролю методами, установленными для соответствующих аттестуемых производственных сварных соединений и наплавленных поверхностей, и должны удовлетворять нормам, установленным в разд. 11. При этом нормы принимают по номинальным толщинам контрольных сварных соединений и наплавленных деталей.
10.3.8. Партии (комбинации партий) сварочных (наплавочных) материалов, используемых для выполнения контрольных сварных соединений (наплавок) по п. 10.3.1, должны быть проверены в соответствии с требованиями разд. 6 настоящих ПК.
10.3.9. При контроле стыковых сварных соединений проводятся следующие испытания:
- определение предела прочности при нормальной температуре;
- определение предела прочности при повышенной температуре;
- определение угла загиба или испытание на сплющивание при нормальной температуре.
10.3.10. Испытания по определению предела прочности при повышенной температуре проводятся только при наличии соответствующего указания в конструкторской документации на изделия, свариваемые по аттестуемой технологии. При этом температура испытаний должна соответствовать наибольшей из числа указанных в этой документации.
10.3.11. При контроле угловых, тавровых и нахлесточных сварных соединений проводятся только металлографические исследования.
10.3.12. При контроле наплавленных поверхностей проводятся испытания по определению угла загиба и металлографические исследования.
10.4. Контроль производственных сварных соединений
10.4.1. Контроль производственных сварных соединений проводится:
- для корпусов оборудования группы А;
- для корпусов оборудования группы В в случаях, устанавливаемых конструкторской организацией по согласованию с предприятием-изготовителем.
10.4.2. При контроле по п. 10.4.1 выполняется производственное контрольное сварное соединение. При этом производственное контрольное сварное соединение должно быть аналогично одному из контролируемых производственных стыковых кольцевых или продольных сварных соединений центральных обечаек корпусов оборудования по марке и партии (плавке) основного металла, по партии (сочетанию партий) сварочных материалов, по типу сварного соединения, номинальным толщинам и наружным диаметрам свариваемых деталей, способу и режимам сварки, а также по режимам предварительного и сопутствующего подогрева и термической обработки.
Если две свариваемые между собой обечайки корпуса изготовлены из металла разных партий (плавок), производственное контрольное сварное соединение может быть аналогично контролируемому производственному сварному соединению по партии (плавке) основного металла только одной из обечаек.
Допускается выполнение производственных контрольных сварных соединений с размерами, отличающимися от размеров соответствующих производственных сварных соединений, при условии, что соотношение максимальных и минимальных толщин и наружных диаметров деталей производственного и контрольного сварных соединений будет составлять не более 1,25 для оборудования группы А и не более 2,0 для оборудования группы В.
Для сварных соединений, выполняемых электрошлаковой сваркой, указанное соотношение должно быть не более 1,25 независимо от группы оборудования.
Для продольных сварных соединений соотношение диаметров допускается не учитывать.
В случаях, предусмотренных конструкторской документацией, при номинальном наружном диаметре производственных сварных соединений свыше 500 мм допускается изготовление плоских производственных контрольных сварных соединений.
10.4.3. Необходимость выполнения производственных контрольных сварных соединений должна оговариваться в конструкторской документации на контролируемое оборудование, в которой должно быть предусмотрено изготовление специальных деталей с учетом требований п. 10.4.2 или соответствующее увеличение длины заготовок производственных деталей, обеспечивающее возможность выполнения производственного контрольного сварного соединения необходимых размеров.
10.4.4. При изготовлении на одном предприятии в течение одного года нескольких единиц оборудования группы В по одним и тем же чертежам и одной и той же ПТД допускается выполнение одного контрольного сварного соединения на группу (заказ) корпусов указанных изделий числом не более шести.
10.4.5. Если производственное сварное соединение подвергается многократной термической обработке по режимам отпуска, контрольное сварное соединение может быть подвергнуто единому отпуску продолжительностью 80 - 100 % суммарной продолжительности всех производственных отпусков. Если температуры производственных отпусков различны, выдержка при каждой температуре должна составлять не менее 80 % и не более 100 % суммарной продолжительности выдержки соответствующих производственных отпусков. При этом время перехода от одной температуры к другой не учитывается, а последовательность выдержки при различных температурах определяется последовательностью проведения соответствующих производственных отпусков.
10.4.6. При контроле по п. 10.4.1 определяются следующие характеристики сварного соединения:
- предел прочности и угол загиба при нормальной температуре;
- предел прочности при повышенной температуре;
- стойкость против межкристаллитной коррозии.
10.4.7. Определение предела прочности сварного соединения при повышенной температуре проводится только при наличии соответствующего указания в конструкторской документации на контролируемое изделие.
10.4.8. Определение предела прочности и угла загиба для сварных соединений деталей из сталей аустенитного класса проводится только в тех случаях, когда контролируемое производственное изделие подвергается термической обработке, нагреву под гибку, штамповке или другим термическим операциям, или при наличии соответствующих указаний в конструкторской документации на изделие.
10.4.9. Определение предела прочности для сварных соединений деталей из сталей различных структурных классов (например, перлитного и аустенитного) проводится только при наличии соответствующих указаний и установления норм оценки качества в конструкторской документации на изделие.
10.4.10. Испытания на стойкость против межкристаллитной коррозии проводятся только для сварных соединений деталей из коррозионно-стойких сталей аустенитного класса (при наличии требований в конструкторской документации по стойкости против межкристаллитной коррозии).
10.4.11. Критическая температура хрупкости металла шва и зоны сплавления или околошовной зоны производственного контрольного сварного соединения определяется в случаях, предусмотренных конструкторской документацией.
11. НОРМЫ ОЦЕНКИ КАЧЕСТВА
11.1. Общие требования
11.1.1. Оценка качества сварных соединений и наплавленного металла проводится на основании результатов контроля конкретных сварных соединений и наплавленных изделий в соответствии с требованиями разд. 9 и 10.
11.1.2. Нормы оценки качества принимают:
- при контроле стыковых сварных соединений различной толщины - по номинальной толщине более тонкой детали;
- при контроле угловых и тавровых сварных соединений - по расчетной высоте углового шва;
- при контроле торцевых сварных соединений - по удвоенной номинальной толщине более тонкой свариваемой детали;
- при контроле вварки труб в трубные доски - по номинальной толщине стенки труб;
- при радиографическом контроле сварных соединений труб или других цилиндрических деталей через две стенки - по номинальной толщине одной стенки;
- при контроле сварных соединений, выполненных с расточкой - по номинальной толщине стенки (в месте расточки), которая должна указываться в конструкторской документации или ПКД. Показатели контроля должны удовлетворять нормам настоящих ПК.
11.1.3. Протяженность (длина) сварных соединений определяется по их наружной поверхности (для кольцевых, угловых и тавровых сварных соединений - по наружной поверхности привариваемой детали у края углового шва).
(Измененная редакция, Изм. № 1).
11.2. Визуальный и измерительный контроль
11.2.2. Нормы допустимости одиночных поверхностных включений и пор для сварных соединений и предварительно наплавленных кромок приведены в табл. 7.
11.2.3. Нормы допустимости высоты (глубины) углубления между валиками и чешуйчатости их поверхности для сварных соединений приведены в табл. 8.
11.2.4. На поверхности антикоррозионного покрытия допускаются одиночные включения размером не более 1 мм, если их число на любом участке размером 100´100 мм не превышает четырех.
На поверхности усиливающих наплавок допускаются одиночные включения с максимальным размером не более 1 мм, если их число на любом участке площадью 25 см2 не превышает пяти.
На визуальный контроль указанных поверхностей распространяются примечания 1 и 2 табл. 7.
На указанных поверхностях высота (глубина) углубления между валиками не должна превышать 1 мм, а чешуйчатость - 0,5 мм.
При автоматической дуговой наплавке ленточным электродом на указанных поверхностях допускается несовпадение уровней поверхностей двух соседних валиков в местах их сопряжения на величину, не превышающую 2 мм.
Таблица 7. Нормы допустимости одиночных поверхностных включений сварных соединений и предварительно наплавленных кромок
|
Допускаемый наибольший размер включения в сварных соединениях (наплавках) категорий, мм |
Максимально допускаемое число включений на любых 100 мм протяженности сварного соединения (наплавки) категорий |
|||||||||
|
Iн |
IIн |
I |
II |
III |
Iн |
IIн |
I |
II |
III |
|
|
До 2 включительно |
- |
- |
- |
- |
0,3 |
- |
- |
- |
- |
2 |
|
Свыше 2 до 3 включительно |
- |
- |
- |
0,3 |
0,4 |
- |
- |
- |
2 |
3 |
|
Свыше 3 до 4 включительно |
- |
- |
0,3 |
0,4 |
0,5 |
- |
- |
2 |
3 |
4 |
|
Свыше 4 до 5 включительно |
- |
0,3 |
0,4 |
0,5 |
0,6 |
- |
2 |
2 |
3 |
4 |
|
Свыше 5 до 6 включительно |
0,3 |
0,4 |
0,5 |
0,8 |
0,8 |
2 |
2 |
2 |
3 |
4 |
|
Свыше 6 до 8 включительно |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
2 |
2 |
3 |
4 |
5 |
|
Свыше 8 до 10 включительно |
0,5 |
0,6 |
0,8 |
1,0 |
1,2 |
2 |
3 |
3 |
4 |
5 |
|
Свыше 10 до 15 включительно |
0,6 |
0,8 |
1,0 |
1,2 |
1,5 |
3 |
3 |
3 |
4 |
5 |
|
Свыше 15 до 20 включительно |
0,8 |
1,0 |
1,2 |
1,5 |
2,0 |
3 |
3 |
4 |
5 |
6 |
|
Свыше 20 до 40 включительно |
1,0 |
1,2 |
1,5 |
2,0 |
2,0 |
3 |
4 |
4 |
5 |
6 |
|
Свыше 40 до 100 включительно |
1,2 |
1,5 |
1,5 |
2,0 |
2,5 |
4 |
4 |
5 |
6 |
7 |
|
Свыше 100 до 200 включительно |
1,5 |
1,5 |
1,5 |
2,0 |
2,5 |
4 |
5 |
6 |
7 |
8 |
|
Свыше 200 |
1,5 |
1,5 |
1,5 |
2,0 |
2,5 |
5 |
6 |
7 |
8 |
9 |
|
Примечания: 1. Включения с наибольшим фактическим размером до 0,2 мм не учитываются вне зависимости от номинальной толщины сварных (наплавленных) деталей как при подсчете числа одиночных включений, так и при рассмотрении расстояния между включениями. 2. Любую совокупность включений (одиночных скоплений, группа включений), которая может быть вписана в квадрат с размером стороны не превышающим значения допускаемого максимального размера одиночного включения, допускается рассматривать как одно сплошное включение. |
||||||||||
Таблица 8. Нормы допускаемой высоты (глубины) углублений между валиками и чешуйчатости их поверхности
|
Максимальный линейный размер для категорий сварных соединений, мм |
|||
|
I, Iн, IIн |
II |
III |
|
|
До 2 включительно |
0,3 |
0,4 |
0,6 |
|
Свыше 2 до 4 включительно |
0,4 |
0,6 |
0,8 |
|
Свыше 4 до 6 включительно |
0,6 |
0,8 |
1,0 |
|
Свыше 6 до 10 включительно |
0,8 |
1,0 |
1,2 |
|
Свыше 10 до 15 включительно |
1,0 |
1,2 |
1,5 |
|
Свыше 15 |
1,2 |
1,5 |
2,0 |
11.2.5. Формы и размеры конструкционных элементов выполненных швов (ширина и высота усиления, вогнутость и превышение проплавления корня шва, смещение кромок, минимальное расстояние от края усиления шва до линии сплавления предварительной наплавки с основным металлом) и геометрическое положение осей сваренных деталей (смещение, излом или перпендикулярность) должны удовлетворять требованиям настоящих ПК и конструкторской документации.
11.2.6. При контроле собранных под дуговую сварку соединений должны выполняться следующие требования.
11.2.6.1. В собранных под дуговую сварку соединениях деталей с двусторонней разделкой кромок смещение притуплений не должно превышать 0,5 мм при их номинальном размере до 1 мм включительно, половины номинального размера притуплений при его величине свыше 1 до 4 мм включительно и 2 мм при номинальном размере притуплений свыше 4 мм.
11.2.6.2. Допускаемое смещение (несовпадение) внутренних кромок в стыковых сварных соединениях с односторонней разделкой устанавливается чертежами, техническими условиями на изделие или ПТД. При отсутствии этих требований в перечисленной документации указанное смещение может составлять до 12 % номинальной толщины стенки свариваемых деталей, но не более 0,5 мм.
11.2.6.3. В собранных под электрошлаковую сварку стыковых сварных соединениях смещение кромок подлежащих сварке деталей не должно превышать 2 мм.
11.2.6.4. В собранных под дуговую сварку стыковых сварных соединениях деталей одинаковой номинальной толщины, не подлежащих механической обработке после сварки в зоне швов, смещение кромок (несовпадение поверхностей соединяемых деталей) со стороны (сторон) выполнения сварки не должно превышать норм, приведенных в табл. 9.
Таблица 9. Нормы допускаемых смещений кромок в стыковых соединениях
|
Максимально допускаемое смещение кромок в стыковых соединениях, мм |
|||
|
Поперечных кольцевых |
|||
|
Продольных, меридиональных, хордовых и круговых при сварке любых деталей, а также кольцевых при приварке днищ |
При сварке труб и конических деталей |
При сварке цилиндрических корпусных деталей из листа или поковок |
|
|
До 5 включительно |
0,20S |
0,20S |
0,20S |
|
Свыше 5 до 10 включительно |
0,10S + 0,5 |
0,10S + 0,5 |
0,25S |
|
Свыше 10 до 25 включительно |
0,10S + 0,5 |
6,10S + 6,5 |
0,10S + 1,5 |
|
Свыше 25 до 50 включительно |
0,04S + 2,0 |
0,06S + 1,5 |
0,06S + 2,5 |
|
Свыше 50 до 100 включительно |
0,02S +3,0 |
0,03S + 3,0 |
0,04S + 3,5 |
|
Свыше 100 |
0,01S + 4,0, но не более 6,0 |
0,015S + 4,5, но не более 7,5 |
0,025S + 5,0, но не более 10,0 |
11.2.7. При контроле выполненных сварных соединений должны соблюдаться следующие требования.
11.2.7.1. При сварке поворотных стыков трубных деталей без подкладных колец допускается сплошная или прерывистая вогнутость корня шва с внутренней стороны, не превышающая указанную в табл. 10.
Таблица 10. Нормы допускаемой вогнутости корня шва с внутренней стороны
|
Допускаемая максимальная высота (глубина) вогнутости корня шва, мм |
|
|
От 1,0 до 1,8 включительно |
0,2 |
|
Свыше 1,8 до 2,8 включительно |
0,4 |
|
Свыше 2,8 до 4,0 включительно |
0,6 |
|
Свыше 4,0 до 6,0 включительно |
0,8 |
|
Свыше 6,0 до 8,0 включительно |
1,0 |
|
Свыше 8,0 до 12 включительно |
1,2 |
|
Свыше 12 |
1,5 |
|
Примечание. Для сварных соединений IIIв и IIIс категорий допускается увеличение высоты (глубины) вогнутости в 1,5 раза. |
|
При сварке неповоротных стыков труб без подкладных колец допускается вогнутость корня шва с внутренней стороны, не превышающая указанную в табл. 11.
11.2.7.2. Размеры сплошной или прерывистой выпуклости корня шва при односторонней сварке труб без подкладных колец, а также проплавление кромок и подкладного кольца при сварке с поддувом должны удовлетворять требованиям, приведенным для соответствующих типов сварных соединений в ОП. В случаях, не охватываемых ОП, указанная выпуклость должна удовлетворять требованиям табл. 12.
Таблица 11. Нормы вогнутости корня шва с внутренней стороны
|
Допускаемая максимальная высота (глубина) вогнутости корня шва, мм |
|
|
От 1,0 до 1,8 включительно |
0,4 |
|
Свыше 1,8 до 2,8 включительно |
0,6 |
|
Свыше 2,8 до 4,0 включительно |
0,8 |
|
Свыше 4,0 до 6,0 включительно |
1,0 |
|
Свыше 6,0 до 8,0 включительно |
1,2 |
|
Свыше 8 |
0,15S, но не более 1,6 мм при условии увеличения усиления шва на 1 мм от номинального размера |
|
Примечание. Для сварных соединений IIIв и IIIс категорий допускается увеличение высоты (глубины) вогнутости в 1,5 раза. |
|
Таблица 12. Нормы выпуклости корня при односторонней сварке труб
|
Размер выпуклости (не более), мм |
|
|
До 25 включительно |
1,5 |
|
Свыше 25 до 150 включительно |
2,0 |
|
Свыше 150 |
2,5 |
11.2.8. Толщина усиливающих наплавок должна удовлетворять требованиям конструкторской документации и ПТД.
11.2.9. Толщина наплавленного антикоррозионного покрытия и толщина предварительной наплавки на кромках деталей должны удовлетворять требованиям ОП и конструкторской документации. При измерениях толщины допустимые западания между валиками не учитываются.
11.2.10. Выявленные при визуальном и измерительном контроле дефекты должны быть исправлены до проведения контроля другими методами.
11.3. Контроль прогонкой металлическим калибром (шариком)
Результаты контроля считаются удовлетворительными, если калибр (шарик) заданного чертежом диаметра проходит через контролируемое сварное соединение.
11.4. Контроль герметичности
Качество сварного соединения считается удовлетворительным, если в процессе испытаний не будут обнаружены недопустимые натекание или утечка, превышающие нормы соответствующего класса герметичности, заданного конструкторской документацией.
11.5. Капиллярный контроль
11.5.1. Оценка качества сварных соединений и наплавленных поверхностей при капиллярном контроле может проводиться как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов.
- индикаторные следы являются округлыми (линейные индикаторные следы отсутствуют);
- наибольший размер каждого индикаторного следа не превышает трехкратных значений норм, приведенных в пп. 11.2.2 и 11.2.4 для одиночных включений;
- количество индикаторных следов не превышает норм, приведенных в пп. 11.2.2 и 11.2.4 для одиночных включений;
- индикаторные следы являются одиночными.
Округлые индикаторные следы с наибольшим размером до 0,6 мм включительно не учитываются вне зависимости от номинальной толщины сваренных (наплавленных) деталей,
11.5.3. При контроле по фактическим характеристикам выявленных несплошностей следует руководствоваться требованиями пп. 11.2.1, 11.2.2 и 11.2.4.
11.5.4. Несплошности, не удовлетворяющие нормам п. 11.5.2 по индикаторным следам, допускается подвергать контролю по фактическим характеристикам, результаты которого являются окончательными.
11.6. Магнитопорошковый контроль
Нормы оценки качества при магнитопорошковом контроле аналогичны нормам при визуальном контроле, установленным пп. 11.2.1, 11.2.2 и 11.2.4. При этом допускается оценивать выявленные несплошности, выходящие на поверхность, по их фактическим характеристикам после удаления эмульсии или порошка.
При выявлении недопустимых индикаций допускается проведение капиллярного контроля соответствующих участков, при положительных результатах которого проводится зашлифовка металла на глубину до 1 мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
11.7. Радиографический контроль
11.7.1. Качество сварного соединения или наплавленной детали считается удовлетворительным, если на снимках не будут зафиксированы трещины и недопустимые непровары, включения, вогнутость или превышение проплавления корня шва.
Если вогнутость или превышение проплавления корня шва проверены при измерительном контроле, их оценка при радиографическом контроле не проводится.
11.7.2. Нормы допустимости одиночных включений и скоплений для сварных соединений I, II и III категорий, включая предварительно наплавленные кромки, приведены в табл. 13, а для сварных соединений Iн и IIн категорий - в табл. 14. Выявленные включения, наибольший размер которых менее значений, указанных в графе "Требуемая чувствительность контроля" (табл. 13 и 14), при оценке качества сварных соединений не учитываются как при подсчете количества включений и их суммарной приведенной площади, так и при рассмотрении расстояний между включениями (скоплениями).
При определении скопления учитываются любые включения, наибольший размер которых превышает 0,2 мм.
При номинальной толщине стенки сваренных деталей менее 1 мм нормы устанавливаются конструкторской (проектной) организацией и согласовываются с головной материаловедческой организацией.
При этом эти нормы не должны превышать значений, установленных в табл. 13 и 14 для толщины 1 мм.
Таблица 13. Нормы на одиночные включения и скопления, допускаемые в сварных соединениях при радиографическом контроле
|
Требуемая чувствительность контроля, мм, не более |
Одиночные включения и скопления |
Одиночные крупные включения |
||||||
|
Допускаемый наибольший размер |
Допускаемое число включений и скоплений на любом участке сварного соединения длиной 100 мм |
Допускаемая суммарная приведенная площадь включений и скоплений на любом участке сварного соединения длиной 100 мм, мм2 |
Допускаемые |
Допускаемое число на любом участке сварного соединения длиной 100 мм |
||||
|
включения, мм |
скопления, мм |
наибольший размер, мм |
наибольшая ширина, мм |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Сварные соединения I категории |
||||||||
|
Свыше 1,0 до 1,5 включительно |
0,1 |
0,2 |
0,3 |
10 |
0,15 |
3,0 |
0,2 |
1 |
|
Свыше 1,5 до 2,0 включительно |
0,1 |
0,3 |
0,4 |
10 |
0,3 |
3,0 |
0,3 |
1 |
|
Свыше 2,0 до 2,5 включительно |
0,1 |
0,4 |
0,6 |
10 |
0,6 |
3,0 |
0,4 |
1 |
|
Свыше 2,5 до 3,0 включительно |
0,1 |
0,5 |
0,8 |
10 |
1,0 |
3,0 |
0,5 |
1 |
|
Свыше 3,0, до 4,5 включительно |
0,1 |
0,6 |
1,0 |
10 |
1,4 |
3,0 |
0,6 |
1 |
|
Свыше 4,5 до 6,0 включительно |
0,2 |
0,8 |
1,2 |
11 |
2,5 |
3.0 |
0,8 |
1 |
|
Свыше 6,0 до 7,5 включительно |
0,2 |
1,0 |
1,5 |
11 |
4,0 |
3,0 |
1,0 |
1 |
|
Свыше 7,5 до 10,0 включительно |
0,2 |
1,2 |
2,0 |
12 |
5,5 |
3,5 |
1,2 |
1 |
|
Свыше 10,0 до 12,0 включительно |
0,2 |
1,5 |
2,5 |
12 |
7.5 |
3,0 |
1.5 |
1 |
|
Свыше 12,0 до 14,0 включительно |
0,3 |
1,5 |
2,5 |
13 |
9,0 |
4,0 |
1,5 |
1 |
|
Свыше 14,0 до 18,0 включительно |
0,3 |
2,0 |
3,0 |
13 |
11,0 |
4,0 |
2,0 |
1 |
|
Свыше 18,0 до 21,0 включительно |
0,3 |
2,0 |
3,0 |
14 |
14,0 |
4,0 |
2,0 |
1 |
|
Свыше 21,0 до 24,0 включительно |
0,4 |
2,0 |
3,0 |
14 |
17,5 |
5,0 |
2,0 |
1 |
|
Свыше 24,0 до 27,0 включительно |
0,4 |
2,5 |
3,5 |
15 |
20,0 |
5,0 |
2,5 |
2 |
|
Свыше 27,0 до 30,0 включительно |
0,4 |
2,5 |
3,5 |
15 |
23,0 |
6,0 |
2,5 |
2 |
|
Свыше 30,0 до 35,0 включительно |
0,5 |
2.5 |
4,0 |
16 |
26,0 |
6,0 |
2,5 |
2 |
|
Свыше 35,0 до 40,0 включительно |
0,5 |
3,0 |
4,5 |
17 |
30,0 |
7,0 |
3,0 |
2 |
|
Свыше 40,0 до 45,0 включительно |
0,6 |
3,0 |
4,5 |
18 |
34,0 |
8,0 |
3,0 |
2 |
|
Свыше 45,0 до 50,0 включительно |
0,6 |
3,0 |
4,5 |
19 |
38,0 |
9,0 |
3,0 |
2 |
|
Свыше 50,0 до 55,0 включительно |
0,6 |
3,0 |
4,5 |
20 |
42,0 |
10,0 |
3,0 |
2 |
|
Свыше 55,0 до 65,0 включительно |
0,75 |
3,5 |
5,0 |
21 |
48,0 |
10,0 |
3,5 |
2 |
|
Свыше 65,0 до 75,0 включительно |
0,75 |
3,5 |
5,0 |
22 |
56,0 |
10,0 |
3,5 |
2 |
|
Свыше 75,0 до 85,0 включительно |
1,0 |
4,0 |
6,0 |
23 |
64,0 |
10,0 |
4,0 |
2 |
|
Свыше 85,0 до 100,0 включительно |
1,0 |
4.0 |
6,0 |
24 |
72,0 |
10,0 |
4,0 |
2 |
|
Свыше 100,0 до 115,0 включительно |
1,25 |
4,0 |
6,0 |
25 |
85,0 |
10,0 |
4,0 |
2 |
|
Свыше 115,0 до 125,0 включительно |
1,25 |
5,0 |
7,0 |
25 |
100,0 |
10,0 |
5,0 |
2 |
|
Свыше 125,0 до 135,0 включительно |
1,5 |
5,0 |
7,0 |
24 |
100,0 |
11,0 |
5,0 |
2 |
|
Свыше 135,0 до 150,0 включительно |
1,5 |
5,0 |
7,0 |
7,0 |
115,0 |
11,0 |
5,0 |
2 |
|
Свыше 150,0 до 175,0 включительно |
2,0 |
5,0 |
7,0 |
23 |
130,0 |
11,0 |
5,0 |
2 |
|
Свыше 175,0 до 200,0 включительно |
2,0 |
5,0 |
8,0 |
23 |
150,0 |
11,0 |
5,0 |
2 |
|
Свыше 200,0 до 250,0 включительно |
2,5 |
5,0 |
8,0 |
22 |
180,0 |
12,0 |
5,0 |
2 |
|
Свыше 250,0 до 300,0 включительно |
3,0 |
6,0 |
9,0 |
21 |
220,0 |
12,0 |
6,0 |
2 |
|
Свыше 300,0 до 350,0 включительно |
3,5 |
7,0 |
10,0 |
20 |
260,0 |
13,0 |
7,0 |
2 |
|
Свыше 350,0 до 400,0 включительно |
4,0 |
8,0 |
12,0 |
19 |
300,0 |
13,0 |
8,0 |
2 |
|
Свыше 400,0 до 450,0 включительно |
4,5 |
9,0 |
14,0 |
13 |
340,0 |
13,0 |
9,0 |
2 |
|
Свыше 450,0 до 500,0 включительно |
5,0 |
10,0 |
15,0 |
17 |
380,0 |
14,0 |
10,0 |
2 |
|
Свыше 500,0 до 550,0 включительно |
5,5 |
11,0 |
16,0 |
16 |
420,0 |
14,0 |
11,0 |
2 |
|
Свыше 550,0 |
6,0 |
12,0 |
18,0 |
15 |
460,0 |
14,0 |
12,0 |
2 |
|
Сварные соединения II категории |
||||||||
|
Свыше 1,0 до 1,5 включительно |
0,1 |
0,3 |
0,4 |
11 |
0,4 |
4,0 |
0,3 |
1 |
|
Свыше 1,5 до 2,0 включительно |
0,1 |
0,4 |
0,6 |
11 |
0,6 |
4,0 |
0,4 |
1 |
|
Свыше 2,0 до 2,5 включительно |
0,1 |
0,5 |
0,8 |
11 |
1,2 |
4,0 |
0,5 |
1 |
|
Свыше 2,5 до 3,5 включительно |
0,1 |
0,6 |
1,0 |
11 |
1,7 |
4,0 |
0,6 |
1 |
|
Свыше 3,5 до 5,0 включительно |
0,2 |
0,8 |
1,2 |
11 |
3,0 |
4,0 |
0,8 |
1 |
|
Свыше 5,0 до 6,5 включительно |
0,2 |
1,0 |
1,5 |
12 |
4,5 |
4,0 |
1,0 |
2 |
|
Свыше 6,5 до 8,5 включительно |
0,2 |
1,2 |
2,0 |
12 |
6,5 |
4,0 |
1,2 |
2 |
|
Свыше 8,5 до 10,0 включительно |
0,2 |
1,5 |
2,5 |
13 |
8,5 |
4,0 |
1,5 |
2 |
|
Свыше 10,0 до 12,0 включительно |
0,3 |
1,5 |
2,5 |
13 |
10,0 |
5,0 |
1,5 |
2 |
|
Свыше 12,0 до 15,0 включительно |
0,3 |
2,0 |
3,0 |
14 |
12,0 |
5,0 |
2,0 |
2 |
|
Свыше 15,0 до 18,0 включительно |
0,3 |
2,0 |
3,0 |
14 |
15,0 |
5,0 |
2,0 |
2 |
|
Свыше 18,0 до 21,0 включительно |
0,4 |
2,5 |
3,5 |
15 |
18,0 |
6,0 |
2,5 |
2 |
|
Свыше 21,0 до 24,0 включительно |
0,4 |
2,5 |
4,0 |
15 |
21,0 |
6,0 |
2,5 |
2 |
|
Свыше 24,0 до 28,0 включительно |
0,5 |
3,0 |
4,5 |
16 |
24,0 |
7,0 |
3,0 |
2 |
|
Свыше 28,0 до 32,0 включительно |
0,5 |
3,0 |
4,5 |
16 |
28,0 |
7,0 |
3,0 |
2 |
|
Свыше 32,0 до 38,0 включительно |
0,6 |
3,0 |
4,5 |
18 |
32,0 |
8,0 |
3,0 |
2 |
|
Свыше 38,0 до 44,0 включительно |
0,6 |
3,5 |
5,0 |
20 |
37,0 |
9,0 |
3,5 |
2 |
|
Свыше 44,0 до 52,0 включительно |
0,75 |
3,5 |
5,0 |
21 |
43,0 |
10,0 |
3,5 |
2 |
|
Свыше 52,0 до 60,0 включительно |
0,75 |
4,0 |
6,0 |
22 |
50,0 |
12,0 |
4,0 |
3 |
|
Свыше 60,0 до 70,0 включительно |
1,0 |
4,0 |
6,0 |
23 |
58,0 |
12,0 |
4,0 |
3 |
|
Свыше 70,0 до 80,0 включительно |
1,0 |
4,0 |
6,9 |
24 |
67,0 |
12,0 |
4,0 |
3 |
|
Свыше 80,0 до 100,0 включительно |
1,25 |
4,0 |
6,0 |
25 |
81,0 |
12,0 |
4,0 |
3 |
|
Свыше 100,0 до 120,0 включительно |
1,5 |
5,0 |
7,0 |
26 |
100,0 |
12,0 |
5,0 |
3 |
|
Свыше 120,0 до 140,0 включительно |
1,75 |
5,0 |
7,0 |
25 |
115,0 |
12,0 |
5,0 |
3 |
|
Свыше 140,0 до 160,0 включительно |
2,0 |
5,0 |
8,0 |
24 |
135,0 |
13,0 |
5,0 |
3 |
|
Свыше 160,0 до 200,0 включительно |
2,5 |
6,0 |
9,0 |
24 |
160,0 |
13,0 |
6,0 |
3 |
|
Свыше 200,0 до 240,0 включительно |
3,0 |
6,0 |
9,0 |
23 |
200,0 |
14,0 |
6,0 |
3 |
|
Свыше 240,0 до 280,0 включительно |
3,5 |
7,0 |
10,0 |
22 |
235,0 |
14,0 |
7,0 |
3 |
|
Свыше 280,0 |
4,0 |
8,0 |
12,0 |
22 |
250,0 |
14,0 |
8,0 |
3 |
|
Сварные соединения III категории |
||||||||
|
Свыше 1,0 до 2,0 включительно |
0,1 |
0,4 |
0,6 |
12 |
0,8 |
5,0 |
0,5 |
2 |
|
Свыше 2,0 до 3,0 включительно |
0,1 |
0,6 |
1,0 |
12 |
2,0 |
5,0 |
0,6 |
2 |
|
Свыше 3,0 до 4,0 включительно |
0,2 |
0,8 |
1,2 |
12 |
3,5 |
5,0 |
0,8 |
2 |
|
Свыше 4,0 до 5,0 включительно |
0,2 |
1,0 |
1,5 |
13 |
5,0 |
5,0 |
1,0 |
2 |
|
Свыше 5,0 до 6,5 включительно |
0,2 |
1,2 |
2,0 |
13 |
3,0 |
5,0 |
1,2 |
3 |
|
Свыше 6,5 до 8,0 включительно |
0,2 |
1,5 |
2,5 |
13 |
8,0 |
5,0 |
1,5 |
3 |
|
Свыше 8,0 до 10,0 включительно |
0,3 |
1,5 |
2,5 |
11 |
10,0 |
5,0 |
1,5 |
3 |
|
Свыше 10,0 до 12,0 включительно |
0,3 |
2,0 |
3,0 |
14 |
12,0 |
6,0 |
2,0 |
3 |
|
Свыше 12,0 до 14,0 включительно |
0,4 |
2,0 |
3,0 |
15 |
14,0 |
6,0 |
2,0 |
3 |
|
Свыше 14,0 до 18,0 включительно |
0,4 |
2,5 |
3,5 |
15 |
16,0 |
6,0 |
2,5 |
3 |
|
Свыше 18,0 до 22,0 включительно |
0,5 |
3,0 |
4,0 |
16 |
20,0 |
7,0 |
3,0 |
3 |
|
Свыше 22,0 до 24,0 включительно |
0,5 |
3,0 |
4,5 |
16 |
25,0 |
7,0 |
3,0 |
3 |
|
Свыше 24,0 до 28,0 включительно |
0,6 |
3,0 |
4,5 |
18 |
25,0 |
3,0 |
3,0 |
3 |
|
Свыше 28,0 до 32,0 включительно |
0,6 |
3,5 |
5,0 |
18 |
31,0 |
8,0 |
3,5 |
3 |
|
Свыше 32,0 до 35,0 включительно |
0,6 |
3,5 |
5,0 |
20 |
35,0 |
9,0 |
3,5 |
3 |
|
Свыше 35,0 до 38,0 включительно |
0,75 |
3,5 |
5,0 |
20 |
35,0 |
9,0 |
3,5 |
3 |
|
Свыше 38,0 до 44,0 включительно |
0,75 |
4,0 |
6,0 |
21 |
41,0 |
10,0 |
4,0 |
3 |
|
Свыше 44,0 до 50,0 включительно |
0,75 |
4,0 |
6,0 |
22 |
47,0 |
12,0 |
4,0 |
3 |
|
Свыше 50,0 до 60,0 включительно |
1,0 |
4,0 |
6,0 |
23 |
55,0 |
14,0 |
4,0 |
4 |
|
Свыше 60,0 до 70,0 включительно |
1,0 |
4,0 |
6,0 |
24 |
65,0 |
14,0 |
4,0 |
4 |
|
Свыше 70,0 до 85,0 включительно |
1,25 |
5,0 |
7,0 |
25 |
78,0 |
14,0 |
5,0 |
4 |
|
Свыше 85,0 до 100,0 включительно |
1,50 |
5,0 |
7,0 |
26 |
92,0 |
14,0 |
5,0 |
4 |
|
Свыше 100,0 до 130,0 включительно |
2,0 |
5,0 |
8,0 |
27 |
115,0 |
14,0 |
5,0 |
4 |
|
Свыше 130,0 до 165,0 включительно |
2,5 |
6,0 |
9,0 |
26 |
145,0 |
15,0 |
6,0 |
4 |
|
Свыше 165,0 до 200,0 включительно |
3,0 |
6,0 |
9,0 |
25 |
160,0 |
15,0 |
6,0 |
4 |
|
Свыше 200,0 до 225,0 включительно |
3,5 |
7,0 |
10,0 |
25 |
210,0 |
15,0 |
7,0 |
4 |
|
Свыше 225,0 |
4,0 |
8,0 |
12,0 |
24 |
230,0 |
16,0 |
8,0 |
4 |
|
Примечание: Требуемая чувствительность приведена применительно к канавочным эталонам. При использовании проволочных эталонов значения чувствительности 0,30; 0,60; 0,75 и 1,5 мм допускается заменять 0,32; 0,63; 0,80 и 1,6 мм соответственно. |
||||||||
Таблица 14. Нормы на одиночные включения и скопления, допускаемые в сварных соединениях Iн и IIн категорий
|
Требуемая чувствительность, мм |
Допускаемый наибольший размер включения или скопления, мм |
Допускаемое число включений и скоплений на любом участке сварного соединения длиной 100 мм |
Допускаемая суммарная приведенная площадь включений и скоплений на любом участке сварного соединения длиной 100 мм, мм2 |
|
|
1 |
2 |
3 |
4 |
5 |
|
Сварные соединения Iн категории |
||||
|
До 2 включительно |
0,1 |
Не допускаются |
Не допускаются |
Не допускаются |
|
Свыше 2 до 3 включительно |
0,1 |
То же |
То же |
То же |
|
Свыше 3 до 5 включительно |
0,1 |
0,4 |
3 |
05 |
|
Свыше 5 до 8 включительно |
0,2 |
0,5 |
3 |
1,0 |
|
Свыше 8 до 11 включительно |
0,3 |
0,6 |
4 |
1,5 |
|
Свыше 11 до 14 включительно |
0,3 |
0,8 |
4 |
2,0 |
|
Свыше 14 до 20 включительно |
0,3 |
1,0 |
4 |
3,0 |
|
Свыше 20 до 26 включительно |
0,4 |
1,2 |
4 |
4,5 |
|
Свыше 26 до 34 включительно |
0,4 |
1,6 |
4 |
7,0 |
|
Свыше 34 до 45 включительно |
0,5 |
2,0 |
5 |
12,0 |
|
Свыше 45 до 67 включительно |
0,6 |
2,5 |
5 |
20,0 |
|
Свыше 67 до 90 включительно |
1,0 |
3,0 |
5 |
27,0 |
|
Свыше 90 до 120 включительно |
1,25 |
4,0 |
5 |
45,0 |
|
Свыше 120 до 200 включительно |
1,5 |
5,0 |
5 |
75,0 |
|
Свыше 200 |
2,0 |
5,0 |
7 |
125,0 |
|
Сварные соединения IIн категории |
||||
|
До 2 включительно |
0,1 |
Не допускаются |
Не допускаются |
Не допускаются |
|
Свыше 2 до 3 включительно |
0,1 |
0,4 |
5 |
0,6 |
|
Свыше 3 до 5 включительно |
0,2 |
0,5 |
5 |
1,0 |
|
Свыше 5 до 8 включительно |
0,2 |
0,6 |
5 |
1,5 |
|
Свыше 8 до 11 включительно |
0,2 |
0,8 |
5 |
2,5 |
|
Свыше 11 до 14 включительно |
0,3 |
1,0 |
6 |
4,0 |
|
Свыше 14 до 20 включительно |
0,3 |
1,2 |
6 |
6,0 |
|
Свыше 20 до 26 включительно |
0,4 |
1,5 |
6 |
9,0 |
|
Свыше 26 до 34 включительно |
0,5 |
2,0 |
6 |
16,0 |
|
Свыше 34 до 45 включительно |
0,6 |
2,5 |
7 |
25,0 |
|
Свыше 45 до 67 включительно |
0,75 |
3,0 |
7 |
36,0 |
|
Свыше 67 до 90 включительно |
1,00 |
4,0 |
7 |
64,0 |
|
Свыше 90 до 120 включительно |
1,25 |
5,0 |
7 |
100,0 |
|
Свыше 120 до 200 включительно |
1,5 |
5,0 |
8 |
125,0 |
|
Свыше 200 |
2,0 |
5,0 |
10 |
175,0 |
11.7.4. Любую совокупность включений (одиночных скоплений, групп включений), которая может быть вписана в квадрат с размером стороны, не превышающим значения допускаемого максимального размера одиночного включения, допускается рассматривать как одно сплошное включение.
11.7.5. При отсутствии одиночных крупных включений (в том числе принимаемых за указанные включения по п. 11.7.3) или при их количестве, менее допускаемого по нормам табл. 13, вместо них могут быть допущены в соответствующем количестве одиночные включения и/или одиночные скопления допускаемых размеров без их учета при подсчете суммарной площади одиночных включений и одиночных скоплений.
11.7.6. Для сварных соединений (наплавленных кромок) протяженностью менее 100 мм нормы табл. 13 и 14 по количеству и суммарной площади включений (скоплений) должны быть пропорционально уменьшены. Если при этом получается дробное количество допускаемых включений (скоплений), то это количество округляется до ближайшего целого числа.
11.7.7. При контроле предварительно наплавленных кромок требуемая чувствительность контроля, допускаемый максимальный размер одиночных мелких включений и одиночных скоплений, а также допускаемые максимальный размер и максимальная ширина одиночных крупных включений принимаются по нормам табл. 13 и 14, а допускаемое число и суммарная приведенная площадь одиночных мелких включений и одиночных скоплений, а также допускаемое число одиночных крупных включений устанавливаются ПКД (при выполнении предварительной наплавки кромок и сварного соединения на одном предприятии) или согласованной в установленном порядке технической документацией на изделие (при выполнении предварительной наплавки кромок на одном предприятии, их сварного соединения на другом). В любом случае устанавливаемые допускаемое число и суммарная приведенная площадь одиночных включений и скоплений, зафиксированных при контроле предварительно наплавленных кромок, не должны превышать 50 % соответствующих норм табл. 13 и 14.
11.7.8. Нормы на высоту (глубину) вогнутости или проплавления корня шва принимаются по подразд. 11.2 (см. табл. 10 - 12).
11.7.9. При контроле сварных соединений с неполным проплавлением или с подкладными кольцами (или на "усе") видимые на радиограмме конструкционные зазоры (в том числе заполненные затекшим шлаком или металлом) браковочным признаком не являются.
11.8. Ультразвуковой контроль
11.8.1. Нормы допустимости одиночных несплошностей в зависимости от их эквивалентной площади и количества (или суммарной эквивалентной площади) для сварных соединений, наплавленных аустенитными присадочными материалами кромок и наплавленного антикоррозионного покрытия, приведены в табл. 15 - 17.
Кромки, предварительно наплавленные высокохромистыми присадочными материалами, контролируются в составе готового сварного соединения по нормам табл. 15 без разделения на предварительную наплавку и металл шва. Необходимость и объем промежуточного контроля предварительно наплавленных кромок, а также допускаемое число одиночных несплошностей, выявляемых при указанном контроле, устанавливаются ПКД.
При контроле сварных соединений труб с номинальной толщиной стенки до 50 мм допускается использование контрольных зарубок и норм допустимости одиночных несплошностей, приведенных в табл. 15.
11.8.2. Качество сварного соединения, наплавки кромок под сварку и наплавленного антикоррозионного покрытия считается удовлетворительным при одновременном соблюдении следующих требований:
- характеристики и количество несплошностей удовлетворяют нормам, приведенным в табл. 15 - 17;
- несплошность не является протяженной;
- расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя;
- поперечные трещины отсутствуют.
11.9. Гидравлические (пневматические) испытания
Сварные соединения считаются выдержавшими гидравлические (пневматические) испытания, если результаты испытаний удовлетворяют требованиям, приведенным в Правилах АЭУ (ПНАЭ Г-7-008-89).
11.10. Механические испытания
11.10.1. Механические свойства металла шва (наплавленного металла) и характеристики сварных соединений должны быть не ниже приведенных в Приложении 5.
В случае отсутствия данных в Приложении 5 соответствующие конкретные значения должны быть указаны в конструкторской документации или взяты по нормативно-технической документации.
Таблица 15. Нормы допустимости одиночных несплошностей при ультразвуковом контроле сварных соединений деталей из сталей перлитного класса и/или из высокохромистых сталей
|
Эквивалентная площадь одиночных несплошностей, мм2 |
Допускаемое число фиксируемых одиночных несплошностей на любые 100 мм протяженности сварного соединения |
||||||||
|
Минимально фиксируемая |
Максимально допускаемая |
Категория сварного соединения |
|||||||
|
Категория сварного соединения |
Категория сварного соединения |
||||||||
|
I, Iн, IIн |
II |
III, IIIн |
I, Iн, IIн |
II |
III, IIIн |
I, Iн, IIн |
II |
III, IIIн |
|
|
От 5,5 до 10 включительно |
2,0 |
2,5 |
3,5 |
4 |
5 |
7 |
4 |
5 |
7 |
|
Свыше 10 до 20 включительно |
2,0 |
2,5 |
3,5 |
4 |
5 |
7 |
5 |
6 |
8 |
|
Свыше 20 до 40 включительно |
2,0 |
2,5 |
3,5 |
4 |
5 |
7 |
6 |
7 |
9 |
|
Свыше 40 до 60 включительно |
2,5 |
3,5 |
5,0 |
5 |
7 |
10 |
7 |
8 |
10 |
|
Свыше 60 до 80 включительно |
3,5 |
5,0 |
7,5 |
7 |
10 |
15 |
7 |
9 |
11 |
|
Свыше 90 до 100 включительно |
5,0 |
7,5 |
10,0 |
10 |
15 |
20 |
7 |
9 |
11 |
|
Свыше 100 до 120 включительно |
5,0 |
7,5 |
10,0 |
10 |
15 |
20 |
8 |
10 |
12 |
|
Свыше 120 до 200 включительно |
7,5 |
10,0 |
15 |
15 |
20 |
30 |
8 |
10 |
12 |
|
Свыше 200 до 300 включительно |
15,0 |
20,0 |
25,0 |
30 |
40 |
50 |
9 |
11 |
13 |
|
Свыше 300 до 400 включительно |
25,0 |
|
|
50 |
|
|
10 |
|
|
|
Свыше 400 до 600 включительно |
35,0 |
|
|
60 |
|
|
10 |
|
|
|
Примечание. Приведенные в таблице нормы по эквивалентной площади даны применительно к контролю с использованием стандартного плоскодонного отражения. Допускается контроль по другим отражателям при условии соблюдения требования ГОСТ 14782-86 в части идентичности результатов контроля. |
|||||||||
Таблица 16. Нормы допустимости одиночных несплошностей в зоне сплавления наплавленного металла с основным при контроле наплавленнных аустенитными присадочными материалами кромок деталей из сталей перлитного класса или из высокохромистых сталей
|
Номинальная толщина наплавленной кромки, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
Допускаемое число фиксируемых одиночных несплошностей на любых 100 мм протяженности наплавленной кромки, шт. |
|||
|
Минимально фиксируемая |
Максимально допускаемая |
Категория сварного соединения |
|||
|
I, Iн, IIн |
II |
III, IIIн |
|||
|
Свыше 10 до 40 включительно |
3,5 |
7 |
3 |
4 |
5 |
|
Свыше 40 до 60 включительно |
3,5 |
7 |
4 |
5 |
6 |
|
Свыше 60 |
3,5 |
7 |
5 |
6 |
7 |
Таблица 17. Нормы допустимости несплошностей в зоне сплавления наплавленного металла с основным при контроле наплавленного антикоррозионного покрытия
|
Номинальная толщина наплавленной детали (изделия) без учета покрытия, мм |
Эквивалентная площадь одиночных несплошностей, мм2 |
Допускаемая суммарная эквивалентная площадь одиночных несплошностей на любом участке размером 200´200 мм, мм2 |
|
|
Минимально фиксируемая |
Максимально допускаемая |
||
|
До 100 включительно |
10 |
20 |
75 |
|
Свыше 100 до 300 включительно |
15 |
30 |
100 |
|
Свыше 300 |
20 |
40 |
125 |
11.10.2. Качество сварного соединения считается удовлетворительным, если полученные при механических испытаниях показатели будут не ниже установленных по п. 11.10.1.
11.10.3. Значения предела прочности, предела текучести, относительного удлинения, относительного сужения должны определяться как среднее арифметическое результатов испытаний отдельных образцов. При этом результаты испытаний отдельных образцов не должны быть менее 95 % установленных норм.
11.10.4. Порядок оценки результатов испытаний при испытаниях на ударный изгиб и при определении или подтверждении критической температуры хрупкости должен соответствовать указанному в нормах ПНАЭ Г-7-002-86.
11.10.5. Нормы оценки результатов испытаний на статический изгиб (до заданного уровня) приведены в табл. 18.
Для случаев, не указанных в табл. 18, нормы оценки результатов испытаний устанавливаются конструкторской документацией на материалы оборудования и трубопроводов.
11.10.7. Результаты испытаний на статический изгиб и сплющивание считаются удовлетворительными, если при достижении заданного угла загиба по п. 11.10.5 при испытаниях на статический изгиб или просвета по п. 11.10.6 при испытаниях на сплющивание на растянутой стороне и на кромках образца не возникает трещин длиной более 20 % ширины образца при его ширине до 25 мм и не более 5 мм при ширине образца свыше 25 мм.
Таблица 18. Нормы оценки качества при испытаниях на статический изгиб сварных соединений, выполненных дуговой сваркой
|
Толщина сварного соединения, мм |
Заданный угол изгиба, град. |
|
|
Углеродистые стали |
До 20 включительно |
100 |
|
Свыше 20 |
60 |
|
|
Кремнемарганцовистые стали |
До 20 включительно |
80 |
|
Свыше 20 |
60 |
|
|
Легированные стали |
До 20 включительно |
50 |
|
Свыше 20 |
40 |
|
|
Стали аустенитного класса |
До 20 включительно |
160 |
|
Свыше 20 |
120 |
11.11. Металлографические исследования
11.11.1. Качество сварного соединения при металлографическом исследовании считается удовлетворительным при одновременном соблюдении следующих условий:
- на макрошлифе отсутствуют трещины и непровары (за исключением непроваров по п. 11.1.4);
- наибольшие размеры любых включений и скоплений не превышают допускаемого наибольшего размера, указанного в табл.19;
- расстояние между любыми двумя включениями и скоплениями составляет не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений;
- сумма наибольших размеров выявленных на макрошлифе включений и скоплений не превышает трехкратного допускаемого наибольшего размера одиночного включения, указанного в табл. 19 для соответствующей номинальной толщины сваренных деталей; при этом включения и скопления с наибольшим размером до 0,2 мм не учитываются.
11.11.2. При металлографическом исследовании стыковых сварных соединений труб из сталей аустенитного класса и железоникелевых сплавов с остающимися подкладными кольцами (или на "усах"), а также сварных соединений вварки труб в трубные доски допускается наличие несплошностей протяженностью до 0,4 мм, идущих от конца конструкционного зазора, при условии, что фактическая толщина шва превышает номинальную толщину стенки в месте сварки труб не менее чем на 0,5 мм.
11.12. Испытания на стойкость против межкристаллитной коррозии
11.12.1. Качество сварного соединения или наплавленного металла считается удовлетворительным, если результаты испытания по методам АМ или АМУ соответствуют требованиям ГОСТ 6032-84 по стойкости против межкристаллитной коррозии.
11.13. Определение содержания ферритной фазы в наплавленном металле
11.13.1. Содержание ферритной фазы в наплавленном металле должно быть в пределах от 2 до 8 % для сварных соединений конструкций, работающих при температуре до 350 °С, и от 2 до 5 % для конструкций, работающих при температуре свыше 350 °С, но в любом случае не должно превышать значений верхнего предела, установленного в стандартах или технических условиях на соответствующие присадочные материалы.
Таблица 19. Нормы на одиночные включения и скопления, допускаемые в сварных соединениях при металлографических исследованиях
|
Допускаемый наибольший размер одиночных включений и скоплений, мм |
|||
|
Категория сварного соединения |
|||
|
I, Iн, IIн |
II |
III, IIIн |
|
|
До 1,5 включительно |
0,2 |
0,2 |
0,3 |
|
Свыше 1,5 до 2,5 включительно |
0,2 |
0,3 |
0,4 |
|
Свыше 2,5 до 3,5 включительно |
0,3 |
0,4 |
0,5 |
|
Свыше 3,5 до 5,0 включительно |
0,4 |
0,5 |
0,6 |
|
Свыше 5,0 до 6,5 включительно |
0,5 |
0,6 |
0,8 |
|
Свыше 6,5 до 8,5 включительно |
0,6 |
0,8 |
1,0 |
|
Свыше 8,5 до 12 включительно |
0,8 |
1,0 |
1,5 |
|
Свыше 12 до 20 включительно |
1,0 |
1,5 |
2,0 |
|
Свыше 20 до 35 включительно |
1,5 |
2,0 |
2,5 |
|
Свыше 35 до 50 включительно |
2,0 |
2,5 |
3,0 |
|
Свыше 50 до 100 включительно |
2,5 |
3,0 |
3,5 |
|
Свыше 100 до 160 включительно |
3,0 |
3,5 |
4,0 |
|
Свыше 160 до 240 включительно |
3,5 |
4,0 |
5,0 |
|
Свыше 240 до 280 включительно |
4,0 |
5,0 |
6,0 |
|
Свыше 280 |
5,0 |
6,0 |
6,0 |
|
Примечание. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитывают вне зависимости от толщины сваренных деталей как при рассмотрении расстояний между включениями (скоплениями), так и при подсчете суммы максимальных размеров выявленных включений и скоплений. |
|||
11.14. Контроль химического состава
11.14.1. Нормы химического состава наплавленного металла и металла шва приведены в Приложении 6. Для случаев, не указанных в Приложении 6, нормы должны устанавливаться по отраслевым стандартам или соответствующим техническим условиям на сварочные материалы.
11.14.2. Результаты контроля химического состава наплавленного металла (металла шва) считаются удовлетворительными, если показатели химического состава удовлетворяют требованиям п. 11.14.1, соответствующих стандартов или технических условий.
12. КОНТРОЛЬ ИСПРАВЛЕНИЯ ДЕФЕКТОВ
12.1. Все выявленные в процессе неразрушающего контроля дефекты подлежат исправлению.
12.2. При исправлении дефектов сварных соединений и наплавленных деталей следует контролировать соблюдение требований ОП, ПТД и ПКД в части:
- методов и полноты удаления дефектов;
- плавности переходов в местах выборки;
- толщины стенки в месте максимальной глубины выборки (при исправлении дефектов без применения сварки);
- проведения высокого отпуска сварных соединений до начала исправлений дефектов (при необходимости);
- формы, размеров и качества поверхности подготовленных под сварку выборок;
- применяемых для заварки выборок способов сварки и сварочных материалов;
- режимов сварки, а также необходимости и температуры подогрева при заварке выборок;
- порядка и возможности исправления дефектов после повторных исправлений дефектов в одном и том же сварном соединении (наплавленной детали).
12.3. Выполненные выборки должны быть подвергнуты визуальному контролю. Выборки в сварных соединениях I и Iн категорий во всех случаях, а также других категорий при исправлении дефектов типа трещин и непроваров и дефектов, выявленных при капиллярном или магнитопорошковом контроле, должны подвергаться капиллярному или магнитопорошковому контролю (допускается контроль травлением).
Необходимость радиографического и ультразвукового контроля металла в зоне выборки устанавливается предприятием, производящим исправление дефектов.
12.4. Качество (шероховатость) поверхности выборки должно соответствовать предусмотренному методическими отраслевыми стандартами или инструкциями на соответствующий метод контроля.
12.6. Контроль по п. 12.5 должен быть проведен по всему заваренному объему выборки, а также в пределах примыкающих к ней участков сварного шва по всей их ширине протяженностью в каждую сторону по продольной оси сварного соединения не менее 2,5 максимальной глубины заваренной выборки, но не менее 20 мм и не более 100 мм, а также участков основного металла шириной, соответствующей указанной в п. 9.11.2, примыкающих к контролируемому участку сварного шва и к краям заваренной выборки.
На наплавленных деталях указанному контролю подлежат исправленный участок и примыкающие к нему участки шириной не менее 20 мм в каждую сторону.
Нормы оценки качества принимаются по толщине исправляемого сварного соединения.
13. ТРЕБОВАНИЯ К ОТЧЕТНОЙ ДОКУМЕНТАЦИИ
13.1. Общие требования
группа 1 - отчетная документация по аттестации персонала;
группа 2 - отчетная документация по контролю материалов;
группа 3 - отчетная документация по операционному контролю;
группа 4 - отчетная документация по приемочному контролю.
13.1.2. Отчетная документация для перечисленных в п. 13.1.1 групп должна оформляться соответствующими службами предприятия-изготовителя (монтажной организации), ответственными за проведение и достоверность результатов закрепленных за ними видов контроля.
13.1.3. Конкретные формы отчетной документации каждой группы устанавливаются предприятием-изготовителем (монтажной организацией) с учетом требований настоящих ПК.
13.1.4. Отчетная документация 1-, 2- и 3-й групп хранится на предприятии-изготовителе (в монтажной организации) и другим организациям (в том числе заказчику) не передается.
Срок хранения указанной документации со дня ее оформления должен составлять:
- для отчетной документации 1-й группы - не менее 5 лет;
- для отчетной документации 2-й 3-й групп - не менее 3 лет.
13.1.5. Отчетная документация 4-й группы хранится на предприятии-изготовителе (в монтажной организации) в течение расчетного срока службы изготовленного (смонтированного) оборудования или трубопровода.
Указанная документация используется для заполнения паспортов (свидетельств) оборудования и трубопроводов согласно Правилам АЭУ (ПН АЭ Г-7-008-89).
В случаях, предусмотренных конструкторской (проектной) документацией на изделие, подлинники или копии отчетной документации 4-й группы передаются предприятию-владельцу оборудования и трубопроводов.
Радиографические пленки должны храниться в течение 5 лет на предприятии-изготовителе (монтажной организации) или на предприятии-владельце оборудования и трубопроводов.
13.2. Отчетная документация по контролю квалификации персонала
13.2.1. Отчетная документация по аттестации персонала должна оформляться по результатам аттестации следующих категорий персонала:
- сварщиков;
- контролеров.
13.2.2. Результаты аттестации персонала оформляются протоколами соответствующих аттестационных комиссий.
13.2.3. При аттестации сварщиков форма протокола должна соответствовать установленной Правилами аттестации сварщиков.
13.2.4. При аттестации контролеров рекомендуется использовать форму протокола, приведенную в Приложении 4.
13.3. Отчетная документация по контролю материалов
13.3.1. Отчетная документация должна оформляться на контроль:
- основных материалов, подлежащих сварке или наплавке;
- сварочных материалов;
- материалов для дефектоскопии.
13.3.2. Результаты контроля перечисленных в п. 13.3.1 материалов оформляются записями в специальных журналах.
Дополнительно к журналу контроля сварочных материалов должен вестись журнал прокалки покрытых электродов и сварочных флюсов для обеспечения возможности проверки срока их годности.
13.3.3. В каждом журнале по контролю материалов по п. 13.3.1 должны быть зафиксированы, как минимум, следующие данные:
- наименование и марка материалов;
- обозначение стандарта или технических условий на материал;
- номер партии материала (при отсутствии номера партии для выплавляемых материалов - номер плавки);
- номер и дата сертификата на партию материала;
- соответствие данных сертификата требованиям стандарта или технических условий на материал;
- масса партии материалов без упаковки (или другой показатель, характеризующий объем полученной партии);
- сохранность упаковки (только для материалов, повреждение упаковки которых приводит к их порче);
- результаты испытаний, проводимых при входном контроле;
- заключение о допуске материалов к применению.
13.4. Отчетная документация по операционному контролю
13.4.1. Отчетная документация по операционному контролю должна оформляться на виды контроля, предусмотренные настоящими ПК.
13.4.2. Результаты каждого вида операционного контроля фиксируются в соответствующих журналах контроля (маршрутных паспортах).
13.4.2.1. В журналах контроля (маршрутных паспортах, картах) сборочно-сварочного и термического оборудования, аппаратуры и приспособлений должны содержаться, как минимум, следующие данные:
- наименование оборудования, аппаратуры и приспособлений;
- заводской и инвентарный номера;
- объем проведенного контроля;
- дата проверки (контроля);
- заключение о состоянии проконтролированных оборудования, аппаратуры и приспособлений;
- срок очередной проверки.
13.4.2.2. В журналах контроля (маршрутных паспортах, картах) подготовки и сборки деталей под сварку и наплавку необходимо фиксировать следующие данные:
- наименование предприятия, выполняющего контролируемые работы (с указанием номеров цеха и участка);
- наименование, шифр или обозначение деталей, сборочных единиц и изделия;
- номера чертежей;
- марку основного материала свариваемых (наплавляемых) деталей;
- номера подлежащих выполнению сварных соединений и наплавок;
- сведения о видах и объемах контроля;
- фамилии и инициалы контролеров;
- дату проведения контроля;
- заключение о результатах контроля.
13.4.2.3. В журналах контроля (маршрутных паспортах, картах) процессов сварки и наплавки должны содержаться, как минимум, следующие данные:
- наименование предприятия, выполняющего сварочные работы, с указанием номеров цеха и участка;
- наименование, шифр или обозначение деталей, сборочных единиц и изделия;
- номера чертежей;
- номера выполняемых сварных соединений или наплавок;
- категории сварных соединений;
- виды, сортамент, марки и номера партий применяемых сварочных материалов;
- фамилии и инициалы сварщиков, выполнявших сварные соединения и наплавки, с указанием номеров их удостоверений или личных клейм;
- сведения о зафиксированных отклонениях от требований, связанных с ними дефектах и их исправлении;
- сведения о выполнении контрольных сварных соединений (при наличии таковых);
- дата проведения контроля;
- должности, фамилии и инициалы лиц, выполнявших контроль;
- заключение о результатах контроля.
13.4.2.4. В журналах контроля (маршрутных паспортах, картах) термической обработки сварных соединений и наплавленных изделий должны содержаться, как минимум, следующие данные:
- наименование предприятия, выполняющего термическую обработку изделия, с указанием номеров цеха и участка;
- наименование, шифр или обозначение сборочных единиц и изделия;
- марки основного материала изделия;
- сведения о количестве и расположении термопар;
- фактические режимы и условия проведенной термической обработки;
- фамилии и инициалы термистов и контролеров;
- дата проведения контроля;
- заключение о результатах контроля.
13.5. Отчетная документация по приемочному контролю
- визуальный и измерительный;
- радиографический;
- ультразвуковой;
- капиллярный и магнитопорошковый;
- испытания механических свойств;
- испытания на стойкость против межкристаллитной коррозии;
- металлографические исследования;
- определение содержания ферритной фазы;
- контроль герметичности;
- гидравлические (пневматические) испытания;
- дополнительные методы контроля (прогонка шариком, стилоскопирование, травление и др.).
13.5.2. Результаты контроля каждым методом по п. 13.5.1 оформляются протоколами, актами, заключениями или извещениями с фиксацией, как минимум, следующих данных:
- наименование предприятия, выполнявшего контролируемые сварные соединения (наплавки);
- наименование, шифр или обозначение (номер) изделия;
- номер чертежа;
- номера контролируемых сварных соединений и наплавок;
- категории сварных соединений и наплавок;
- сведения о проведенной термической обработке;
- метод и объем контроля;
- дата проведения контроля;
- фамилия и инициалы (или обозначение личных клейм) контролеров, выполнявших контроль;
- сведения о выявленных дефектах и местах их расположения;
- сведения о результатах контроля после исправления дефектов;
- окончательное заключение о результатах контроля.
14. ОТСТУПЛЕНИЯ ОТ УСТАНОВЛЕННЫХ ТРЕБОВАНИЙ
В отдельных случаях, когда проведение контроля одним из предусмотренных методов или в необходимом объеме технически невозможно или когда исправление дефектного сварного соединения (наплавленной детали) может снизить его эксплуатационную надежность, допускаются обоснованные отступления от установленных норм, оформляемые совместным решением конструкторской (проектной) организации, предприятия-изготовителя (монтажной организации), согласованным с головной материаловедческой организацией, заказчиком, эксплуатирующей организацией и одобренным Госатомнадзором России.
В случае, если отступления по нормам оценки и качества сварных соединений I, Iн, II, IIн категорий не выходят за пределы, установленные для сварных соединений III категории, указанное решение может быть принято без участия заказчика.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
ТЕРМИНЫ И ОСНОВНЫЕ ПОНЯТИЯ
В настоящем приложении приведены термины и основные понятия, используемые в настоящих ПК.
1. Общие термины и определения
1.1. Дефект - недопустимое отклонение от требований, установленных настоящим документом.
1.2. Трещины - дефект в виде разрыва металла сварного соединения или наплавленной детали (изделия).
1.3. Отслоение - дефект в виде нарушения сплошности сплавления наплавленного металла с основным на деталях (изделиях) с наплавленным антикоррозионным покрытием или с предварительно наплавленными кромками, а также на других наплавленных деталях.
1.4. Прожог - дефект в виде сквозного отверстия в сварном шве, образовавшегося вследствие вытекания части жидкого металла сварочной ванны в процессе выполнения сварки.
1.5. Свищ - дефект в виде воронкообразного или трубчатого углубления в сварном шве.
1.6. Наплыв - дефект в виде металла, натекшего в процессе сварки (наплавки) на поверхность сваренных (наплавленных) деталей или ранее выполненных валиков и несплавившегося с ним.
1.7. Усадочная раковина - дефект в виде полости или впадины, образовавшейся при усадке расплавленного металла при затвердевании (располагается, как правило, в местах перерыва или окончания сварки).
1.8. Подрез - острое углубление на границе поверхности сварного шва с основным металлом или на границе поверхностей двух соседних валиков.
1.9. Брызги металла - дефект в виде затвердевших капель металла на поверхности сваренных или наплавленных деталей.
1.10. Непровар - несплавление в сварном соединении или наплавленной детали между основным металлом и металлом шва (наплавленным металлом) или между отдельными валиками.
1.11. Углубление между валиками - продольная впадина между двумя соседними валиками - продольная впадина между двумя соседями (оценивается по максимальной глубине).
1.12. Чешуйчатость - поперечные или округлые (при автоматической сварке под флюсом - удлиненно-округлые) углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны (оценивается по максимальной глубине).
1.13. Выпуклость стыкового шва - часть стыкового сварного шва, выступающего над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности шва над указанной линией).
1.14. Выпуклость углового шва - часть углового сварного шва, выступающая над линией, соединяющей края его поверхности в одном поперечном сечении (оценивается по максимальной высоте расположения поверхности над указанной линией).
1.15. Вогнутость углового шва - максимальное расстояние от поверхности шва до линии, соединяющей края его поверхности в одном поперечном сечении (оценивается по максимальной глубине расположения поверхности шва под указанной линией).
1.16. Ширина шва - расстояние между краями поверхности сварного шва в одном поперечном сечении.
1.17. Выпуклость (превышение проплавления) корня шва - часть одностороннего сварного шва со стороны его корня, выступающая над уровнем расположения поверхностей сваренных деталей (оценивается по максимальной высоте расположения поверхности корня шва над указанным уровнем).
1.18. Вогнутость корня шва - углубление на поверхности сварного соединения с односторонним швом в месте расположения его корня (оценивается по максимальной глубине расположения поверхности корня шва от уровня расположения поверхностей сваренных деталей).
1.19. Кромка сварного шва - торцевая поверхность детали после механической обработки до заданных чертежом размеров разделки сварного шва.
1.20. Смещение кромок - несовпадение уровней расположения свариваемых (сваренных) деталей в стыковых сварных соединениях.
1.21. Включение - полость в металле шва или в наплавленном металле, заполненная газом, шлаком или инородным металлом (пора, шлаковое или вольфрамовое включение).
1.22. Пора - заполненная газом полость округлой формы в металле шва или в наплавленном металле.
1.23. Шлаковое включение - заполненная шлаком полость в металле шва или в наплавленном металле.
1.24. Вольфрамовое включение - внедрившаяся в металл шва или в наплавленный металл нерасплавленная частица (осколок) вольфрамового электрода.
1.25. Несплошность - обобщенное наименование трещин, отслоений, прожогов, свищей, пор, непроваров и включений.
(Введен дополнительно, Изм. № 1).
(Введен дополнительно, Изм. № 1).
2. Нормативные термины и определения
2.1. Номинальная толщина сваренных деталей - указанная в чертеже (без учета допусков) толщина основного металла деталей в зоне, примыкающей к сварному шву.
2.2. Номинальная толщина основного металла наплавленной детали (изделия) - указанная в чертеже (без учета допусков) толщина основного металла детали (изделия).
2.3. Расчетная высота углового шва (рис. П1.1) - указанный в чертеже размер перпендикуляра, опущенного из точки сопряжения сваренных деталей (точки 0) на прямую линию, соединяющую края его поверхности в одном поперечном сечении (при выпуклом угловом шве), или на параллельную указанной линии касательную к поверхности сварного шва (при вогнутом угловом шве).
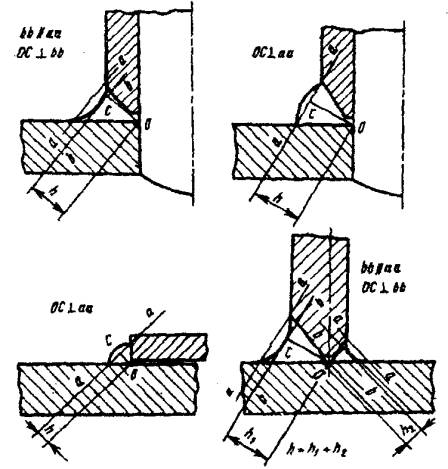
Рис. П1.1. Расчетная высота углового шва h
Для двустороннего углового шва его расчетная высота определяется как сумма расчетных высот (h1 + h2) его частей, выполненных с разных сторон.
2.4. Максимальный размер одиночного включения а (рис. П1.2) - наибольшее расстояние между двумя точками внешнего контура включения.
Рис. П1.2. Максимальные размер а и ширина b включения
Рис. П1.3. Условия одиночности двух рассматриваемых включений:
а) l ³ b1; l ³ 3a2; a1 > а2; b1 > b2;
б) l ³ 3a1; (так как b1 < а1); a1 < а2; b1 > b2;
в) l ³ 3a2; (так как b2 < а2); a1 > а2; b1 < b2
2.5. Максимальная ширина включения b (рис. П1.2) - наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном наибольшему размеру включения.
2.6. Включение одиночное (рис. П1.3) - включение, минимальное расстояние l, от края которого до края любого другого соседнего включения - не менее максимальной ширины каждого из рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показания (из двух рассматриваемых).
2.7. Скопление (рис. П1.4,а) - два или несколько включений (пор, шлаковых и вольфрамовых включений) с наибольшим размером более 0,2 мм, минимальное расстояние между краями которых меньше установленного п. 2.6 для одиночных включений, но не менее максимальной ширины каждого из двух рассматриваемых любых соседних включений.
При оценке расстояний между скоплениями и включениями скопление рассматривается как одиночное включение.
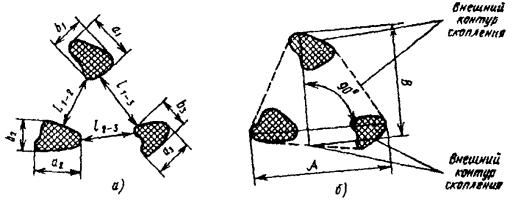
Рис.
П1.4. Скопление
(А - максимальный размер
скопления; В - максимальная ширина скопления):
3b1 > l1-2 ³ b1 (при b1 > b2), или
3b2 > l1-2 ³ b2 (при b2 > b1), или
l1-2 < 3a1 (при a1 < a2), или
l1-2 < 3a2 (при a2 < a1)
3b1 > l1-3 ³ b1 (при b1 > b3), или
3b3 > l1-3 ³ b3 (при b3 > b1), или
l1-3 < 3a3 (при a3 < a1), или
l1-3 < 3a1 (при a1 < a3)
3b2 > l2-3 ³ b2 (при b2 > b3), или
3b3 > l2-3 ³ b3 (при b3 > b2), или
l2-3 < 3a2 (при a2 < a3), или
l2-3 < 3a3 (при a3 < a2)
2.8. Внешний контур скопления (рис. П1.4,б) - контур, ограниченный внешними краями включений, входящих в скопление, и касательными линиями, соединяющими указанные края.
2.9. Максимальный размер скопления А (рис. П1.4,б) - наибольшее расстояние между двумя соседними точками внешнего контура скопления.
2.10. Максимальная ширина скопления В (рис. П1.4,б) - наибольшее расстояние между двумя точками внешнего контура скопления, измеренное в направлении, перпендикулярном максимальному размеру скопления.
2.11. Скопление одиночное (рис. П1.5) - скопление, минимальное расстояние L от внешнего контура которого до внешнего контура любого другого соседнего скопления или включения не менее трехкратной максимальной ширины каждого из двух рассматриваемых скоплений (или скопления и включения), но не менее трехкратного максимального размера скопления (включения) с меньшим значением этого показателя (из двух рассматриваемых).
Рис. П1.5. Одиночные скопления
2.12. Группа включений (рис. П1.6) - два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины хотя бы одного из двух рассматриваемых соседних включений; при этом внешний контур рассматриваемой группы включений ограничивается внешними краями включений, входящих в рассматриваемую группу, и касательными линиями, соединяющими указанные края.
2.13. Недопустимые включения и скопления - одиночные включения (скопления), превышающие установленные нормы по размерам, количеству или суммарной приведенной площади, а также все неодиночные включения (скопления), т.е. включения (скопления) минимальные расстояния между которыми меньше указанных в пп. 2.6 и 2.11.
2.14. Индикаторный след (при капиллярном контроле) - окрашенный пенетрантом участок (пятно) поверхности сварного соединения или наплавленного металла в зоне расположения несплошности.
2.15. Индикаторный след округлый (при капиллярном контроле) - индикаторный след с отношением его максимального размера к максимальной ширине не более 3.
2.16. Индикаторный след удлиненный (при капиллярном контроле) - индикаторный след с отношением его максимального размера к максимальной ширине более 3.
Рис. П1.6. Группа включений (a - максимальный размер группы включений; b - максимальная ширина группы включений)
l1-2 < b1 (при b1 > b2),
или l1-2 < b2 (при b2 > b1),
l1-3 < b1 (при b1 > b3),
или l1-3 < b3 (при b3 > b1),
l2-3 < b2 (при b2 > b3),
l2-3 < b3 (при b3 > b2)
2.18. Недопустимые индикаторные следы (при капиллярном контроле) - одиночные округлые индикаторные следы, превышающие установленные нормы по размерам и числу все одиночные удлиненные индикаторные следы, а также все неодиночные индикаторные следы, т.е. индикаторные следы, минимальные расстояния между которыми менее указанных в п. 2.17.
2.19. Включения одиночные мелкие (при радиографическом контроле) - включения, допустимость которых устанавливается в зависимости от их размеров, а также от общего числа и суммарной приведенной площади одиночных мелких включений и одиночных скоплений.
2.20. Включения одиночные крупные (при радиографическом контроле) - включения, максимальный размер которых превышает допустимый размер одиночных мелких включений, а допустимость устанавливается только в зависимости от размеров и числа без учета их площади при подсчете суммарной приведенной площади и без включения их в общее число одиночных мелких включений и одиночных скоплений.
2.21. Приведенная площадь включения или скопления (при радиографическом контроле) - произведение максимального размера включения (скопления) на его максимальную ширину (учитывается для одиночных малых включений и одиночных скоплений).
2.22. Суммарная приведенная площадь включений и скоплений (при радиографическом контроле) - сумма приведенных площадей отдельных одиночных мелких включений и одиночных скоплений.
2.23. Условная протяженность несплошностей или эталонного отражателя (при ультразвуковом контроле) - максимальный размер зоны индикации несплошности или эталонного отражателя в определенном направлении (например, вдоль шва).
2.24. Эквивалентная площадь несплошности (при ультразвуковом контроле) - площадь модели несплошности, расположенной на том же расстоянии от поверхности ввода, что и реальная несплошность, при которой данный информативный параметр несплошности и модели идентичен.
2.25. Эхо - сигнал (при ультразвуковом контроле) - сигнал, обусловленный отражением импульса упругих волн от границы раздела двух сред.
3. Основные понятия
3.1. Контрольный сварной шов - шов сварного соединения, выполняемого контролируемыми сварочными материалами с целью проверки характеристик металла этого шва при контроле сварочных материалов.
3.2. Контрольная наплавка - наплавка, выполняемая контрольными сварочными (наплавочными) материалами с целью проверки характеристик наплавленного металла при контроле сварочных (наплавочных материалов).
3.3. Контрольное сварное соединение - сварное соединение, выполняемое при производственной аттестации с целью проверки обеспечения аттестуемой технологией сварки требуемых характеристик металла сварного соединения.
3.4. Производственное контрольное сварное соединение - сварное соединение, выполняемое с целью проверки соответствия характеристик металла производственных сварных соединений установленным требованиям.
3.5. Наплавленный металл - металл, полученный при плавлении присадочных материалов в процессе наплавки (сварки) в слоях (валиках), практически не разбавленных основным металлом.
Наплавленным металлом считается также металл контрольного сварного шва, выполненного с предварительной наплавкой кромок не менее чем в три слоя присадочными материалами контролируемой марки.
3.6. Металл шва - металл, полученный при плавлении присадочных материалов в процессе выполнения сварного соединения и разбавленный основным металлом за счет его расплавления в зоне свариваемых кромок.
4. Группы однотипных сварных соединений (наплавленных поверхностей)
4.1. В одну группу однотипных сварных соединений объединяются производственные сварные соединения любых изготавливаемых (монтируемых) предприятием изделий, имеющие следующие общие признаки.
4.1.1. Способ сварки.
4.1.2. Марку (сочетание марок) основного металла. При этом в одну группу допускается объединять сварные соединения деталей из сталей различных марок, для сварки которых согласно ОП, предусмотрено применение сварочных материалов одних и тех же марок (сочетаний марок).
4.1.3. Марку (сочетание марок) сварочных материалов. При этом в одну группу допускается объединять сварные соединения, выполняемые с применением различных сварочных материалов, марки (сочетания марок) которых, согласно ОП, могут использоваться для сварки деталей из стали одной и той же марки.
4.1.4. Номинальную толщину свариваемых деталей в зоне сварки. При этом в одну группу допускается объединять выполняемые дуговой или электронно-лучевой сваркой сварные соединения с номинальной толщиной деталей в пределах одного из следующих диапазонов:
- до 3 мм включительно;
- свыше 3 до 10 мм включительно;
- свыше 10 до 50 мм включительно;
- свыше 50 мм.
Для угловых, тавровых и нахлесточных сварных соединений указанные диапазоны относятся к привариваемым деталям; толщину основных деталей разрешается не учитывать.
4.1.5. Радиус кривизны детали в зоне сварки. При этом в одну группу допускается объединять сварные соединения деталей с радиусом кривизны в пределах одного из следующих диапазонов:
- до 12,5 мм включительно;
- свыше 12,5 до 50 мм включительно;
- свыше 50 до 250 мм включительно;
- свыше 250 мм (включая плоские детали).
Для угловых, тавровых и нахлесточных сварных соединений указанные диапазоны относятся к привариваемым деталям; радиусы кривизны основных деталей разрешается не учитывать.
4.1.6. Вид сварного соединения (стыковое, угловое, тавровое, нахлесточное). При этом в одну группу могут быть объединены угловые, тавровые и нахлесточные сварные соединения, кроме угловых сварных соединений приварки патрубков к корпусам оборудования и к трубопроводам.
4.1.7. Форму подготовки кромок. При этом в одну группу допускается объединять сварные соединения с одной из следующих форм подготовки кромок:
- с односторонней разделкой кромок при угле их скоса более 8°;
- с односторонней разделкой кромок при угле их скоса до 8° включительно (узкая разделка);
- с двухсторонней разделкой кромок.
4.1.8. Наличие и вид наплавки кромок. При этом в одну группу допускается объединять сварные соединения с одним из следующих видов наплавки кромок:
- с однородной наплавкой;
- с двойной наплавкой.
4.1.9. Необходимость предварительного и сопутствующего подогрева при сварке.
4.1.10. Вид термической обработки, а также температуру и продолжительность выдержки при ее проведении.
4.1.11. Категорию сварных соединений.
4.2. Для однотипных сварных соединений деталей из двухслойных сталей дополнительно должны учитываться следующие общие признаки:
4.2.1. Марка плакирующего металла.
4.2.2. Особенности технологии сварки:
- сварка на всю толщину без удаления плакирующего слоя с краев разделки;
- раздельная сварка основного металла и плакирующего слоя с использованием различных сварочных материалов и предварительным удалением плакирующего слоя от краев разделки;
- однородная или двойная наплавка при восстановлении (сварке) плакирующего слоя;
- наличие или отсутствие разделительной наплавки.
4.3. В одну группу однотипных антикоррозионных наплавок объединяются наплавки, имеющие следующие общие признаки:
4.3.1. Способ наплавки.
4.3.2. Вид антикоррозионной наплавки.
4.3.3. Марку (сочетание марок) наплавочных (сварочных) материалов. При этом в одну группу допускается объединять наплавленные антикоррозионные покрытия, выполняемые наплавочными (сварочными) материалами любых марок (сочетаний марок), которые, согласно ОП, могут применяться для выполнения соответствующих антикоррозионных покрытий.
4.3.4. Необходимость предварительного и сопутствующего подогрева при наплавке.
4.3.5. Вид термической обработки, а также температуру и продолжительность выдержки при ее проведении.
ПРИЛОЖЕНИЕ 2
ФОРМА ПРОТОКОЛА ЗАСЕДАНИЯ АТТЕСТАЦИОННОЙ КОМИССИИ
ПРОТОКОЛ №
заседания комиссии по аттестации технологии выполнения сварных соединений и наплавленных поверхностей оборудования и трубопроводов атомных энергетических установок
Наименование предприятия-изготовителя (монтажной организации) и адрес.
1. Характеристики аттестуемых групп однотипных сварных соединений и наплавленных поверхностей.
1.1. Наименование изделий (систем трубопроводов) и их шифр.
1.2. Перечень аттестуемых групп однотипных сварных соединений и наплавленных поверхностей с указанием для каждой группы:
- номеров производственных сварных соединений и чертежей соответствующих сборочных единиц;
- номеров чертежей изделий с наплавленными поверхностями;
- номеров производственно-технологической документации, по которой выполняются аттестуемые сварные соединения и наплавленные поверхности.
Примечание. При аттестации в монтажных условиях мера производственных сварных соединений допускается не указывать.
2. Характеристики контрольных сварных соединений и наплавок.
2.1. Номера чертежей контрольных сварных соединений (наплавок) для каждой аттестуемой группы однотипных производственных сварных соединений и наплавленных поверхностей.
2.2. Перечень ПТД, по которой выполнялось каждое контрольное сварное соединение (наплавка).
2.3. Схемы вырезки образцов из контрольных сварных соединений (наплавок) с указанием назначения и типов образцов со ссылкой на соответствующие стандарты или другие нормативно-технические документы.
2.4. Перечень ПКД, по которой проводится контроль контрольных сварных соединений (наплавок).
3. Результаты неразрушающего контроля контрольных сварных соединений (наплавок):
- визуального;
- измерительного;
- капиллярного или магнитопорошкового;
- ультразвукового;
- радиографического (только для сварных соединений).
4. Результаты разрушающего контроля качества контрольных сварных соединений (наплавок):
- механические свойства (предел прочности, предел текучести, относительное сужение) металла шва или наплавленного металла, определенные при контроле сварочных (наплавочных) материалов перед изготовлением контрольных сварных соединений (наплавок);
- предел прочности сварного соединения;
- результаты испытаний на статический изгиб или сплющивание;
- критическая температура хрупкости металла шва или наплавленного металла (определяется или подтверждается при контроле сварочных материалов перед изготовлением контрольных сварных соединений);
- результаты проверки стойкости против межкристаллитной коррозии;
- результаты металлографических исследований;
Примечание. Приводятся результаты только тех испытаний, которые требуются ПК.
- общая оценка результатов контроля;
- перечень мероприятий, вытекающих из результатов контроля (при неудовлетворительных результатах контроля), и результаты повторных испытаний;
- общая характеристика качества производственных сварных соединений (наплавленных поверхностей), выполнявшихся по аттестуемой технологии (при повторной и внеочередной аттестациях).
Председатель комиссии Подпись
Члены комиссии Подписи
Печать предприятия (организации)
Дата
ПРИЛОЖЕНИЕ 3
(рекомендуемое)
Форма удостоверения контролера
|
УДОСТОВЕРЕНИЕ КОНТРОЛЕРА _________________________________________________________________________ (фамилия, имя, отчество) сотрудник предприятия ____________________________________________________ прошел (ла) на_____________________________________________________________ (наименование предприятия) теоретическое обучение в объеме специальной программы подготовки контролеров и проверку практических навыков_______________________________________________ ___________________________________________________________________________ (наименование метода неразрушающего контроля) для работы по контролю указанным методом. Квалификационный разряд (или должность)_____________________________________ Протокол №____от_____________19__г. По результатам испытаний допущен к проведению ___________________________________________________________________________ (наименование метода неразрушающего контроля) сварных соединений соответствующих категорий и наплавленных деталей оборудования и трубопроводов атомных энергетических установок с правом (без права) выдачи заключений (ненужное зачеркнуть). Удостоверение выдано ________________ 19 ___ г. и Действительно до ____________________ 19 ___ г. Председатель комиссии (подпись) Секретарь комиссии (подпись) РЕЗУЛЬТАТЫ ПЕРИОДИЧЕСКИХ (КОНТРОЛЬНЫХ) ИСПЫТАНИЙ Оценка по теоретическим знаниям_____________________________________________ Оценка по практическим навыкам______________________________________________ Срок действия удостоверения продлен до ______________ 19 ___г. Протокол № ______ от ________________ 19___г. Председатель комиссии (подпись) Секретарь комиссии (подпись) Печать предприятия или организации Форма для записи результатов периодических испытаний повторяется десять раз. |
ПРИЛОЖЕНИЕ 4
(рекомендуемое)
Форма протокола заседания комиссии по аттестации контролеров
|
ПРОТОКОЛ № от______________ заседания аттестационной комиссии___________________________ (число, месяц, год) (наименование ___________________________________________________________________________ министерства, ведомства, объединения, предприятия, организации) в составе: председателя_____________________________________________________ и (должность, фамилия и инициалы) членов_____________________________________________________________________ (должность, фамилия, инициалы) по проверке теоретических знаний и практических навыков по ___________________________________________________________________________ (метод неразрушающего контроля) У контролеров______________________________________________________________ (наименование объединения, ___________________________________________________________________________ предприятия, организации, отдела, цеха, участка)
Председатель комиссии____________________________________________________ (подпись, фамилия и инициалы) Члены комиссии__________________________________________________________ (подпись, фамилия и инициалы) Место печати организации (предприятия) |
ПРИЛОЖЕНИЕ 5
(обязательное)
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА И НАПЛАВЛЕННОГО МЕТАЛЛА И ХАРАКТЕРИСТИКИ СВАРНЫХ СОЕДИНЕНИЙ
Таблица П5.1. Механические свойства металла шва и наплавленного металла при автоматической сварке и наплавке под флюсом после окончательных высоких отпусков
|
Минимальные показатели механических свойств при температуре |
Критическая температура хрупкости |
|||||||||
|
20 °С |
350 °С |
|||||||||
|
Проволока или лента |
Флюс |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, Мпа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z,% |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, Мпа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z,% |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Св-08А, Св-08АА |
АН-42М |
353 (36) |
196 (20) |
20 |
55 |
314 (32) |
176 (18) |
13 |
50 |
- |
|
АН-42 |
||||||||||
|
ФЦ-16 |
||||||||||
|
ФЦ-16А |
||||||||||
|
ОСЦ-45 |
372 (38) |
216 (22) |
16 |
50 |
|
196 (20) |
- |
- |
- |
|
|
АН-348А |
||||||||||
|
Св-06А |
АН-42, АН-42М |
392 (40) |
235 (24) |
18 |
55 |
353 (36) |
216 (22) |
13 |
50 |
0 |
|
Св-08ГС |
ФЦ-16, ФЦ-16А |
431 (44) |
245 (25) |
18 |
55 |
353 (36) |
216 (22) |
13 |
50 |
(0) - (+15)* |
|
Св-10ГНМА, Св-10ГН1МА |
ФЦ-16 |
539 (55) |
343 (35) |
16 |
55 |
490 (50) |
294 (30) |
14 |
50 |
(-10) - (+15) |
|
Св-10ГН1МА |
КФ-30 |
569 (57) |
471 (48) |
16 |
55 |
510 (52) |
412 (42) |
14 |
50 |
10 |
|
Св-10ХМФТ |
АН-42М, КФ-30 |
539 (55) |
392 (40) |
14 |
50 |
490 (50) |
373 (38) |
12 |
45 |
40 |
|
Св-10ХМФТУ |
АН-42М, КФ-30 |
539 (55) |
392 (40) |
14 |
50 |
490 (50) |
373 (38) |
12 |
45 |
20 |
|
Св-08ХМФА |
КФ-16 |
441 (45) |
274 (28) |
15 |
45 |
206** (20) |
- |
- |
- |
- |
|
147*** (15) |
||||||||||
|
Св-04Х2МА |
КФ-16 |
392 (40) |
294 (30) |
16 |
45 |
294** (30) |
245** (25) |
15 |
40 |
- |
|
274*** (28) |
235*** (24) |
16 |
45 |
- |
||||||
|
Св-10Г2 |
КФ-27 |
372 (38) |
216 (22) |
16 |
50 |
- |
196 (20) |
- |
- |
- |
|
Св-12Х2Н2МА |
ФЦ-16, ФЦ-16А |
539 (55) |
422 (43) |
15 |
55 |
490 (50) |
392 (40) |
14 |
50 |
0 |
|
Св-12Х2Н2МАА |
||||||||||
|
Св-09ХГНМТА |
НФ-18М, КФ-30 |
539 (55) |
422 (43) |
15 |
55 |
490 (50) |
392 (40) |
14 |
50 |
0 |
|
Св-09ХГНМТАА-ВИ |
||||||||||
|
Св-08Х19Н10Г2Б |
ОФ-6, ФЦ-17 |
539 (55) |
343 (35) |
16 |
30 |
372 (38) |
225 (23) |
- |
- |
|
|
Св-04Х20Н10Г2Б (ЭП 762) |
ОФ-6, ФЦ-17 |
539 (55) |
343 (35) |
20 |
35 |
372 (38) |
225 (23) |
- |
- |
- |
|
Св-10Х16Н25АМ6 |
ОФ-6 |
539 (55) |
392 (40) |
13 |
15 |
392 (40) |
245 (25) |
- |
- |
- |
|
Св-04Х19Н11М3 |
ОФ-10, ФЦ-18 |
392 (40) |
245 (25) |
20 |
25 |
343 (35) |
167 (17) |
- |
- |
- |
|
Св-08Х19Н10Г2Б |
ОФ-10, ФЦ-18 |
490 (50) |
314 (32) |
20 |
30 |
353 (36) |
196 (20) |
- |
- |
- |
|
Св-04Х20Н10Г2Б (ЭП 762) |
ОФ-10, ФЦ-18 |
490 (50) |
265 (27) |
20 |
35 |
353 (36) |
176 (18) |
- |
- |
- |
|
Св-07Х25Н13 |
ОФ-10, ФЦ-18 |
422 (43) |
245 (25) |
13 |
15 |
353 (36) |
157 (16) |
- |
- |
- |
|
Св-01Х12Н2-ВИ |
ОФ-6, ФЦ-19 |
637 (65) |
490 (50) |
12 |
35 |
510 (52) |
442 (45) |
10 |
40 |
20 |
|
Св-03Х15Н35Г7М6Б |
ОФ-6 |
539 (55) |
343 (35) |
15 |
15 |
490 (50) |
294 (30) |
- |
25 |
- |
|
Св-04Х17Н10М2 |
ОФ-6 |
539 (55) |
294 (30) |
30 |
45 |
343**** (35) |
196*** (20) |
20**** |
45**** |
- |
|
Св-02Х17Н10М2-ВИ |
||||||||||
* Конкретное значение указывается в конструкторской документации.
** Значения приведены для температуры 450 °С.
*** Значения приведены для температуры 510 °С.
**** Значения приведены для температуры 530 °С.
Таблица П5.2. Механические свойства металла шва при электрошлаковой сварке после нормализации или закалки с последующим высоким отпуском
|
Марки сварочных материалов |
Минимальные показатели механических свойств при температуре |
Критическая
температура хрупкости |
||||||||
|
20 °C |
350 °C |
|||||||||
|
Проволока |
Флюс |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
|
|
Св-10ГН2МФА |
ОФ-6, ФЦ-21 |
539 (55) |
343 (35) |
16 |
55 |
490 (50) |
294 (30) |
14 |
50 |
(-10) - (+15)* |
|
Св-16Х2НМФТА (КП-50) |
ОФ-6, ФЦ-21 |
608 (62) |
490 (50) |
15 |
55 |
539 (55) |
441 (45) |
14 |
50 |
0 |
|
Св-16Х2НМФТА (КП-50) |
ОФ-6, ФЦ-21 |
549 (56) |
441 (45) |
15 |
55 |
490 (50) |
392 (40) |
12 |
45 |
0 |
|
04Х19Н11М3 |
ОФ-6 |
- |
196 (20) |
- |
- |
- |
117 (12)** |
|
|
|
* Конкретное значение указывается в конструкторской документации.
** Значения приведены для температуры 530 °С.
Таблица П5.3. Механические свойства металла шва и наплавленного металла при ручной дуговой сварке и наплавке покрытыми электродами после окончательного высокого отпуска
|
Марки электродов |
Минимальные показатели механических свойств при температуре |
Критическая
температура хрупкости |
|||||||
|
20 °С |
350 °С |
||||||||
|
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
УОНИИ 13/45 |
353 (36) |
216 (22) |
22 |
55 |
314 (32) |
176 (18) |
20 |
55 |
0 |
|
УОНИИ 13/45А |
353 (36) |
216 (22) |
22 |
60 |
314 (32) |
176 (18) |
22 |
55 |
-10 |
|
ЦУ-7, ЦУ-7А |
431 (44) |
255 (26) |
20 |
55 |
372 (38) |
216 (22) |
20 |
55 |
-10 |
|
УОНИИ 13/55 |
431 (44) |
255 (26) |
20 |
50 |
372 (38) |
216 (22) |
18 |
50 |
0 |
|
ПТ-30 |
539 (55) |
343 (35) |
16 |
55 |
490 (50) |
294 (30) |
14 |
50 |
(-10)-(+15)* |
|
РТ-45АА, РТ-45А, РТ-45Б |
539 (55) |
422 (43) |
15 |
55 |
510 (52) |
392 (40) |
14 |
50 |
0 |
|
ЭА-898/21Б, ЦТ-15К |
539 (55) |
343 (35) |
16 |
30 |
441 (45) |
245 (25) |
10 |
20 |
- |
|
ЗИО-8 |
539 (55) |
294 (30) |
13 |
15 |
392 (40) |
196 (20) |
10 |
13 |
- |
|
ЦЛ-25/1, ЦЛ-25/2 |
539 (55) |
294 (30) |
13 |
15 |
392 (40) |
196 (20) |
10 |
13 |
_ |
|
ЭА-395/9, ЦТ-10 |
588 (60) |
363 (37) |
13 |
15 |
490 (50) |
294 (30) |
10 |
13 |
- |
|
ЦЛ-51 |
637 (65) |
490(50) |
12 |
35 |
510 (52) |
442 (45) |
10 |
40 |
20 |
|
Н-10 |
392 (40) |
294 (30) |
16 |
45 |
294 (30)** |
245 (25)** |
15*** |
40*** |
- |
|
Н-6 |
441 (45) |
274 (28) |
15 |
45 |
- |
206 (21)** 147 (15)*** |
- |
- |
- |
|
Н-23, Н-25 |
539 (55) |
442 (43) |
15 |
55 |
490 (50) |
392 (40) |
14 |
50 |
0 |
|
Н-3, Н-3АА |
539 (55) |
392 (40) |
18 |
45 |
442 (45) |
353 (36) |
14 |
45 |
20 |
|
Н-20 |
392 (40) |
255 (26) |
20 |
50 |
353 (36) |
216 (22) |
18 |
50 |
0 |
|
ЭА-400/10У, ЭА-400/10Т |
539 (55) |
343 (35) |
18 |
30 |
431 (44) |
294 (30) |
- |
- |
- |
|
ЭА-855/51, ЭА-582/23 |
539 (55) |
343 (35) |
15 |
15 |
490 (50) |
294 (30) |
- |
- |
- |
|
А-1, А-1Т, А-2, А-2Т |
539 (55) |
294 (30) |
30 |
45 |
343 (35)**** |
196 (20)**** |
20**** |
45**** |
- |
* Конкретное значение указывается в конструкторской документации.
** Значения приведены для температуры 450 °С.
*** Значения приведены для температуры 510 °С.
**** Значения приведены для температуры 530 °С.
Таблица П5.4. Механические свойства металла шва и наплавленного металла после окончательного высокого отпуска при аргонодуговой сварке
|
Марки присадочной проволоки |
Минимальные показатели механических свойств при температуре |
Критическая
температура хрупкости |
|||||||
|
20 °С |
350 °С |
||||||||
|
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Св-08ГС |
431 (44) |
245 (25) |
18 |
55 |
392 (40) |
225 (23) |
13 |
50 |
0 |
|
Св-10ГНМА, Св-10ГН1МА |
539 (55) |
343 (35) |
16 |
55 |
490 (50) |
294 (30) |
14 |
50 |
(-10) - (+15)* |
|
Св-07Х25Н13 |
442 (45) |
245 (25) |
12 |
15 |
392 (40) |
176 (18) |
- |
- |
- |
|
Св-12Х2Н2МА, Св-12Х2Н2МАА, Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
539 (55) |
422 (43) |
15 |
55 |
490 (50) |
392 (40) |
14 |
50 |
0 |
|
Св-08Х19Н10Г2Б |
539 (55) |
343 (35) |
16 |
30 |
372 (38) |
225 (23) |
10 |
20 |
- |
|
Св-04Х20Н10Г2Б (ЭП 762) |
539 (55) |
343 (35) |
20 |
35 |
372 (38) |
225 (23) |
10 |
25 |
- |
|
Св-01Х12Н2-ВИ |
637 (65) |
490 (50) |
12 |
35 |
510 (52) |
441 (45) |
10 |
40 |
- |
|
Св-04Х19Н11М3, Св-02Х17Н10М2-ВИ, Св-04Х17Н10М2 |
539 (55) |
294 (30) |
30 |
45 |
343 (35) |
196 (20)**** |
20**** |
45**** |
- |
|
Св-04Х2МА |
392 (40) |
294 (30) |
16 |
45 |
294 (30)** |
245 (25)** |
15** |
40** |
- |
|
Св-08ХМФА |
441 (45) |
274 (23) |
15 |
45 |
- |
206 (21)** 147 (15)*** |
- |
- |
- |
* Конкретное значение указывается в конструкторской документации.
** Значения приведены для температуры 450 °С.
*** Значения приведены для температуры 510 °С.
**** Значения приведены для температуры 530 °С.
Таблица П5.5. Механические свойства наплавленного металла в исходном состоянии после сварки (наплавки)
|
Способ сварки |
Минимальные показатели механических свойств при температуре |
|
|||||||
|
Вид |
Марка |
20 °С |
350 °С |
|
|||||
|
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
|
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
Автоматическая под флюсом |
Проволока |
Св-08Х19Н10Г2Б |
588 (60) |
343 (35) |
20 |
25 |
392 (40) |
216 (22) |
|
|
Флюс |
ОФ-6 |
|
|||||||
|
Проволока |
Св-04Х20Н10Г2Б (ЭП 762) |
539 (55) |
343 (35) |
24 |
35 |
392 (40) |
216 (22) |
||
|
Флюс |
ОФ-6 |
490 (50) |
294 (30) |
25 |
35 |
353 (36) |
196 (20) |
|
|
|
Лента |
Св-08Х19Н10Г2Б |
|
|||||||
|
Флюс |
ОФ-10 |
490 (50) |
294 (30) |
25 |
35 |
353 (36) |
196 (20) |
|
|
|
Лента |
Св-04Х20Н10Г2Б (ЭП 762) |
||||||||
|
Флюс |
ОФ-10 |
570 (58) |
370 (38) |
18 |
35 |
275 (28) |
410 (42) |
|
|
|
Проволока |
Св-08Х19Н10М3Б |
|
|||||||
|
Флюс |
ОФ-6 |
|
|||||||
|
Ручная дуговая покрытыми электродами |
Электроды |
ЭА-898/21Б, |
539 (55) |
294 (30) |
23 |
40 |
392 (40) |
245 (25) |
|
|
ЦТ-15К |
|
||||||||
|
ЗИО-8, |
|
||||||||
|
ЦЛ-25/1, |
|
||||||||
|
ЦЛ-25/2 |
|
||||||||
|
Аргонодуговая |
Проволока |
Св-08Х19Н10Г2Б |
539 (55) |
343 (35) |
22 |
35 |
392 (40) |
216 (22) |
|
|
Св-04Х20Н10Г2Б |
539 (55) |
343 (35) |
22 |
35 |
392 (40) |
216 (22) |
|
||
Таблица П5.6. Механические свойства сварных соединений после окончательного высокого отпуска
|
Вид сварки |
Сварочные материалы |
Марки сталей сварных соединений |
Минимальные показатели механических свойств при температуре 20 °С |
|
|
Предел прочности Rm, МПа (кгс/мм2) |
Угол загиба, град |
|||
|
Автоматическая под флюсом, ручная дуговая покрытыми электродами, |
В соответствии с ПНАЭ Г-7-009-89 |
10ГН2МФА, 10ГН2МФАЛ |
539 (55) |
60 |
|
15Х2НМФА, 15Х2НМФА-А |
539 (55) |
60 |
||
|
аргонодуговая |
|
06X12НЗД |
637 (65) |
40 |
|
Электрошлаковая |
То же |
10ГН2МФА, 10ГН2МФАЛ 15Х2НМФА, |
539 (55) |
40 |
|
15Х2НМФА-А (КП-50) |
608 (62) |
60 |
||
|
15Х2НМФА (КП-45) |
549 (56) |
60 |
||
Таблица П5.7. Механические свойства металла шва и наплавленного металла при автоматической сварке под флюсом
|
Марки применяемых сварочных материалов |
Минимальные показатели механических свойств при температуре 20 °С |
Критическая
температура хрупкости |
||||||||
|
В исходном состоянии после сварки |
После термической обработки |
|||||||||
|
Проволока или лента |
Флюс |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
Предел прочности Rm, МПа (кгс/мм2) |
Предел текучести Rp0,2, МПа (кгс/мм2) |
Относительное удлинение А, % |
Относительное сужение z, % |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Св-08АА, |
ОСЦ-45, |
412 (42) |
226 (23) |
18 |
50 |
См. табл. П5.1 |
||||
|
Св-08А |
АН-348А |
|
|
18 |
50 |
392 (40) |
235 (24) |
18 |
55 |
0 |
|
Св-06А |
НФ-18М |
432 (44) |
245 (25) |
|
|
|
|
|
|
|
|
Св-08ГА Св-10ГА |
ОСЦ-45, АН-348-А |
432 (44) |
245 (25) |
18 |
50 |
392 (40) |
235 (24) |
18 |
50 |
0 |
|
Св-08ГС, Св-12ГС |
ФЦ-11 |
452 (46) |
255 (26) |
18 |
50 |
432 (44) |
245 (25) |
18 |
50 |
0 |
|
Св-08ГСМТ |
ОСЦ-45, |
452 (46) |
255 (26) |
18 |
50 |
432 (44) |
245 (25) |
18 |
50 |
0 |
|
АН-348-А |
||||||||||
|
АН-42, |
||||||||||
|
АН-42М |
||||||||||
|
КФ-30 |
452 (46) |
294 (30) |
16 |
50 |
422 (43) |
275 (28) |
15 |
50 |
0 |
|
|
Св-10НМА |
ФЦ-11, ФЦ-16 |
510 (52) |
324 (33) |
16 |
50 |
471 (48) |
314 (32) |
16 |
55 |
-10 |
|
Св-08ГС |
КФ-30 |
432 (44) |
275 (28) |
20 |
55 |
412 (42) |
235 (24) |
18 |
55 |
-20 |
|
Св-10ГНМА |
ФЦ-11 |
549 (56) |
354 (36) |
16 |
50 |
539 (55) |
343 (35) |
16 |
55 |
0 |
|
Св-08ХМ |
ФЦ-11, АН-42 |
- |
- |
- |
- |
471 (48) |
314 (32) |
18 |
55 |
0 |
|
Св-08ХМФА |
ФЦ-11, |
- |
- |
- |
- |
491 (50) |
343 (35) |
16 |
50 |
+10 |
|
ФЦ-16 |
491 (50) |
343 (35) |
18 |
55 |
0 |
|||||
|
Св-06Х14 |
АН-22 |
- |
- |
- |
- |
588 (60) |
412 (42) |
14 |
45 |
+10 |
|
Св-04Х19Н11М3 |
ФЦ-17, ОФ-6 |
491 (50) |
245 (25) |
25 |
35 |
392 (40) |
245 (25) |
20 |
25 |
- |
ПРИЛОЖЕНИЕ 6
ТРЕБОВАНИЯ К ХИМИЧЕСКОМУ СОСТАВУ НАПЛАВЛЕННОГО МЕТАЛЛА
Таблица П6.1. Химический состав наплавленного металла при автоматической сварке и наплавке под флюсом
|
Химический состав, % |
|||||
|
Проволока или лента |
Флюс |
Углерод |
Кремний |
Марганец |
Хром |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Св-08А |
АН-42 |
£ 0,11 |
0,15 - 0,55 |
0,6 - 1,2 |
£ 0,15 |
|
Св-08А |
АН-42М |
£ 0,11 |
0,15 - 0,55 |
0,6 - 1,2 |
£ 0,15 |
|
Св-08А |
ФЦ-16 |
£ 0,11 |
0,15 - 0,40 |
0,45 - 0,85 |
£ 0,15 |
|
Св-06А |
АН-42 |
0,04 - 0,11 |
0,2 - 0,6 |
0,6 - 1,2 |
£ 0,15 |
|
Св-06А |
АН-42М |
0,04 - 0,11 |
0,2 - 0,6 |
0,6 - 1,2 |
£ 0,15 |
|
Св-08ГС |
ФЦ-16 |
0,05 - 0,11 |
0,6 - 0,9 |
1,3 - 1,7 |
£ 0,20 |
|
Св-10ГНМА |
ФЦ-16 |
0,05 - 0,11 |
0,15 - 0,45 |
0,7 - 1,3 |
£ 0,30 |
|
Св-10ГН1МА |
ФЦ-16 |
0,05 - 0,11 |
0,20 - 0,50 |
0,9 - 1,5 |
£ 0,30 |
|
Св-08АА |
АН-42 |
£ 0,11 |
0,15 - 0,55 |
0,6 - 1,2 |
£ 0,15 |
|
Св-08АА |
АН-42М |
£ 0,11 |
0,15 - 0,55 |
0,6 - 1,2 |
£ 0,15 |
|
Св-08АА |
ФЦ-16 |
£ 0,11 |
0,15 - 0,40 |
0,45 - 0,85 |
£ 0,15 |
|
Св-12Х2Н2МА |
ФЦ-16, ФЦ-16 |
0,06 - 0,12 |
0,5 - 0,45 |
0,65 - 1,10 |
1,40 - 2,1 |
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
НФ-18М |
0,04 - 0,10 |
0,15 - 0,45 |
0,45 - 1,10 |
1,2 - 2,0 |
|
Св-12Х2Н2МАА |
ФЦ-16А |
0,06 - 0,12 |
0,15 - 0,45 |
0,65 - 1,10 |
1,4 - 2,1 |
|
Св-07Х25Н13 |
ОФ-10 |
£ 0,09 |
0,30 - 1,2 |
0,8 - 2,0 |
22 - 26,5 |
|
Св-08ГС |
КФ-30 |
0,12 |
0,30 - 0,70 |
0,7 - 1,4 |
£ 0,20 |
|
Св-08ГСМТ |
КФ-30 |
0,12 |
0,20 - 0,60 |
0,6 - 1,2 |
£ 0,20 |
|
Св-10ГН1МА |
КФ-30 |
0,12 |
0,15 - 0,40 |
0,4 - 1,0 |
£ 0,30 |
|
Св-10ХМФТ |
АН-42 |
0,04 - 0,12 |
0,20 - 0,60 |
0,6 - 1,3 |
1,2 - 1,8 |
|
Св-10ХМФТУ |
АН-42М |
0,04 - 0,12 |
0,20 - 0,60 |
0,6 - 1,3 |
1,2 - 1,8 |
|
Св-08Х19Н10М3Б |
ОФ-6 |
£ 0,10 |
£ 0,80 |
0,8 - 2,0 |
17,0 - 20,0 |
|
Св-03Х15Н35Г7М6Б |
ОФ-6 |
£ 0,03 |
£ 0,90 |
5,0 - 7,5 |
13,0 - 16,0 |
|
Св-10Г2 |
КФ-27 |
£ 0,12 |
£ 0,3 |
0,7 - 1,4 |
- |
|
Св-04Х2МА |
КФ-16 |
£ 0,08 |
£ 0,4 |
0,5 - 0,9 |
1,4 - 2,2 |
|
Св-08Х19Н10Г2Б |
ОФ-10, ОФ-6, ФЦ-17, ФЦ-18 |
£ 0,10 |
£ 1 |
1,3 - 2,2 |
17,5 - 20,5 |
|
Св-04Х20Н10Г2Б (ЭП 762) |
ОФ-10, ОФ-6, ФЦ-17 |
£ 0,05 |
£ 1 |
1,3 - 2,2 |
17,5 - 20,5 |
|
Св-04Х19Н11М3 |
ОФ-10, ОФ-6, ФЦ-17, ФЦ-18 |
£ 0,08 |
0,3 - 1,2 |
0,8 - 2,0 |
16 - 20 |
|
Св-10Х16Н25АМ6 |
ОФ-6 |
0,05 - 0,12 |
1,0 |
0,8 - 2,0 |
14 - 17 |
|
Св-01Х12Н2Н2-ВН |
ОФ-6, ФЦ-19 |
£ 0,035 |
0,15 - 0,55 |
0,20 - 0,75 |
11,0 - 13,5 |
|
Св-08АА, Св-08А |
ОСЦ-45, АН-348-А |
£ 0,11 |
0,15 - 0,60 |
0.6 - 1,3 |
- |
|
Св-06А |
НФ-18 |
0,14 - 0,11 |
0,20 - 0,60 |
0,6 - 1,2 |
- |
|
Св-08ГА, |
ОСЦ-45, |
0,04 - 0,11 |
0,15 - 0,60 |
0,8 - 1,5 |
- |
|
Св-10ГА |
АН-348-А |
0,04 - 0,11 |
0,15 - 0,45 |
0,7 - 1,4 |
- |
|
Св-08ГС, Св-12ГС |
ФЦ-11 |
0,04 - 0,14 |
0,55 - 1,00 |
0,8 - 1,7 |
- |
|
Св-08ГСМТ |
ОСЦ-45, АН-348-А, АН-42 |
0.04 - 0,11 |
0,40 - 0,80 |
1,0 - 1,5 |
- |
|
Св-10НМА, Св-10ГНМА |
ФЦ-11, ФЦ-16, ФЦ-11 |
0,04 - 0,12 0,04 - 0,11 |
0,15 - 0,60 0,15 - 0,50 |
0,5 - 1,5 0,5 - 1,5 |
- |
|
Св-08ХМ |
ФЦ-11, АН-42 |
0,04 - 0,11 |
0,15 - 0,50 |
0,5 - 1,0 |
0,8 - 1,2 |
|
Св-08ХМФА |
ФЦ-11, ФЦ-16 |
0,04 - 0,11 0,04 - 0,11 |
0,15 - 0,50 0,15 - 0,45 |
0,5 - 1,0 0,4 - 0,8 |
0,8 - 1,2 0,8 - 1,2 |
|
Св-10ХМФТ |
АН-42 |
0,05 - 0,13 |
0,15 - 0,50 |
0,5 - 1,0 |
1,3 - 1,8 |
|
Св-06Х14 |
АН-22М |
£ 0,09 |
0,30 - 0,80 |
0,4 - 1,0 |
12,5 - 15,0 |
Продолжение табл. П6.1.
|
Проволока или лента |
Флюс |
Никель |
Молибден |
Титан |
Ниобий |
Сера |
Фосфор |
Медь |
|
Не более |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Св-08А |
АН-42 |
£ 0,25 |
- |
- |
- |
0,035 |
0,042 |
0,25 |
|
Св-08А |
АН-42М |
£ 0,25 |
- |
- |
- |
0,035 |
0,035 |
0,25 |
|
Св-08А |
ФЦ-16 |
£ 0,25 |
- |
- |
- |
0,035 |
0,035 |
0,25 |
|
Св-06А |
АН-42 |
£ 0,25 |
- |
- |
- |
0,030 |
0,042 |
0,25 |
|
Св-06А |
АН-42М |
£ 0,25 |
- |
- |
- |
0,030 |
0,035 |
0,25 |
|
Св-08ГС |
ФЦ-16 |
£ 0,30 |
- |
- |
- |
0,030 |
0,035 |
0,25 |
|
Св-10ГНМА |
ФЦ-16 |
1,4 - 1,18 |
04 - 0,7 |
- |
- |
0,030 |
0,030 |
0,25 |
|
Св-10ГН1МА |
ФЦ-16 |
1,4 - 1,18 |
0,45 - 0,75 |
- |
- |
0,030 |
0,030 |
0,25 |
|
Св-08АА |
АН-42 |
£ 0,25 |
- |
- |
- |
0,025 |
0,035 |
0,25 |
|
Са-08АА |
АН-42М |
£ 0,25 |
- |
- |
- |
0,025 |
0,025 |
0,25 |
|
Св-08АА |
ФЦ-16 |
£ 0,25 |
- |
- |
- |
0,025 |
0,025 |
0,25 |
|
Св-12Х2Н2МА |
ФЦ-16 |
1,20 - 1,90 |
0,45 - 0,75 |
- |
- |
0,020 |
0,025 |
0,15 |
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
НФ-18М |
1,0 - 1,5 |
0,40 - 0,70 |
0,01 - 0,06 |
- |
0,020 |
0,025 |
0,15 |
|
Св-12Х2Н2МАА |
ФЦ-16А |
1,2 - 1,9 |
0,45 - 0,75 |
- |
- |
0,015 |
0,012 |
0,08 |
|
Св-07Х25Н13 |
ОФ-10 |
11 - 14 |
- |
- |
- |
0,020 |
0,030 |
- |
|
Св-08ГС |
КФ-30 |
£ 0,30 |
- |
£ 0,06 |
- |
- |
- |
- |
|
Св-08ГСМТ |
КФ-30 |
£ 0,30 |
0,15 - 0,40 |
£ 0,06 |
- |
- |
- |
- |
|
Св-10ГН1МА |
КФ-30 |
1,2 - 1,8 |
0,40 - 0,75 |
£ 0,03 |
- |
- |
- |
- |
|
Св-10ХМФТ |
АН-42 |
£ 0,30 |
0,35 - 0,70 |
£ 0,05 |
- |
0,015 |
0,042 |
0,25 |
|
Св-10ХМФТУ |
АН-42М |
£ 0,30 |
0,35 - 0,70 |
£ 0,05 |
- |
0,015 |
0,012 |
0,10 |
|
Св-08Х19Н10М3Б |
ОФ-6 |
8,5 - 11,0 |
1,7 - 3,0 |
- |
0,6 - 1,12 |
0,02 |
0,03 |
- |
|
Св-03Х15Н35Г7М6Б |
ОФ-6 |
33,0 - 36,0 |
5,0 - 7,5 |
- |
1,2 - 1,8 |
0,02 |
0,03 |
- |
|
Св-10Г2 |
КФ-27 |
- |
- |
0,01 - 0,05 |
- |
0,03 |
0,03 |
- |
|
Св-04Х2МА |
КФ-16 |
£ 0,25 |
0,4 - 0,7 |
0,01 - 0,05 |
- |
0,025 |
0,035 |
- |
|
Св-08Х19Н10Г2Б |
ОФ-10, ОФ-6 |
8,0 - 11,0 |
- |
- |
0,7 - 1,2 |
0,020 |
0,030 |
- |
|
Св-04Х20Н10Г2Б (ЭП 762) |
ОФ-10, ОФ-6 |
8,0 - 11,0 |
- |
- |
0,7 - 1,2 |
0,020 |
0,030 |
- |
|
Св-04Х19Н11М3 |
ОФ-10, ОФ-6 |
9 - 12 |
1,5 - 3,0 |
- |
- |
0,020 |
0,030 |
- |
|
Св-10Х16Н25АМ6 |
ОФ-6 |
23 - 27 |
5 - 7 |
- |
- |
0,020 |
0,030 |
- |
|
Св-01Х12Н2-ВН |
ОФ-6 |
1,6 - 2,5 |
- |
- |
- |
0,020 |
0,030 |
- |
|
Св-08АА, Св-08А |
ОСЦ-45, АН-348-А |
- |
- |
- |
- |
0,035 |
0,045 |
- |
|
Св-06А |
НФ-18 |
- |
- |
- |
- |
0,030 |
0,035 |
- |
|
Св-08ГА, Св-10ГА |
ОСЦ-45, АН-348-А |
- |
- - |
- - |
- - |
0,030 0,030 |
0,045 0,035 |
- |
|
Св-08ГС, Св-12ГС |
ФЦ-11 |
- |
- |
- |
- |
0,030 |
0,040 |
- |
|
св-08гсмт |
ОСЦ-45, АН-348-А, АН-42 |
- |
0,15 - 0,40 |
- |
- |
0,030 |
0,045 |
- |
|
Св-10НМА |
ФЦ-11, ФЦ-16 |
0,9 - 1,5 |
0,30 - 0,55 |
- |
- |
0,030 |
0,045 |
- |
|
Св-10ГНМА |
ФЦ-11 |
1,4 - 1,8 |
0,40 - 0,70 |
- |
- |
0,030 |
0,040 |
- |
|
св-08хм |
ФЦ-11, АН-42 |
- |
0,40 - 0,70 |
- |
- |
0,030 |
0,040 |
- |
|
Св-08ХМФА |
ФЦ-11 ФЦ-16 |
- - |
0,40 - 0,70 0,40 - 0,70 |
- - |
- - |
0,030 0,030 |
0,035 0,030 |
- - |
|
Св-10ХМФТ |
АН-42 |
- |
0,35 - 0,60 |
- |
- |
0,035 |
0,040 |
- |
|
Св-06Х14 |
АН-22 |
£ 0,6 |
- |
- |
- |
0,030 |
0,040 |
- |
Таблица П6.2. Химический состав при электрошлаковой сварке
|
Марки применяемых сварочных материалов |
Химический состав, % |
|||||||
|
Проволока |
Флюс |
Углерод |
Кремний |
Марганец |
Хром |
Никель |
||
|
Св-10ГН2МФА |
ОФ-6, ФЦ-21 |
0,07 - 0,12 |
0,15 - 045 |
0,5 - 1,1 |
0,3 |
1,9 - 2,8 |
||
|
Св-16Х2НМФТА |
ОФ-6, ФЦ-21 |
0,12 - 0,18 |
0,15 - 0,45 |
0,4 - 1,0 |
1,6 - 2,3 |
1,0 - 1,5 |
||
|
Св-04Х19Н11М3 |
ОФ-6 |
£ 0,6 |
0,6 |
1,0 - 2,0 |
18,0 - 20,0 |
10,0 - 12,0 |
||
|
Марки применяемых сварочных материалов |
Химический состав, % |
|||||||
|
Проволока |
Флюс |
Углерод |
Кремний |
Марганец |
Сера |
Фосфор |
Медь |
|
|
Не более |
||||||||
|
Св-10ГН2МФА |
ОФ-6 |
0,4 - 0,1 |
0,02 - 0,08 |
- |
0,02 |
0,025 |
0,30 |
|
|
Св-16Х2НМФТА |
ОФ-6 |
0,4 - 0,7 |
0,03 - 0,12 |
0,02 - 0,10 |
0,02 |
0,020 |
0,25 |
|
|
Св-04Х19Н11М3 |
ОФ-6 |
2,0 - 3,0 |
- |
- |
0,018 |
0,025 |
- |
|
Таблица П6.3. Химический состав наплавленного металла при аргонодуговой сварке
|
Химический состав, % |
||||||
|
Углерод |
Кремний |
Марганец |
Хром |
Никель |
Молибден |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Св-08ГС |
£0,1 |
0,4-0,8 |
1,1-1,7 |
- |
- |
- |
|
Св-10ГНМА |
0,05-0,12 |
£0,3 |
0,5-1,1 |
£0,3 |
1,4-1,8 |
0,45-0,70 |
|
Св-10ГН1МА |
0,05-0,12 |
0,1-0,4 |
0,9-1,5 |
0,3 |
1,4-1,8 |
0,50-0,75 |
|
Св-12Х2Н2МА |
0,05-0,14 |
£0,3 |
0,6-1,2 |
1,4-2,1 |
1,2-1,9 |
0,50-0,70 |
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
0,05-0,12 |
0,1-0,4 |
0,5-1,0 |
1,4-2,1 |
1,4-2,1 |
0,45-0,70 |
|
Св-12Х2Н2МАА |
0,06-0,13 |
£0,3 |
0,6-1,2 |
1,4-2,1 |
1,2-1,9 |
0,40-0,70 |
|
Св-08Х19Н10Г2Б |
£0,10 |
£0,6 |
1,5-2,2 |
18,0-20,5 |
9,0-10,5 |
- |
|
Св-04Х20Н10Г2Б (ЭП 762) |
£0,05 |
£0,6 |
1,5-2,2 |
18,0-20,5 |
9,0-10,5 |
- |
|
Св-06А |
0,04-0,10 |
0,15-0,50 |
0,4-0,7 |
- |
- |
- |
|
Св-08Г2С |
0,04-0,11 |
0,60-0,95 |
1,7-2,1 |
|
- |
- |
|
Св-08ХМ |
0,04-0,10 |
£0,30 |
0,3-0,6 |
0,8-1,2 |
- |
0,4-0,7 |
|
Св-08ХГСМА |
0,04-0,10 |
0,35-0,70 |
1,0-1,5 |
0,8-1,2 |
- |
0,4-0,7 |
|
Св-08ХГСМФА |
0,04-0,10 |
0,35-0,70 |
1,1-1,5 |
0,9-1,3 |
- |
0,4-0,7 |
|
Св-04Х2МА |
£0,06 |
£0,35 |
0,3-0,7 |
1,7-2,2 |
- |
0,4-0,7 |
|
Св-06Х14 |
£0,08 |
0,20-0,70 |
0,2-0,7 |
12,5-15,0 |
£0,6 |
- |
|
Св-10Х11НВМФ |
0,06-0,13 |
0,20-0,60 |
0,3-0,7 |
10,3-12,0 |
0,7-1,1 |
0,9-1,3 |
|
Св-04Х19Н11М3 |
£0,06 |
£0,60 |
0,9-2,0 |
17,8-20,0 |
9,8-12,0 |
1,8-3,0 |
|
Св-10Х16Н25АМ6 |
0,06-0,12 |
£0,60 |
0,9-2,0 |
14,8-17,0 |
24,8-27,0 |
5,2-7,0 |
|
Св-07Х25Н13 |
£0,09 |
0,14-1,0 |
0,9-2,0 |
22,8-26,0 |
11,8-14,0 |
- |
|
Св-08ХМФА |
0,04-0,10 |
£0,30 |
0,3-0,6 |
0,8-1,2 |
- |
0,4-0,7 |
|
Св-01Х12Н2-ВИ |
£0,025 |
0,15-0,50 |
0,2-0,7 |
11,0-13,5 |
1,6-2,5 |
- |
|
Св-04Х17Н10М2 |
£0,09 |
£0,7 |
1,0-2,0 |
16,0-18,0 |
9,0-11,5 |
1,0-2,0 |
|
Св-02Х17Н10М2-ВИ |
£0,06 |
£0,7 |
1,0-2,0 |
16,0-0,18 |
9,0-11,0 |
1,0-2,0 |
|
Св-03Х15Н35Г7М6Б |
£0,03 |
£0,03 |
6,0-7,5 |
14,0-16,0 |
34,0-35,0 |
6,0-7,5 |
Продолжение табл. П6.3.
|
Марка применяемой сварочной проволоки |
Химический состав, % |
|||||
|
Ванадий |
Вольфрам |
Ниобий |
Сера |
Фосфор |
Медь |
|
|
Не более |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Св-08ГС |
- |
- |
- |
0,025 |
0,030 |
0,25 |
|
Св-10ГНМА |
- |
- |
- |
0,015 |
0,020 |
0,25 |
|
Св-10ГН1МА |
- |
- |
- |
0,020 |
0,020 |
0,25 |
|
Св-12Х2Н2МА |
- |
- |
- |
0,015 |
0,012 |
0,10 |
|
Св-09ХГНМТА, Св-09ХГНМТАА-ВИ |
- |
- |
- |
0,012 |
0,010 |
0,08 |
|
Св-12Х2Н2МАА |
- |
- |
- |
0,012 |
0,010 |
- |
|
Св-08Х19Н10Г2Б |
- |
- |
0,7 - 1,3 |
0,020 |
0,030 |
- |
|
Св-04Х20Н10Г2Б (ЭП 762) |
- |
- |
0,7 - 1,3 |
0,020 |
0030 |
- |
|
Св-06А |
- |
- |
- |
0,020 |
0,025 |
- |
|
Св-08Г2С |
- |
- |
- |
0,025 |
0,030 |
- |
|
Св-08ХМ |
- |
- |
- |
0,025 |
0,030 |
- |
|
Св-08ХГСМА |
0,10 - 0,30 |
- |
- |
0,025 |
0,025 |
- |
|
св-08хгсмФА |
0,15 - 0,35 |
- |
- |
0,025 |
0,025 |
- |
|
Св-04Х2МА |
- |
- |
- |
0,020 |
0,025 |
- |
|
Св-06Х14 |
- |
- |
- |
0,025 |
0,030 |
- |
|
Св-10Х11НВМФ |
0,20 - 0,50 |
1,0 - 1,4 |
- |
0,025 |
0,030 |
- |
|
Св-04Х19Н11М3 |
- |
- |
- |
0,018 |
0,025 |
- |
|
Св-10Х16Н25АМ6 |
- |
- |
- |
0,018 |
0,025 |
- |
|
Св-07Х25Н13 |
- |
- |
- |
0,018 |
0,025 |
- |
|
Св-08ХМФА |
0,10 - 0,30 |
- |
- |
0,025 |
0,025 |
- |
|
Св-01Х12Н2-ВИ |
- |
- |
- |
0,020 |
0,030 |
- |
|
Св-04Х17Н10М2 |
Титан 0,03 |
Алюминий £ 0,1 |
- |
0,020 |
0,025 |
0,20 |
|
Св-02Х17Н10М2-ВИ |
- |
- |
- |
0,020 |
0,020 |
- |
|
Св-03Х15Н35Г7М6Б |
- |
- |
1,2 - 1,8 |
0,020 |
0,030 |
- |
СОДЕРЖАНИЕ