

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СТАМЕСКИ ПЛОСКИЕ
И ПОЛУКРУГЛЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1184-80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
содержание
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАМЕСКИ ПЛОСКИЕ И ПОЛУКРУГЛЫЕ Технические условия Woodworking
chisels and gouges. |
ГОСТ Взамен |
Дата введения 01.01.82
Ограничение срока действия снято по решению Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
* Переиздание (март 1994 г.) с Изменениями № 1, 2, 3, утвержденными в июне и в ноябре 1986 г., феврале 1989 г, (ИУС 9-86, 2-87, 5-89)
Настоящий стандарт распространяется на плоские стамески, предназначенные для выборки и зачистки гнезд, пазов, шипов, снятия фасок, и полукруглые стамески, предназначенные для выборки и зачистки закругленных шипов и обработки вогнутых и выпуклых поверхностей при выполнении столярных работ по деревообработке.
Стандарт полностью соответствует международному стандарту ИСО 2729-73.
1. ОСНОВНЫЕ РАЗМЕРЫ
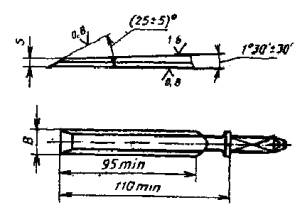
1.1. Основные размеры стамесок в сборе и полотен должны соответствовать указанным:
плоских - на черт. 1, 2 и в табл. 1, 2;
полукруглых - на черт. 3, 4 и в табл. 3, 4.
(Измененная редакция, Изм. № 1, 3).
1.2. Конструктивные элементы деталей плоских и полукруглых стамесок указаны в рекомендуемом приложении.
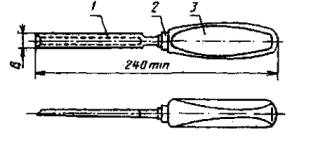
1 - полотно; 2 - колпачок; 3 - рукоятка
Черт. 1
Таблица 1
|
В, мм |
Масса, кг, не более |
В, мм |
Масса, кг, не более |
В, мм |
Масса, кг, не более |
|
4 |
0,100 |
12 |
0,160 |
25 |
0,250 |
|
6 |
0,130 |
16 |
0,190 |
32 |
0,300 |
|
8 |
0,140 |
18 |
0.210 |
40 |
0,350 |
|
10 |
0,150 |
20 |
0,220 |
50 |
0,400 |
Пример условного обозначения плоской стамески с полотном шириной В = 20 мм:
Стамеска плоская 20 ГОСТ 1184-80
Полотно (поз. 1)
мм
|
В |
s |
|||||
|
Поле допуска js 15 |
||||||
|
4; |
6; |
8; |
10 |
3 |
||
|
12; |
16; |
18; |
4 |
|||
|
20; |
25; |
32; |
||||
|
40; |
50 |
|
||||
Примечание. Допускается по заказу потребителя стамески шириной полотна В = 6, 8, 10 мм изготовлять толщиной s = 4 мм.
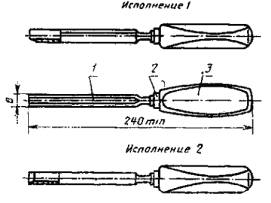
1 - полотно; 2 - колпачок; 3 - рукоятка
|
В, мм |
Масса, кг, не более |
В, мм |
Масса, кг, не более |
В, мм |
Масса, кг, не более |
|
4 |
0,090 |
12 |
0,150 |
25 |
0,240 |
|
6 |
0,110 |
16 |
0,180 |
32 |
0,290 |
|
8 |
0,130 |
18 |
0,200 |
40 |
0,340 |
|
10 |
0,140 |
20 |
0,210 |
|
|
Пример условного обозначения полукруглой стамески с полотном шириной В = 20 мм, исполнения 1:
Стамеска полукруглая 1-20 ГОСТ 1184-80
То же, исполнения 2:
Стамеска полукруглая 2-20 ГОСТ 1184-80
Полотно (поз. 1)
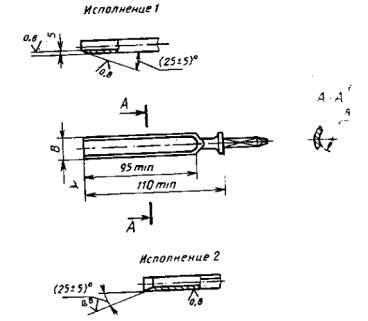
Черт. 4
Таблица 4
мм
|
В |
s |
R |
В |
s |
R |
||
|
Поле допуска js 15 |
Номин. |
Пред. откл. |
Поле допуска js 15 |
Номин. |
Пред. откл. |
||
|
4 |
2,0 |
3 |
±6 |
18 |
2,5 |
10 |
±0,9 |
|
6 |
4 |
20 |
3,0 |
12 |
|||
|
8 |
5 |
25 |
14 |
||||
|
10 |
2,5 |
32 |
16 |
||||
|
12 |
6 |
40 |
18 |
||||
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Стамески должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации и образцам-эталонам, утвержденным в установленном порядке.
2.2. Полотна должны быть изготовлены из стали марок 9ХФ, 9ХС, ХВГ по ГОСТ 5950-73, допускается изготовлять полотна из стали марок У7, У7А, У8, У8А по ГОСТ 1435-74 и из стали марок 60Г, 65Г, 70Г по ГОСТ 14959-79 или из стали других марок по механическим свойствам не ниже указанных.
2.3. Рукоятки должны изготовляться из древесины дуба, бука, граба, клена, белой акации, ясеня, березы по ГОСТ 2695-83. Древесина должна быть здоровой, без трещин, гнили, проростости и червоточин, с влажностью не более 12%. На рукоятках допускаются сросшиеся здоровые сучки диаметром не более 4 мм, количество сучков - не более 2 шт. Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695-83.
Деревянные рукоятки для стамесок должны иметь колпачки.
Допускается изготовлять рукоятки из ударопрочной пластмассы и других ударопрочных материалов, обеспечивающих прочность и надежность в эксплуатации.
На рукоятке не должно быть острых углов и неровностей.
2.2, 2.3. (Измененная редакция, Изм. № 1, 3).
2.4. Колпачки должны изготовляться из стали марок 08кп, 10кп или 10 по ГОСТ 1050-88, допускается, изготовление колпачков из стали марок Ст0, Ст1, Ст2, Ст3 по ГОСТ 380-88.
2.5. Хвостовик должен иметь форму, обеспечивающую надежное крепление полотна к рукоятке:
усилие стаскивания рукоятки должно быть не менее 686 Н;
крутящий момент, приложенный к рукоятке, должен быть не менее 9,8 Н·м, а для стамесок шириной b≤10 мм - не менее 5,5 Н·м.
(Измененная редакция, Изм. № 3).
2.6. Твердость стамесок на длине не менее 0,7 рабочей части полотна, измеренной от режущей кромки, должна быть:
для полотен из стали марок 9ХФ, 9ХС, ХВГ - 60... 65 HRCэ,
» » » » » У7, У7А, У8, У8А, 60Г, 65Г, 70Г- 58...63 HRCэ.
(Измененная редакция, Изм. № 1, 3).
2.7. Режущая кромка должна быть остро заточена.
2.8. Допуск плоскостности рабочей части полотна, должен быть не более 0,8 мм.
(Измененная редакция, Изм. № 3).
2.9. Допуск соосности оси хвостовика относительно оси полотна стамески не должен превышать, мм:
для стамесок с шириной полотна 4-10 мм . . . . . .0,5
» » » » » 12-50 мм . . . . . 1,0.
2.10. (Исключен, Изм. № 3).
2.11. Деревянные рукоятки должны быть покрыты лаком. Лакокрасочные покрытия должны соответствовать классу IV по ГОСТ 9.032-74, условия эксплуатации - группе У2 по ГОСТ 9.104-79.
(Измененная редакция, Изм. № 3).
2.12. Полотна и колпачки должны иметь защитные покрытия по ГОСТ 9.306-85. Покрытия должны соответствовать ГОСТ 9.301-86, условия эксплуатации группе 3 по ГОСТ 15150-69.
Допускаются другие виды защитно-декоративных покрытий по ГОСТ 9.306-85. Рукоятки из пластмассы допускается изготовлять без защитного покрытия.
(Измененная редакции, Изм. № 1, 3).
2.13. (Исключен, Изм. № 3).
2.14. Полный установленный срок службы стамесок должен быть не менее, 36 мес.
2.15. Срок службы стамесок, .считается исчерпанным, если уменьшение длины рабочей части полотна стамески в результате переточки составило половину ее длины.
Переточка стамесок производится при достижении величины износа по передней поверхности равной 0,1 мм.
2.14, 2.15. (Введены дополнительно, Изм. № 1).
2.16. На каждой стамеске должно быть четко нанесено:
товарный знак предприятия-изготовителя;
ширина полотна;
цена (для розничной продажи).
Способ нанесения маркировки должен обеспечивать ее сохранность в течение всего срока службы стамесок.
2.17. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088-83.
2.18. Для защиты поверхностей стамесок от коррозии при транспортировании и хранении должны применяться варианты противокоррозионной защиты ВЗ-1 и внутренней упаковки ВУ-1, ВУ-2 по ГОСТ 9.014-78.
Допускается применение других видов внутренней упаковки.
2.19. Остальные требования к маркировке и упаковке - по ГОСТ 18088-83.
2.16-2.19. Введены дополнительно, Изм. № 3).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Конструкция рукоятки должна обеспечивать удобный захват рукой. На рукоятке не должно быть острых углов и неровностей.
3.2. Форма и размер бурта должны обеспечивать достаточную опору для рукоятки. На нем не должно быть острых углов, которые могут поранить руку.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для контроля соответствия стамесок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания.
4.2. Стамески на контроль и приемку предъявляют партиями.
Партия стамесок должна состоять из стамесок одного типоразмера, изготовленных из одного материала, по одному технологическому процессу и предъявленных к приемке по одному документу.
4.3. Приемочный контроль должен состоять из сплошного и выборочного контроля.
При сплошном контроле проверяют соответствие стамесок требованиям пп. 2.1, 2.7, 2.11 (в части соответствия образцам-эталонам).
При проверке стамесок на соответствие требованиям пп. 1.1, 2.2, 2.3, 2.4, 2.5, 2.6, 2.8, 2.9, 2.12 должен применяться двухступенчатый план контроля в соответствии с табл. 4а.
Партия стамесок считается прошедшей приемочный контроль, если число дефектных стамесок в выборке на первой ступени будет меньше или равно приемочному числу, указанному в табл. 4а, и партия считается не прошедшей приемочный контроль, если число дефектных стамесок в выборке на первой ступени равно или больше браковочного числа, указанного в табл. 4а.
Если число дефектных стамесок в выборке на первой ступени контроля является больше приемочного числа и меньше браковочного числа, то следует перейти к контролю на второй ступени.
Партию принимают, если количество дефектных стамесок в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных стамесок в двух выборках больше или равно браковочному числу.
Таблица 4а
|
Объем партии, шт. |
Ступени контроля |
Объем выборок, шт. |
Объем двух выборок, шт. |
Приемочное число |
Браковочное число |
|
51-90 |
1 |
8 |
16 |
0 |
2 |
|
2 |
8 |
1 |
2 |
||
|
91-150 |
1 |
13 |
26 |
0 |
3 |
|
2 |
13 |
3 |
4 |
||
|
151-280 |
1 |
20 |
40 |
1 |
4 |
|
2 |
20 |
4 |
5 |
||
|
281-500 |
1 |
32 |
64 |
2 |
5 |
|
2 |
32 |
6 |
7 |
||
|
501-1200 |
1 |
50 |
100 |
3 |
7 |
|
2 |
50 |
8 |
9 |
||
|
1201-3200 |
1 |
80 |
160 |
5 |
9 |
|
2 |
80 |
12 |
13 |
4.1-4.3. (Измененная редакция, Изм. № 3).
4.4. При периодических испытаниях должны проводиться испытания стамесок на прочность и на изгиб (плоские стамески) в соответствии с требованиями разд. 5.
Периодическим испытаниям подвергаются стамески, прошедшие приемочный контроль.
Периодические испытания проводятся не реже одного раза в три года не менее чем на 3 стамесках.
4.5. Контроль полного установленного срока службы стамесок следует проводить по типовым представителям изделий, изготовляемым специализированными предприятиями, в соответствии с методикой, утвержденной в установленном порядке.
При этом на подконтрольную эксплуатацию должно быть поставлено не менее 10 изделий, а результат контроля должен считаться удовлетворительным, если каждое из них проработает в регламентированных условиях не менее срока, указанного в п. 2.14.
(Введен дополнительно, Изм. № 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Размеры стамесок контролируют универсальными средствами измерения или шаблонами.
5.2. Внешний вид стамесок проверяют визуальным осмотром методом сравнения их с образцами-эталонами.
5.3. Влажность древесины рукояток стамесок проверяют по ГОСТ 16588-79.
5.4. Контроль твердости термообработанных полотен - по ГОСТ 9013-59.
5.5. Работоспособность стамесок проверяют срезанием торца образца из твердых пород древесины по ГОСТ 2695-83 влажностью 10-16%.
Суммарная площадь среза должна быть не менее, см2:
для стамесок с полотном шириной 4-8 мм - 25;
» » » » » 10-18 мм - 50;
» » » » » 20-30 мм - 75;
» » » » » 40-50 мм - 100.
Поверхность реза должна быть гладкой, без смятия волокон.
После испытания режущие кромки полотен не должны иметь притупления, изгиба и других механических повреждений.
(Измененная редакция, Изм. № 1).
5.6. Рукоятки стамесок проверяют на стаскивание и определение крутящего момента, прилагаемого к рукоятке при защемленном полотне.
5.7. Контроль металлических и неметаллических неорганических покрытий по ГОСТ 9.302-79.
5.8. Допуск плоскостности контролируют на поверочной плите по ГОСТ 10905-86 щупом по ГОСТ 882-75.
5.9. При испытании стамески на прочность на стол или опору устанавливают свинцовый блок. Стамеску берут за хвостовик или шейку и зажимают между большим и остальными пальцами; затем полотном стамески резко ударяют о поверхность свинцового блока 6 раз.
После испытания на полотне не должно быть следов повреждений или трещин.
5.10. При испытании на изгиб плоская стамеска зажимается так, как показано на черт. 5.
Для определения остаточного прогиба полотна стамески измеряют расстояние между основанием зажима и точками А или В на стамеске до приложения нагрузки и после снятия нагрузки.
Прогиб измеряется стрелочным индикатором или другими соответствующими измерительными приборами. Остаточный прогиб представляет собой разность значений двух результатов.
Величина остаточного максимального прогиба не должна превышать 1 мм в точке А или 3 мм в точке В.
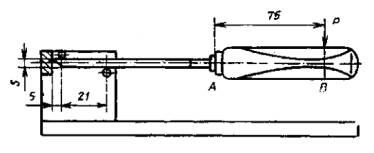
Черт. 5
Изгибающая нагрузка Р прикладывается в точке, отстающей на 75 мм от переднего края рукоятки.
Величина минимальной изгибающей нагрузки Р указана в табл. 5.
Таблица 5
|
Ширина полотна, В, мм |
4 |
6 |
8 |
10 |
12 |
16 |
18 |
20 |
25 |
32 |
40 |
50 |
|
РН |
25,4 |
38,1 |
48,8 |
61 |
73,2 |
118,9 |
141,8 |
157,6 |
237,4 |
343,7 |
513,7 |
600,5 |
(Измененная редакция, Изм. № 1, 3).
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Стамески могут транспортироваться транспортом любого вида в закрытой транспортной таре в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
ПРИЛОЖЕНИЕ
Рекомендуемое
6.2. Хранение стамесок - по группе условий хранения 2 ГОСТ 15150-69.
6.3. Остальные требования к транспортированию и хранению - по ГОСТ 18088-83.
(Измененная редакция, Изм. № 3).
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ДЕТАЛЕЙ ПЛОСКИХ И ПОЛУКРУГЛЫХ СТАМЕСОК
Полотно (поз. 1)
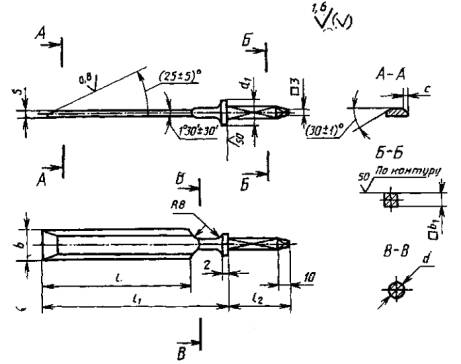
Черт. 1
Таблица 1
мм
|
b |
s |
l |
l1 |
l2 |
□b1 |
d |
d1 |
c |
|
Поле допуска js 15 |
Пред. откл. ±2 |
Не менее |
||||||
|
4 |
3 |
95 |
110 |
35 |
4 |
6 |
12 |
1 |
|
6 |
1,6 |
|||||||
|
8 |
40 |
5 |
||||||
|
10 |
2 |
|||||||
|
12 |
4 |
100 |
120 |
8 |
||||
|
16 |
45 |
6 |
2,5 |
|||||
|
18 |
10 |
16 |
||||||
|
20 |
110 |
135 |
3 |
|||||
|
25 |
50 |
7 |
||||||
|
32 |
12 |
18 |
||||||
|
40 |
120 |
150 |
55 |
8 |
4 |
|||
|
50 |
||||||||
Полотно (поз. 1)
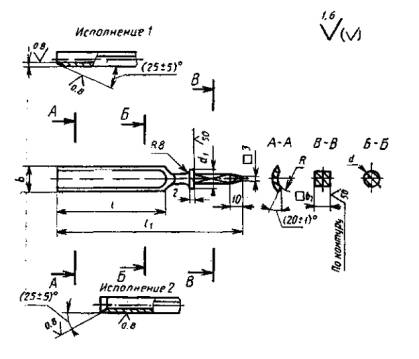
Черт. 2
Таблица 2
мм
|
b |
s |
l |
l1 |
R |
l2 |
□b1 |
d |
d1 |
|
|
Поле допуска js 15 |
Пред. откл. ±2 |
Номин. |
Пред. откл. |
Не менее |
|||||
|
4 |
2 |
95 |
110 |
3 |
±0,6 |
35 |
4 |
6 |
12 |
|
6 |
4 |
||||||||
|
8 |
5 |
40 |
5 |
||||||
|
10 |
2,5 |
||||||||
|
12 |
100 |
120 |
6 |
8 |
|||||
|
16 |
8 |
45 |
6 |
||||||
|
18 |
10 |
±0,9 |
10 |
16 |
|||||
|
20 |
3 |
110 |
135 |
12 |
|||||
|
25 |
14 |
50 |
7 |
||||||
|
32 |
16 |
12 |
18 |
||||||
|
40 |
120 |
150 |
18 |
55 |
8 |
||||
Рукоятка (поз. 2)
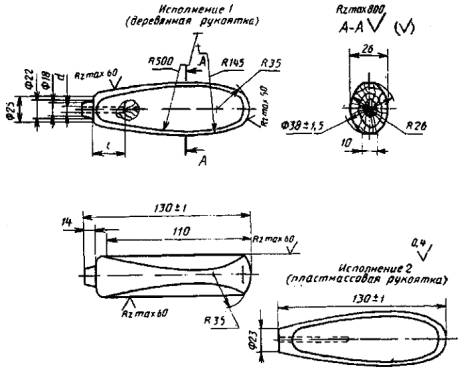
Черт. 3
Таблица 3
мм
|
Ширина полотна b |
d |
l |
|
Не менее |
||
|
4-6 |
3 |
35 |
|
8-12 |
4 |
40 |
|
16-20 |
5 |
45 |
|
25-32 |
6 |
50 |
|
40-50 |
7 |
55 |
Колпачок (поз. 3)
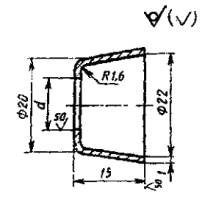
Черт. 4
Таблица 4
мм
|
Ширина полотна b |
d, не менее |
|
4-6 |
5 |
|
8-12 |
6 |
|
16-20 |
7 |
|
25-32 |
8 |
|
40-50 |
9 |