
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
АКЦИОНЕРНАЯ КОМПАНИЯ ПО ТРАНСПОРТУ НЕФТИ «ТРАНСНЕФТЬ»
ОАО «АК «ТРАНСНЕФТЬ»

РУКОВОДЯЩИЙ ДОКУМЕНТ
ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ СВАРОЧНЫХ РАБОТ НА ДЕЙСТВУЮЩИХ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДАХ
РД-25.160.10-КТН-004-08
Предисловие
1 Разработан открытым акционерным обществом «Инжиниринговая нефтегазовая компания - Всероссийский научно-исследовательский институт по строительству и эксплуатации трубопроводов, объектов ТЭК» (ОАО ВНИИСТ)
2 Утвержден и введен в действие приказом ОАО «АК «Транснефть» 11 января 2008 г.
3 Дата введения: с 11 января 2008 г.
4 Введен впервые
5 Срок действия - до замены (отмены)
6 Оригинал документа хранится в отделе научно-технического обеспечения и нормативной документации ОАО «АК «Транснефть»
7 Документ входит в состав отраслевого информационного фонда ОАО «АК «Транснефть»
8 Аннотация
Настоящий документ является нормативным документом ОАО «АК «Транснефть». В документе приведена технология сварки ремонтных конструкций при расчетном допустимом давлении и скорости движения нефти на нефтепроводах с проектным давлением 6,3 МПа и 10,0 МПа. Документ содержит порядок расчета допустимого давления и скорости движения нефти. В документе приведена технология неразрушающего контроля участков трубы нефтепровода и сварных соединений при установке ремонтных конструкций.
Содержание
Введение
Документ разработан для регламентации давления в нефтепроводе при выполнении выборочного ремонта с применением сварки на эксплуатируемых нефтепроводах без освобождения их от нефти.
Документ разработан на основе расчетных и экспериментальных исследований прочности и герметичности нефтепровода при воздействии источника сварочного тепла.
Документ разработан с учетом нормативных документов по оценке допустимого давления при ремонте с применением сварки, отраженного в стандартах [1] - [3].
В связи с выходом РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах» отменяется действие РД-25.160.10-КТН-230-07.
1 Область применения
1.1 Настоящий документ устанавливает методику расчета, форму представления исходных данных и результатов расчета допустимых давления и скорости движения нефти при ремонте эксплуатируемых нефтепроводов с проектным давлением до 10 МПа включительно с применением сварки, основные технологические параметры и содержание операционных технологических карт по сварке.
1.2 Документ распространяется на выборочный ремонт эксплуатируемых магистральных нефтепроводов, технологических нефтепроводов НПС и нефтебаз диаметром от 219 до 1220 мм с толщиной стенки от 7 до 32 мм из труб класса прочности от К48 до К60 включительно при расчетных допустимом давлении и скорости движения нефти при установке ремонтных конструкций, приварке вантузов, патрубков КИП и бобышек, ремонте коррозионных повреждений, рисок и задиров, приварке выводов электрохимической защиты.
1.3 Настоящий документ предназначен для ОАО МН, предприятий и организаций, разрабатывающих проектно-сметную документацию и проекты производства работ на выполнение работ, указанных в 1.2.
2 Нормативные ссылки
В настоящем документе использованы ссылки на следующие нормативные документы:
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 08-624-03 Правила безопасности в нефтяной и газовой промышленности
ОР-07.00-45.25.40-КТН-001-2-01 Положение об аттестации сварщиков и специалистов сварочного производства системы магистральных нефтепроводов ОАО «АК «Транснефть»
ОТТ-08.00-60.30.00-КТН-051-1-05 Магистральный нефтепровод. Требования к проведению сварочных работ при выборочном ремонте действующих магистральных нефтепроводов
ОР-13.01-74.30.00-КТН-004-1-03 Регламент и методика проведения дополнительного дефектоскопического контроля дефектов труб магистральных и технологических нефтепроводов
ОР-13.01-45.21.30-КТН-004-2-02 Регламент по вырезке и врезке “катушек”, соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов
ОР-91.010.30-КТН-142-07 Положение о формировании приемо-сдаточной документации на объектах ОАО «АК «Транснефть»
РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД-05.00-45.21.30-КТН-010-1-04 Табель технической оснащенности лабораторий контроля качества и служб технического надзора
РД-08.00-60.30.00-КТН-046-1-05 Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов
РД-08.00-60.30.00-КТН-050-1-05 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов
РД-13.100.00-КТН-196-06 Правила безопасности при эксплуатации магистральных нефтепроводов
РД-13.220.00-КТН-575-06 Правила пожарной безопасности на объектах ОАО "АК "Транснефть" и дочерних акционерных обществ
РД 153-39.4-056-00 Правила технической эксплуатации магистральных нефтепроводов
РД 153-39.4-086-01 Технология сварочно-монтажных работ по установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы
РД-23.020.00-КТН-156-06 Линейная часть магистральных нефтепроводов. Выборочный ремонт дефектов. Типовые проекты
РД-23.040.00-КТН-090-07 Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов
РД-23.040.00-КТН-110-07 Магистральные нефтепроводы. Нормы проектирования
РД-23.040.60-КТН-332-06 Инструкция по технологии монтажа, приварки патрубков для вырезки отверстий на нефтепроводах под давлением и порядку их эксплуатации
РД-25.160.01-КТН-247-07 Дополнительные требования к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов ОАО «АК «Транснефть»
РД-91.200.00-КТН-119-07 Технология ремонта дефектов трубопроводов с применением чопов, патрубков и тройников
Примечание - При пользовании настоящим нормативным документом целесообразно проверить действие ссылочных нормативных документов в соответствии с действующим «Перечнем законодательных актов и основных нормативно-правовых и распорядительных документов, действующих в сфере магистрального нефтепроводного транспорта». Если ссылочный документ заменен (изменен), то при пользовании настоящим нормативным документом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем документе применены следующие термины с соответствующими определениями:
3.1.1 глубина проплавления: Максимальная глубина расплавления металла трубы под действием источника сварочного тепла.
Примечание - Методика расчета глубины проплавления приведена в приложении Г.
3.1.2 допустимое давление: Максимальное давление в нефтепроводе, при котором разрешается проведение ремонтных работ на нефтепроводе с применением сварки.
3.1.3 допустимая скорость движения нефти: Максимальная разрешенная скорость перемещения нефти внутри ремонтируемого с применением сварки участка нефтепровода.
3.1.4 корневой валик: Одиночный сварной шов, накладываемый в зазор между трубой нефтепровода и приварной деталью (муфтой, усиливающей накладкой или патрубком) при выполнении таврового, нахлесточного или углового сварных соединений ремонтных конструкций П2-П9 и В1, В2, предусмотренных РД-23.040.00-КТН-090-07 и П2ВД, П3ВД, П4ВД, П6ВД, П9ВД, предусмотренных ТУ [4, 5].
3.1.5 наплавочный валик: Одиночный сварной шов, накладываемый на трубу нефтепровода или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков) при выполнении таврового, нахлесточного или углового сварных соединений ремонтных конструкций П2-П9 и В1, В2, предусмотренных РД-23.040.00-КТН-090-07 и П2ВД, П3ВД, П4ВД, П6ВД, П9ВД, предусмотренных ТУ [4, 5].
3.1.6 остаточная толщина стенки трубы: Разница между фактической толщиной стенки трубы нефтепровода и глубиной дефекта.
3.1.7 погонная энергия: Отношение эффективной тепловой мощности сварочной дуги к скорости сварки.
Примечание - Различают погонную энергию при сварке корневого и наплавочного валиков и погонную энергию при сварке заполняющих и облицовочного слоев. Методика расчета погонной энергии приведена в приложении Г.
3.1.8 полумуфта с отверстием: Элемент ремонтной конструкции, представляющий половину полого цилиндра, рассеченного плоскостью, проходящей через его ось, с отверстием под патрубок ответвления.
Примечание - Полумуфта с отверстием имеет обработанные под сварку торцы, продольные кромки и кромку отверстия. Является деталью заводского изготовления.
3.1.9 полумуфта: Элемент узла врезки или ремонтной конструкции, представляющий половину полого цилиндра, рассеченного плоскостью, проходящей через его ось.
Примечание - Полумуфта имеет обработанные под сварку торцы и одну продольную кромку. Является деталью заводского изготовления.
3.2 В настоящем документе применены следующие сокращения:
ВИК - визуальный и измерительный контроль;
ВТД - внутритрубная диагностика;
КИП - контрольно-измерительные приборы;
НГДО - нефтегазодобывающее оборудование;
ПВ - продолжительность включения;
ПВК - капиллярный контроль;
ППР - проект производства работ;
ПСД - проектно-сметная документация;
РК - радиографический контроль;
РНУ - районное нефтепроводное управление;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЭХЗ - электрохимическая защита.
4 Общие требования к технологии сварки
4.1 Требования к технологии сварки ремонтных конструкций при расчетных допустимых давлениях и скоростях движения нефти в нефтепроводах
4.1.1 Заварка коррозионных или механических повреждений, сварка ремонтных конструкций выполняются при допустимых давлениях и скоростях движения нефти в трубопроводе, определяемых в соответствии с 4.2 настоящего документа.
4.1.2 Максимальное давление на участке проведения сварочных работ при сварке ремонтных конструкций на эксплуатируемых нефтепроводах не должно превышать 7,0 МПа.
4.1.3 Швы заварки коррозионных или механических повреждений, сварные швы ремонтных конструкций следует выполнять ручной дуговой сваркой электродами с основным видом покрытия.
4.1.4 Для сварки продольных швов полумуфт следует применять ручную дуговую сварку и механизированную сварку самозащитной порошковой проволокой.
4.1.5 Перед выполнением ремонта участки трубы нефтепровода с коррозионными или механическими повреждениями, участки расположения сварных швов ремонтных конструкций должны быть подвергнуты неразрушающему контролю в соответствии с требованиями раздела 6 настоящего документа, РД-23.040.60-КТН-332-06 и РД-08.00-60.30.00-КТН-046-1-05.
4.1.6 На участках нефтепровода с дефектами и с поверхности ремонтных конструкций должны быть удалены любые загрязнения, произведена зачистка поверхности трубы до чистого металла и удалена влага. Зачистку поверхности трубы на участке установки ремонтной конструкции, на участке коррозионных и механических повреждений производят в соответствии со схемой, приведенной в приложении Г. Сварку следует выполнять в условиях, обеспечивающих защиту рабочего места от ветра и атмосферных осадков.
4.1.7 Организации, выполняющие ремонтные работы по технологии заварки коррозионных и механических повреждений, технологии сварки ремонтных конструкций, должны быть аттестованы в установленном порядке. Порядок аттестации технологии должен соответствовать РД 03-615-03, а также дополнительным требованиям по аттестации технологии сварки приведенным в следующих документах: РД 153-39.4-086-01, РД-23.040.60-КТН-332-06, РД-91.200.00-КТН-119-07, ОТТ-08.00-60.30.00-КТН-051-1-05.
4.2 Допустимое давление при ремонте нефтепроводов на давление до 10 МПа включительно
4.2.1 Исходные данные и формы представления результатов
4.2.1.1 На участке проведения ремонтных работ на эксплуатируемом нефтепроводе с применением сварки должны быть определены следующие технологические параметры:
допустимое давление;
допустимая скорость движения нефти.
4.2.1.2 Исходные данные для расчета должны включать:
а) номер расчета
б) данные о положении ремонтируемого участка нефтепровода включая:
название МН;
километр МН, на котором расположен участок с дефектом, ремонтируемым с помощью сварки;
номер секции, содержащий дефектный участок.
в) данные о ремонтируемом участке нефтепровода, включая:
категорию участка в соответствии с РД-23.040.00-КТН-110-07;
номинальный наружный диаметр;
толщину стенки трубы, определяемую по результатам внутритрубной диагностики или толщинометрии;
сертификаты на трубы;
марку трубной стали;
категорию прочности трубной стали или минимальное временное сопротивление растяжению в соответствии с ТУ или ГОСТ;
сведения о способе производства труб по ТУ (коэффициент надежности по материалу).
г) данные о дефекте и планируемом способе ремонта в соответствии с РД-23.040.00-КТН-090-07, включая:
тип дефекта;
геометрические размеры;
положение на трубе (в часах).
д) сведения о методе ремонта.
4.2.1.3 Форма представления исходных данных приведена в приложении А.
4.2.1.4 Форма представления результатов расчетных данных допустимого давления и скорости движения нефти приведена в приложении Б.
4.2.2 Допустимое давление в нефтепроводе при ремонте методом заварки механических или коррозионных повреждений на поверхности трубы
4.2.2.1 Если остаточная толщина стенки трубы нефтепровода меньше 6 мм, ремонт сваркой не допускается.
4.2.2.2 Расчет допустимого давления Рдоп, МПа, проводят по следующей формуле:
 , (4.1)
, (4.1)
где sв - минимальное временное сопротивление разрыву материала трубы по ТУ, МПа;
m - коэффициент условий работы согласно приложению В (таблица В.1);
δ - толщина стенки трубы, определяемая по результатам внутритрубной диагностики или толщинометрии мм;
hпотер - глубина механического или коррозионного повреждения стенки трубы, определяемая по результатам внутритрубной диагностики или толщинометрии, мм.
Схема замера глубины механического или коррозионного повреждения стенки трубы приведена в приложении Г.
hпроп - глубина проплавления при выполнении первого наплавочного слоя, мм;
n - коэффициент надежности по нагрузке согласно приложению В (таблица В.2);
k1 - коэффициент надежности по материалу согласно приложению В (таблица В.3);
kн - коэффициент надежности по назначению трубопровода согласно приложению В (таблица В.4);
D - номинальный наружный диаметр трубы, мм.
4.2.2.3 Глубину проплавления при выполнении первого наплавочного слоя определяют по таблице 4.1.
Таблица 4.1 - Глубина проплавления первым наплавочным слоем при заварке коррозионных повреждений
|
Категория прочности |
Остаточная толщина стенки,
( |
Диаметр электрода, d, мм |
Максимальный сварочный ток, I, А |
Погонная энергия сварки, qп , Дж/мм |
Глубина проплав-ления,
|
|
К48-К60 |
от 5 до 8 мм включительно |
от 2,5 до 2,6 |
80 |
1024 |
2,83 |
|
более 8 мм |
от 3,0 до 3,2 |
120 |
1536 |
3,46 |
4.2.3 Допустимое давление в нефтепроводе при ремонте дефектов методом установки постоянных ремонтных конструкций П2, П3, П4, П5, П5У, П6, П7, П8, П9, П2ВД, П3ВД, П4ВД, П6ВД, П9ВД, временных ремонтных конструкций В1, В2 и патрубков различного назначения
4.2.3.1 Допустимое давление рассчитывают по глубине проплавления при сварке наплавочных и корневого валиков нахлесточных соединений муфт, муфтового и разрезного тройников; корневого валика стыкового соединения «муфта-технологическое кольцо»; корневого и наплавочных валиков угловых соединений «патрубок-труба» и «патрубок-муфта (усиливающая накладка)-труба», муфтового тройника и патрубков различного назначения.
4.2.3.2 Расчет допустимого давления Рдоп, МПа, проводят по следующей формуле:
 , (4.2)
, (4.2)
где sв - минимальное временное сопротивление разрыву материала трубы по ТУ, МПа;
m - коэффициент условий работы согласно приложению В (таблица В.1);
δ - толщина стенки трубы, определяемая по результатам внутритрубной диагностики или толщинометрии, мм;
hпроп - глубина проплавления при выполнении первого наплавочного слоя, мм;
n - коэффициент надежности по нагрузке согласно приложению В (таблица В.2);
k1 - коэффициент надежности по материалу согласно приложению В (таблица В.3);
kн - коэффициент надежности по назначению трубопровода согласно приложению В (таблица В.4);
D - номинальный наружный диаметр трубы, мм.
4.2.3.3 Глубину проплавления при выполнении первого наплавочного слоя определяют по таблице 4.2.
Таблица 4.2 - Глубина проплавления первым наплавочным слоем при сварке ремонтных конструкций
|
Фактическая толщина стенки, d, мм |
Положение при сварке |
Диаметр электрода, d, мм. |
Максимальный сварочный ток, I, А |
Погонная энергия сварки, qп, Дж/мм |
Глубина проплавления, |
|
до 8 включительно |
вертикальное или потолочное (от 2 до 10 часов) |
от 2,5 до 2,6 |
80 |
1024 |
2,83 |
|
нижнее (от 10 до 2 часов) |
от 3,0 до 3,2 |
120 |
1536 |
3,46 |
|
|
более 8 |
любое |
от 3,0 до 3,2 |
120 |
1536 |
3,46 |
4.2.4 Допустимое давление при приварке конструкций на магистральных и технологических трубопроводах (патрубков КИП, бобышек, катодных выводов для монтажа кабелей ЭХЗ, вантузных патрубков).
4.2.4.1 Допустимое давление рассчитывают по глубине проплавления при сварке наплавочных и корневого валиков углового соединения приварки патрубков КИП, бобышек, вантузных патрубков, а также пластин ЭХЗ.
4.2.4.2 Расчет допустимого Рдоп, МПа, давления проводят по следующей формуле:
 , (4.3)
, (4.3)
где sв - минимальное временное сопротивление разрыву материала трубы по ТУ, МПа
m - коэффициент условий работы согласно приложению В (таблица В.1);
δ - толщина стенки трубы, определяемая по результатам внутритрубной диагностики или толщинометрии, мм;
hпроп - глубина проплавления при выполнении первого наплавочного слоя, мм;
n - коэффициент надежности по нагрузке согласно приложению В (таблица В.2);
k1 - коэффициент надежности по материалу согласно приложению В (таблица В.3);
kн - коэффициент надежности по назначению трубопровода согласно приложению В (таблица В.4);
D - номинальный наружный диаметр трубы, мм.
4.2.4.3 Глубину проплавления при выполнении первого наплавочного слоя определяют по таблице 4.3.
Таблица 4.3 - Глубина проплавления первым наплавочным слоем при сварке ремонтных конструкций
|
Фактическая толщина стенки, d, мм |
Диаметр электрода, d, мм. |
Максимальный сварочный ток, I, А |
Погонная энергия сварки, qп, Дж/мм |
Глубина проплавления, |
|
до 8 включительно |
от 2,5 до 2,6 |
80 |
1024 |
2,83 |
|
более 8 |
от 3,0 до 3,2 |
120 |
1536 |
3,46 |
4.2.5 Расчет допустимой скорости движения нефти
4.2.5.1 При сварке наплавочных и корневого валиков нахлесточных соединений муфт П2, П3, П4, П5, П5У, П6, П2ВД, П3ВД, П4ВД, П6ВД муфтового (П8) и разрезного (П9, П9ВД) тройников, муфт В1, В2, внешнего контура усиливающей накладки конструкции П7 допустимые скорости движения нефти определяют по диаметру трубы нефтепровода и толщине стенки муфты (усиливающей накладки) в соответствии с таблицей 4.4.
4.2.5.2 При заварке коррозионных или механических повреждений скорость движения нефти не должна превышать 3 м/c.
4.2.5.3 Не требуется регламентация скорости движения нефти при выполнении сварки продольных стыковых швов полумуфт.
4.3 Последовательность выполнения работ при заварке коррозионных или механических повреждений и установке ремонтных конструкций
4.3.1 Работы по заварке коррозионных или механических повреждений и установке ремонтных конструкций должны выполняться в следующей последовательности:
вскрытие участка ремонтируемого нефтепровода, земляные работы по устройству котлована в соответствии с требованиями ОР-13.01-45.21.30-КТН-004-2-02;
установка на ремонтируемом участке нефтепровода режима перекачки в соответствии с планом производства работ;
подготовительные работы, включающие удаление изоляции и очистку трубы с помощью абразивноструйной обработки и шлифмашинок с металлическими щетками, удаление усиления заводского шва на участке установки муфты;
неразрушающий контроль трубы на участке установки ремонтной конструкции в соответствии с требованиями раздела 6 настоящего документа;
сборочно-сварочные работы, включающие: разметку трубы, выполнение неразрушающего контроля трубы на размеченных участках выполнения швов ремонтных конструкций или заварки, просушку трубы и ремонтной конструкции, сборку ремонтной конструкции на трубе, получение письменного разрешения представителя технического надзора на сварку, сварку и неразрушающий контроль сварных соединений и, при необходимости, ремонт сварных швов.
4.3.2 После выполнения работ по заварке или установке ремонтных конструкций должна быть подготовлена исполнительная документация на выполненный ремонт в соответствии с требованиями ОР-91.010.30-КТН-142-07.
Таблица 4.4 - Допустимые скорости движения нефти при ремонте нефтепроводов из труб категории прочности до К60 включительно с использованием приварных муфт и тройниковых соединений
|
Диаметр трубы, мм |
Толщина стенки муфты (усиливающего элемента), мм |
Допустимая скорость движения нефти, м/с |
|
219 |
7 |
1,5 |
|
|
Свыше 7 |
1,0 |
|
273 |
7 |
2,0 |
|
|
Св. 7 до 10 вкл. |
1,5 |
|
|
Св. 10 |
1,0 |
|
325 |
7 |
2,5 |
|
|
Св. 7 до 10 вкл. |
1,5 |
|
|
Св. 10 |
1,0 |
|
377 |
7 |
3,0 |
|
|
Св. 7 до 10 вкл. |
2,0 |
|
|
Св. 10 |
1,0 |
|
426 |
До 8 вкл. |
3,0 |
|
|
Св. 8 до 10 вкл. |
2,5 |
|
|
Св 10 до 12 вкл |
2,0 |
|
|
Св. 12 |
1,0 |
|
530 |
До 9 вкл. |
3,0 |
|
|
Св 9 до 11 вкл |
2,5 |
|
|
Св. 11 до 13 вкл. |
1,5 |
|
|
Св. 13 |
1,0 |
|
720 |
До 12 вкл. |
3,0 |
|
|
Св. 12 до 14 вкл |
2,5 |
|
|
Св. 14 до 16 вкл |
1,5 |
|
|
Св. 16 |
1,0 |
|
820 |
До 13 вкл. |
3,0 |
|
|
Св. 13 до 15 |
2,5 |
|
|
Св. 15 до 18 вкл. |
1,5 |
|
|
Св. 18 |
1,0 |
|
1020 |
До 17 вкл. |
3,0 |
|
|
Св. 17 до 19 вкл |
2,5 |
|
|
Св. 19 до 22 вкл |
1,5 |
|
|
Св. 22 |
1,0 |
|
1220 |
До 19 вкл. |
3,0 |
|
|
Св. 19 до 21 вкл |
2,0 |
|
|
Св. 21 до 23 вкл. |
1,5 |
|
|
Св. 23 |
1,0 |
|
Примечания 1 Сварку ремонтных конструкций с толщиной стенки более 19 мм выполняют с предварительной наплавкой валика на свариваемую кромку муфты (накладки) в соответствии с 5.7 и рисунками 5.12 в), г). 2 Ремонт трубопроводов с нормативной толщиной стенки менее 7 мм производят методом вырезки и вварки «катушки». |
||
4.4 Требования к применяемому сварочному оборудованию, оборудованию для сборки, подогрева и контроля, сварочным материалам и деталям заводского изготовления
4.4.1 Сварочное оборудование
4.4.1.1 При установке ремонтных конструкций следует использовать управляемые источники сварочного тока и сварочные агрегаты, предусмотренные РД-08.00-60.30.00-КТН-050-1-05 (таблицы 9.1.1, 9.2.1 - 9.2.4).
4.4.1.2 Источники сварочного тока должны быть аттестованы на право применения при монтаже, реконструкции и ремонте НГДО в соответствии с требованиями РД 03-614-03, разрешены к применению на объектах ОАО «АК «Транснефть» и отвечать следующим требованиям:
номинальный сварочный ток при ПВ = 60 % должен составлять не менее 250 А;
устойчивая работа источника при ручной дуговой сварке во всем диапазоне рабочих токов, в том числе при минимальных значениях, начиная с 40 А;
наличие малогабаритных дистанционных регуляторов сварочного тока, обеспечивающих возможность регулирования тока без обрыва дуги;
возможность эксплуатации источников в диапазоне температур от минус 40 °С до плюс 40 °С.
4.4.2 Настройка источников сварочного тока для выполнения ремонтных работ на эксплуатируемых нефтепроводах.
4.4.2.1 Источники сварочного тока, применяемые для выполнения ремонтных сварочных работ, должны быть проверены на работоспособность в соответствии с требованиями паспорта.
4.4.2.2 Перед началом ремонтных сварочных работ должна быть выполнена настройка режимов сварки в соответствии с требованиями операционных технологических карт, разработанных применительно к конкретному объекту ремонта.
4.4.2.3 Настройка режимов выполняется под руководством специалиста сварочного производства не ниже 3-го уровня.
4.4.2.4 Настройка режимов сварки выполняется при выполнении наплавочных валиков длиной 250 - 300мм на пластины размером 150х350мм с толщиной стенки 8 - 20 мм.
4.4.2.5 Настройка режимов производится для каждого сварочного поста при использовании сварочных кабелей, входящих в комплектацию поста.
4.4.2.6 Настройка режимов производится с помощью регуляторов и по показаниям контрольно-измерительных приборов, установленных на источнике сварочного тока. Дистанционный регулятор сварочного тока при настройке источника отключается.
4.4.2.7 Проверка настроенного режима производится при выполнении контрольных наплавочных валиков, при этом величина действующего значения сварочного тока определяется по показаниям мобильных контрольно-измерительных приборов - токовых клещей постоянного и переменного тока класса True RMS. В случае расхождения показаний контрольно-измерительной аппаратуры источника сварочного тока и амперметра токовых клещей следует использовать для настройки действующее значение сварочного тока, измеренное с помощью амперметра токовых клещей.
4.4.2.8 После настройки режимов регулировка сварочных источников запрещается.
4.4.2.9 При необходимости дополнительные настройки сварочного источника следует выполнять под руководством специалиста сварочного производства.
4.4.2.10 Наплавочные и корневой валики при сварке ремонтных конструкций и заварке производится при отключенном дистанционном регуляторе сварочного тока.
4.4.2.11 Ответственный за проведение сварочных работ должен указать в наряд-допуске на выполнение работ повышенной опасности регламентированные величины сварочного тока.
4.4.3 Сборочное и измерительное оборудование
4.4.3.1 Сборку стальных ремонтных муфт выполняют с помощью наружных центраторов типа ЦЗ, ЦЗН, ЦГН или аналогичных им.
4.4.3.2 Сборку разрезных и муфтовых тройников (ремонтные конструкции П8 и П9) на трубе следует производить с помощью специализированных сборочных приспособлений ПМТ 530-620/720-820/1020-1220 и наружных центраторов типа ЦЗ, ЦЗН, ЦГН или аналогичных им.
4.4.3.3 Для выставления сварочного зазора следует использовать калибр, специальные клинья, электродную проволоку соответствующего диаметра, шаблон УШС-3.
4.4.3.4 Контроль перпендикулярности патрубка и трубы (ремонтные конструкции П7 и П8) выполняют с помощью металлического угольника.
4.4.3.5 Контроль положения патрубка ответвления в горизонтальном или вертикальном направлениях следует выполнять с помощью электронного уровня с базой измерения не менее 400 мм.
4.4.3.6 Для контроля сварочного тока при настройке источников питания следует использовать токовые клещи класса True RMS.
4.4.4 Оборудование для предварительного и сопутствующего подогрева
4.4.4.1 При предварительном и сопутствующем подогреве сварных соединений следует использовать следующее оборудование:
многосопловые наружные кольцевые пропанобутановые горелки;
многосопловые внутренние кольцевые пропанобутановые горелки;
многосопловые пропанобутановые кислородные горелки повышенной мощности типа ГСМ-5.3 ТМ;
оборудование для индукционного подогрева.
4.4.4.2 На оборудование должно быть оформлено разрешение Ростехнадзора на применение на опасных производственных объектах.
4.4.5 Оборудование для неразрушающего контроля
4.4.5.1 Для неразрушающего контроля следует применять оборудование, приборы, инструмент и материалы, соответствующие требованиям РД-05.00-45.21.30-КТН-010-1-04.
4.4.5.2 Для визуально-измерительного контроля следует применять:
лупы измерительные;
угольники поверочные 90° лекальные;
штангенциркули;
штангенглубиномеры;
универсальные шаблоны типа УШС;
ультразвуковые толщиномеры;
электронный уровень с базой измерения не менее 400 мм;
стальные измерительные линейки, рулетки.
4.4.5.3 Для капиллярного контроля участков трубопроводов, на которых устанавливают ремонтные конструкции, следует применять:
дефектоскопические наборы материалов в аэрозольной упаковке;
рабочие и арбитражные контрольные образцы;
лупы измерительные;
измерительные линейки.
4.4.5.4 Для проведения ультразвукового контроля участков трубопровода, на которых устанавливают ремонтные конструкции, и сварных швов, выполняемых при их установке, следует применять следующее оборудование:
эхо-импульсные ультразвуковые дефектоскопы;
раздельно-совмещенные прямые и совмещенные наклонные пьезоэлектрические преобразователи типа П112, П121;
стандартные образцы V2(W-II), СО-2, СО-3;
стандартные образцы предприятия.
4.4.6 Требования к применяемым сварочным материалам
4.4.6.1 При сварке ремонтных конструкций следует использовать сварочные электроды по ГОСТ 9467, AWS A5.1 и AWS A5.5 с основным видом покрытия, аттестованные в установленном порядке в соответствии с требованиями РД 03-613-03.
4.4.6.2 Рекомендуемые марки электродов приведены в таблице 4.5.
4.4.6.3 Следует применять сварочные электроды, прошедшие входной контроль, включающий:
проверку сертификатов завода - изготовителя;
проверку свидетельства об аттестации сварочных материалов;
проверку сохранности упаковки;
проверку внешнего вида покрытия на отсутствие поверхностных дефектов и следов ржавчины на электродных стержнях, проверку разнотолщинности электродного покрытия;
замер диаметра электрода.
Запрещается использование электродов, не прошедших входной контроль.
4.4.6.4 При хранении электродов необходимо соблюдать требования завода - изготовителя, а при их отсутствии электроды следует хранить в сухих отапливаемых помещениях (при температуре не ниже плюс 15 °C) в условиях, предупреждающих их увлажнение и гарантирующих сохранность и герметичность упаковки.
4.4.6.5 Непосредственно перед сваркой электроды должны быть прокалены в течение 1,5 - 2 часов при температуре от 350 °C до 380 °C. Конкретные режимы прокалки электродов должны соответствовать указаниям на упаковке.
4.4.6.6 Электроды, прокаленные в стационарных условиях, доставляют на место производства работ в герметичных контейнерах или термопеналах. Такие электроды следует использовать в течение одной рабочей смены (~ 8-10 час.).
Таблица 4.5 - Электроды для сварки ремонтных конструкций
|
Назначение электрода |
Тип электрода |
Диаметр электрода, мм |
Марка электрода |
|
Труба с нормативным пределом прочности до 530 МПа Угловые и нахлесточные швы приварки патрубка и муфты к трубе, продольные стыковые швы полумуфт, заварка коррозионных или механических повреждений |
|||
|
Сварка наплавочного, корневого и подварочного слоев шва |
Э50А по ГОСТ 9467 Е7016 по AWS A5.1
|
2,5; 2,6; 3,0; 3,2 |
МТГ-01К, ЛБ-52У, |
|
Сварка заполняющих и облицовочного слоев |
Э50А по ГОСТ 9467 Е7016 по AWS A5.1
|
3,0; 3,2; 4,0* |
МТГ-01К, МТГ-02*, |
|
Труба с нормативным пределом прочности от 539 до 588 МПа Угловые и нахлесточные швы приварки патрубка и муфты к трубе, корневой слой продольного стыкового шва полумуфт из сталей с нормативным пределом прочности от 539 до 588 МПа, все слои шва продольных стыковых швов полумуфт из сталей с нормативным пределом прочности до530 МПа |
|||
|
Сварка наплавочного, корневого и подварочного слоев шва |
Э50А по ГОСТ 9467 Е7016 по AWS A5.1
|
2,5; 2,6; 3,0; 3,2 |
МТГ-01К, ЛБ-52У, |
|
Сварка заполняющих и облицовочного слоев |
Э50А по ГОСТ 9467 Е7016 по AWS A5.1
|
3,0; 3,2; 4,0* |
МТГ-01К, МТГ-02*, |
|
Труба с нормативным пределом прочности от 539 до 588 МПа Продольные стыковые швы полумуфт из сталей с нормативным пределом прочности от 539 до 588 МПа |
|||
|
Сварка наплавочного, заполняющих и облицовочного слоев шва |
Э60 по ГОСТ 9467 Е8016/E8018 по AWS A5.5 |
3,0; 3,2; 4,0* |
МТГ-03, ОК 74.70, Пайплайнер 18П, Кессель 5520 Мо, Шварц 3К Мод, ЛБ-62Д |
|
Труба с нормативным пределом прочности от 539 до 588 МПа Заварка коррозионных или механических повреждений |
|||
|
Сварка наплавочного слоя шва при остаточной толщине стенки от 5 до 8 мм включительно |
Э50А по ГОСТ 9467 Е7016 по AWS A5.1 |
2,5; 2,6 |
МТГ-01К, ЛБ-52У, |
|
Сварка наплавочного (при
остаточной толщине стенки более |
Э60 по ГОСТ 9467 Е8016/E8018 по AWS A5.5 |
3,0; 3,2; 4,0* |
МТГ-03, ОК 74.70, Пайплайнер 18П, Кессель 5520 Мо, Шварц 3К Мод, ЛБ-62Д |
|
* Электроды Æ 4,0 мм допускается применять только при сварке продольных швов полумуфт. |
|||
4.4.6.7 Сварочные электроды с основным видом покрытия, упакованные в герметичные металлические банки, не требуют прокалки перед сваркой. В случае, если электроды из открытой металлической банки не были использованы в течение рабочей смены (~8…10 час.), а также в случае, если герметичность банки была нарушена в процессе транспортировки или хранения, электроды следует прокалить непосредственно перед сваркой при температуре от 350 °C до 380 °C в течение 1,5-2 час. Срок хранения электродов в герметичной металлической упаковке завода-изготовителя составляет - не более 5 лет, а в картонных коробках, обтянутых полиэтиленовой термоусадочной пленкой - не более 2 лет.
4.4.6.8 Неиспользованные в течение двух суток электроды следует повторно прокалить. Повторную прокалку электродов производят до 5 раз при общем времени прокалки не более 10 часов.
4.4.7 Требования к деталям заводского изготовления
4.4.7.1 Ремонтные стальные конструкции поставляются с завода на трассу в виде отдельного сборочного комплекта, снабженного паспортом изделия.
4.4.7.2 Материал и конструктивные размеры ремонтных стальных конструкций должны отвечать требованиям РД-23.040.60-КТН-332-06 (раздел 4), РД 153-39.4-086-01 (раздел 3) и ТУ [4] - [7].
4.4.7.3 Поступившие на трассу элементы ремонтных конструкций подвергают входному контролю, в процессе которого проверяют маркировку изделий и соответствие их геометрических параметров данным паспорта изделия, включая:
толщину стенки полумуфт, усиливающей накладки и патрубка;
длину полумуфт и патрубка;
угол разделки кромок и величину притупления на торцах патрубка;
угол разделки и величину притупления кромок под сварку продольных швов полумуфт;
угол разделки кромок в отверстии полумуфты / усиливающей накладки;
проверку на отсутствие вмятин, трещин, расслоений, закатов, задиров на поверхности патрубка, полумуфт и усиливающей накладки.
4.4.7.4 Царапины, риски и задиры на поверхности полумуфт, патрубка и усиливающей накладки глубиной свыше 0,2 мм и не превышающие 5% толщины стенки удаляют шлифованием. При этом толщина стенки в местах шлифования не должна выходить за пределы минимальных значений, регламентируемых минусовым допуском на толщину стенки.
4.4.7.5 Забоины и задиры кромок глубиной до 5 мм ремонтируют ручной дуговой сваркой электродами типа Э50А (Е7016) для элементов ремонтных конструкций, выполненных из стали с нормативным пределом прочности до 530 МПа включительно, и типа Э60 (Е8016, Е8018) для элементов ремонтных конструкций, выполненных из стали с нормативным прочности от 539 до 588 МПа, с обязательным местным подогревом до 100 °С независимо от температуры окружающей среды и последующим шлифованием мест ремонта. После ремонта должна быть восстановлена первоначальная форма кромок.
4.4.7.6 Свариваемые кромки элементов ремонтных конструкций, а также прилегающие к ним поверхности шириной не менее 20 мм должны быть зачищены до чистого металла.
5 Технология сварки при ремонте нефтепроводов на давление 10 МПа включительно. Методы сварки и контроля сварных соединений
5.1 Ремонт дефектов нефтепроводов на давление до 6,3 МПа включительно методом установки муфтовых тройников (постоянная ремонтная конструкция П8)
5.1.1 Последовательность сборки и сварки муфтовых тройников
5.1.1.1 Перед сборкой и сваркой муфтового тройника следует выполнить разметку шва “патрубок - труба”, кольцевых угловых швов “муфта - труба” и неразрушающий контроль качества этих участков с требованиями раздела 6 настоящего документа.
5.1.1.2 Сборка и сварка муфтового тройника должна выполняться в следующем порядке:
сборка и приварка патрубка к трубе нефтепровода, включающая:
1) установку патрубка в проектном положении;
2) фиксирование патрубка на трубе с помощью прихватки;
3) проверку точности ориентации патрубка, выставление сварочных зазоров, окончательную прихватку патрубка;
4) просушку поверхности трубы на участке приварки патрубка;
5) предварительный и сопутствующий (в процессе сварки) подогрев патрубка;
6) приварку патрубка к трубе;
7) остывание сварного соединения;
8) неразрушающий контроль (визуальный и измерительный, контроль методом проникающей цветной дефектоскопии, ультразвуковой контроль) корневой части углового кольцевого шва «патрубок - труба».
сборка полумуфт на трубе нефтепровода и сварка продольных швов, включающая:
1) сборку полумуфт на трубе с помощью приспособления для монтажа тройников ПМТ 530-620/720-820/1020-1220 и наружных центраторов;
2) подгонку (в случае необходимости) муфтового тройника к трубе путем доработки продольной кромки полумуфты;
3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок полумуфт;
4) сварку корневого слоя продольных швов полумуфт на подкладных пластинах;
5) сварку заполняющих и облицовочного слоев шва;
6) остывание сварного соединения;
7) визуальный и измерительный контроль продольных стыковых швов полумуфт.
приварка муфты к трубе, включающая:
1) установку нагревательных элементов на муфты в зоне кольцевых угловых швов приварки муфты к трубе (в случае использования);
2) просушку поверхности трубы на участке выполнения кольцевых угловых швов;
3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок муфты;
4) выполнение кольцевых угловых швов приварки муфты к трубе;
5) остывание сварного соединения;
6) визуальный и измерительный контроль выполненных кольцевых угловых сварных швов.
приварка муфты (полумуфты с отверстием) к патрубку и трубе, включающая:
1) предварительный и сопутствующий подогрев (в процессе сварки) свариваемых кромок патрубка и муфты;
2) выполнение шва приварки муфты к патрубку и трубе;
3) остывание сварного соединения;
4) визуальный и измерительный контроль выполненного сварного шва.
неразрушающий контроль выполненных сварных соединений, включающий: контроль методом проникающей цветной дефектоскопии, контроль ультразвуковым методом углового кольцевого шва «патрубок - муфта - труба», продольных стыковых швов сварки полумуфт, угловых кольцевых швов «муфта - труба».
5.1.2 Требования по температурным режимам сварки муфтовых тройников
5.1.2.1 При сварке муфтовых тройников должны соблюдаться требования к предварительному подогреву и температурным условиям в процессе сварки.
5.1.2.2 Предварительный и сопутствующий подогрев кромок патрубка и полумуфт, просушку трубы нефтепровода выполняют с помощью внутренних и наружных многосопловых кольцевых пропанобутановых горелок и многосопловых пропанобутановых кислородных горелок повышенной мощности типа ГСМ-5.3 ТМ.
5.1.2.3 Предварительный и сопутствующий подогрев кромок полумуфт при выполнении соединения “полумуфты - труба” выполняют с помощью электрических нагревателей индукционного типа, наружных многосопловых кольцевых пропанобутановых горелок и многосопловых пропанобутановых кислородных горелок повышенной мощности типа ГСМ-5.3 ТМ. Индукционные нагреватели устанавливают на расстоянии (20+5) мм от границы разметки сварного шва. Схема установки нагревателей показана на рисунке 5.1.
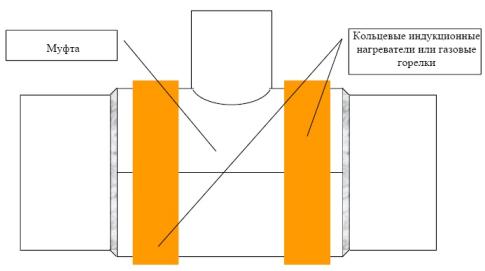
Рисунок 5.1 - Схема установки кольцевых индукционных нагревателей или кольцевых газовых горелок для предварительного и сопутствующего подогрева кольцевых угловых сварных швов приварки муфты к трубе
5.1.2.4 Минимальная температура предварительного подогрева кромки патрубка при сварке швов приварки патрубка к трубе и приварки патрубка к трубе и муфте должна быть не менее 100 °С при любой температуре окружающей среды. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. В процессе сварки всех слоев шва необходимо осуществлять контроль температуры кромки патрубка. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры (100+30) °С. Перед началом сварки необходимо выполнить просушку участков трубы, прилегающих к патрубку, нагревом до 50 °С. Ширина зоны просушки должна быть не менее 80 мм в каждую сторону от оси шва. Температуру подогрева контролируют на расстоянии 15 мм от свариваемой кромки патрубка.
5.1.2.5 Минимальная температура предварительного подогрева кромки полумуфт при сварке кольцевых угловых швов приварки муфты к трубе должна быть не менее 100 °С при любой температуре окружающей среды. В процессе сварки всех слоев шва необходимо осуществлять контроль температуры кромки полумуфт. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры (100+30) °С. Ширина зоны подогрева должна быть не менее 80 мм от свариваемой кромки муфты. Температуру подогрева контролируют на расстоянии 15 мм от свариваемой кромки муфты.
5.1.2.6 Перед началом сварки необходимо выполнить просушку нагревом до 50 °С участков трубы, прилегающих к полумуфтам. Ширина зоны просушки должна быть не менее 80 мм.
5.1.2.7 Температура предварительного подогрева продольных швов муфты приведена в таблице 5.1. Ширина зоны подогрева должна быть не менее 80 мм в каждую сторону от оси шва. Температуру подогрева контролируют на расстоянии 15 мм от свариваемых кромок. Межслойная температура должна находиться в пределах от 50 °С до 250 °С. В случае превышения межслойной температуры над максимальной температурой подогрева следует дождаться остывания шва до требуемой температуры. Запрещается использовать способы принудительного охлаждения сварного соединения. В случае падения межслойной температуры ниже минимальной температуры подогрева выполняют сопутствующий подогрев сварного шва до температуры предварительного подогрева (см. таблицу 5.1) помощью нагревательной горелки.
Таблица 5.1 - Температура предварительного подогрева продольных швов муфты
|
Температура воздуха, °С |
Температура предварительного подогрева, °С |
|||
|
Толщина стенки, мм |
||||
|
до 15 включительно |
от 15 до 17 включительно |
от 17 до 20 включительно |
более 20 |
|
|
От минус 30 до минус 15 включительно |
50+20 |
100+30 |
100+30 |
100+30 |
|
Выше минус15 до 0 включительно |
50+20 |
50+20 |
100+30 |
100+30 |
|
Выше 0 |
50+20 |
50+20 |
50+20 |
100+30 |
5.1.3 Разделки кромок и типы сварных соединений муфтовых тройников
5.1.3.1 При установке муфтового тройника используют следующие сварные соединения:
угловое сварное соединение - кольцевой шов приварки патрубка к трубе и к муфте;
стыковое сварное соединение - продольные швы полумуфт. Шов выполняется на стальной технологической подкладке;
угловое (нахлесточное) сварное соединение - кольцевые швы приварки муфты к трубе.
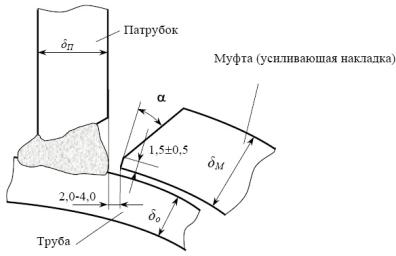
5.1.3.2 Для сварного соединения “патрубок - труба” используют V-образную разделку кромок с переменным углом скоса кромки в диапазоне от (50-5)° (рисунок 5.2, а) до a (рисунок 5.2, б) и притуплением (1,8±0,8) мм. Величина угла a для различных комбинаций диаметров патрубка и трубы приведены в таблице 5.2. Разбиение патрубка на сектора с различными углами скоса кромок показано на рисунке 5.3.
5.1.3.3 Для сварного соединения приварки патрубка к трубе и к муфте (разделка кромки отверстия) используют V-образную разделку кромок с переменным углом скоса кромки в диапазоне от (50-5)° (рисунок 5.4, а) до a (рисунок 5.4, б) и притуплением (1,5±0,5) мм. Величина угла a для различных комбинаций диаметров патрубка и трубы нефтепровода приведены в таблице 5.2. Разбиение отверстия на сектора с различными углами скоса кромок показано на рисунке 5.5.
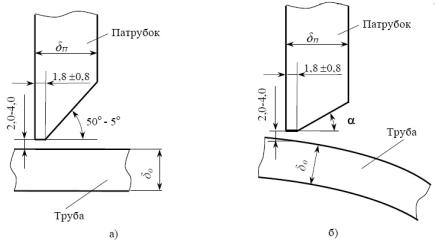
a) вид в продольном сечении трубы;
б) вид в поперечном сечении трубы.
Рисунок 5.2 - Форма разделки кромок сварного шва приварки патрубка к трубе
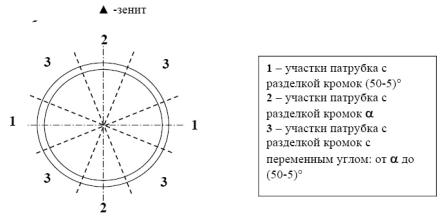
Рисунок 5.3 - Подготовка разделки кромок патрубка под сварное соединение “патрубок - труба”
Таблица 5.2 - Величина угла a разделки кромок сварных соединений “патрубок - труба”, “патрубок - муфта - труба” в зависимости от комбинации диаметров патрубка и трубы
|
Комбинация диаметров патрубка ответвления и трубы |
Значение угла скоса кромки a |
|
Врезка патрубка диаметром 325/377 мм в трубу диаметром 1020/1220 мм Врезка патрубка вантуза Ду 150 / Ду 200 в трубу диаметром 820/1020/1220 мм |
(40-5)° |
|
Врезка патрубка диаметром 720 мм в трубу диаметром 1020/1220 мм |
(20-5)° |
|
Все остальные комбинации диаметров |
(30-5)° |
5.1.3.4 Для сварного соединения полумуфт (продольный стыковой шов) используют V-образную разделку кромок с углом скоса кромки (25+5)° и притуплением (1,0±0,5) мм.
5.1.3.5 Разделки кромок собранных сварных соединений показаны на рисунках 5.2, 5.4 и 5.6 соответственно.
5.1.3.6 Работы по сборке и сварке должны выполняться в соответствии с требованиями настоящего документа и РД-23.040.60-КТН-332-06.
5.1.3.7 Для начала сварочно-монтажных работ необходимо получить письменное разрешение представителя технического надзора.
5.1.4 Сборка и приварка патрубка к трубе
5.1.4.1 Перед установкой патрубка производят разметку участка трубы. Для этого на трубе определяют положение ее образующей, проходящей через точку 0, 3 или 9 часов. Положение образующей отмечают с помощью краски или несмываемого маркера. Далее размечают контур окружности диаметром, соответствующим наружному диаметру устанавливаемого патрубка.
5.1.4.2 Патрубок устанавливают на трубу седловидной частью по размеченному на поверхности трубы контуру.
5.1.4.3 Для обеспечения зазора между патрубком и трубой величиной от 2 до 4 мм (см. рисунок 5.2) используют электродную проволоку соответствующего диаметра, калибры или специальные клинья.
5.1.4.4 Правильность сборки контролируют с помощью уровня, угольника и линейки.

a) вид в продольном сечении трубы
б) вид в поперечном сечении трубы
Рисунок 5.4 - Форма разделки кромок сварного шва приварки патрубка к трубе и полумуфте (усиливающей накладке)

Рисунок 5.5 - Подготовка разделки кромок отверстия усиливающей полумуфты под сварное соединение "патрубок - муфта - труба"

Рисунок 5.6 - Форма разделки кромок продольного сварного шва полумуфт
5.1.4.5 Предварительный и сопутствующий подогрев кромки патрубка осуществляют в соответствии с 5.1.2.4.
5.1.4.6 Перед началом сварки выполняют просушку поверхности трубы на участке приварки патрубка в соответствии с 5.1.2.4.
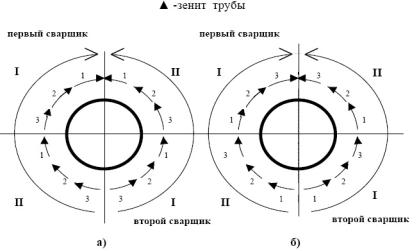
5.1.4.7 Сварку стыка, начиная с диаметра патрубка 219 мм, выполняют одновременно двумя сварщиками. Режимы ручной дуговой сварки приведены в таблице 5.3.
5.1.4.8 В процессе сборки должны быть обеспечены следующие параметры:
отклонение от перпендикулярности патрубка и трубы, измеренное между образующими патрубка и трубы, должно быть не более 1º;
отклонение патрубка от вертикали/горизонтали должно быть не более 1º;
смещение патрубка относительно размеченного контура не должно превышать 3 мм.
5.1.4.9 Патрубок фиксируют на трубе с помощью четырех прихваток длиной от 20 до 30 мм, равномерно распределенных по периметру патрубка. После выполнения прихваток проволока, калибры или клинья, использовавшиеся для установки зазора, должны быть удалены.
Таблица 5.3 - Режимы сварки шва приварки патрубка к трубе
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
|
Корневой |
3,0/3,2 |
100 - 120 |
1,40 - 1,50 |
|
Подварочный |
3,0/3,2 |
100 - 120 |
1,40 - 1,50 |
|
Заполняющие |
3,0/3,2 |
120 - 140 |
1,25 - 1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
5.1.4.10 Сварку выполняют обратноступенчатым способом «на подъем» в последовательности, показанной на рисунке 5.7.
5.1.4.11 Во время сварки корневого слоя прихватки должны быть удалены шлифованием.
5.1.4.12 После завершения корневого слоя шва производят его зачистку с помощью шлифовальной машины и выполняют подварочный шов по всей окружности с внутренней стороны патрубка (для патрубков ответвления диаметром 325/377/530/720 мм).
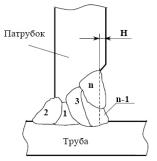
5.1.4.13 После завершения и зачистки подварочного шва выполняют сварку заполняющих слоев. При необходимости в процессе сварки выполняют сопутствующий подогрев кромки патрубка. Минимальное количество проходов должно соответствовать таблице 5.4. Схема заполнения разделки кромок показана на рисунке 5.8. После сварки каждого прохода производят зачистку поверхности и вышлифовывают зашлакованные «карманы».
5.1.4.14 Сварка ведется с неполным заполнением разделки. При этом глубина незаполненной части разделки «Н» должна быть не более 3 мм (см. рисунок 5.8).
Таблица 5.4 - Минимальное количество проходов для выполнения шва приварки патрубка к трубе, включая подварочный
|
Толщина стенки патрубка, мм |
Минимальное количество проходов, n |
|
До 10 включительно |
3 |
|
Св. 10 до 12 включительно |
4 |
|
Св. 12 до 15 включительно |
5 |
|
Св. 15 до 18 включительно |
6 |
|
Св. 18 до 22 включительно |
7 |
|
Св. 22 до 25 включительно |
9 |
|
Более 25 |
11 |
5.1.4.15 Выполненный сварной шов не должен выступать за внешнюю образующую поверхность патрубка. Выступающий металл должен быть удален шлифованием при зачистке последнего слоя.
5.1.4.16 После зачистки выполняют визуальный и измерительный контроль, контроль методом проникающей цветной дефектоскопии, ультразвуковой контроль качества корневой части шва.
5.1.5 Сборка полумуфт на трубе и сварка продольных стыковых швов полумуфт
5.1.5.1 Перед началом сборки полумуфт на трубе следует удалить с помощью шлифмашинок усиление заводского шва на участке установки муфты плюс 50 мм в каждую сторону. Остаточная высота усиления должна находиться в пределах от 0,5 до 1,0 мм.
5.1.5.2 Для сборки полумуфт и обеспечения зазора между ними используют приспособление для монтажа тройников ПМТ 530-620/720-820/1020-1220 и наружные звенные центраторы или центраторы с регулируемыми жимками. Центраторы устанавливают одновременно с обоих торцов муфты.
5.1.5.3 С обеих сторон полумуфты с отверстием устанавливают подкладные пластины, прихватывая их со стороны разделки кромок продольного шва. Шаг установки прихваток 300 мм, длина прихватки от 10 до 15 мм. Схема установки подкладных пластин показана на рисунке 5.9, а).
5.1.5.4 Для обеспечения зазора от 2,0 до 4,0 мм между патрубком ответвления и отверстием полумуфты допускается использовать установочные пластинки или проволоку соответствующего размера.
а)
сварка корневого и заполняющих слоев шва;
б) сварка подварочного и облицовочного слоев шва.
1-3 - последовательность сварки участков слоя шва;
I-II - очередность сварки
участков стыка каждым сварщиком.
Рисунок 5.7 - Схема выполнения шва обратноступенчатым способом при сварке стыков «патрубок - труба», «патрубок - муфта - труба», угловых кольцевых (нахлесточных) швов «муфта - труба»
а) для патрубка ответвления диаметром 325/377/530/720 мм
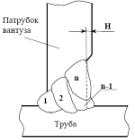
б) для патрубка вантуза диаметром 159/219 мм
1,2,3,…, n-1, n - номера проходов; n - общее число проходов. Н - глубина незаполненной части разделки
Рисунок 5.8 - Схема заполнения разделки сварного шва приварки патрубка к трубе
а) Сборка полумуфт
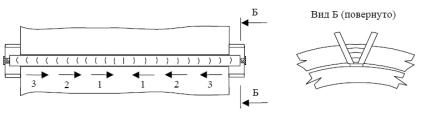
б) Сварка полумуфт

в) Сваренная муфта после удаления выводных планок
Рисунок 5.9 - Схема сборки и сварки продольных швов полумуфт
5.1.5.5 Схема и параметры сборки сварного соединения «патрубок - муфта - труба» показаны на рисунок 5.4. Участки разделки кромки отверстия полумуфты, отстоящие от шва приварки патрубка к трубе менее, чем на 2 мм, дорабатывают шлифовальной машиной.
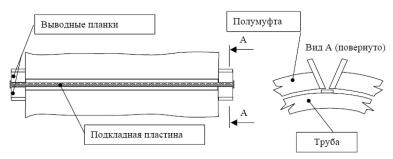
5.1.5.7 Если при сборке полумуфт зазор между продольными кромками полумуфт хотя бы в одном из стыков оказывается меньше 2 мм, следует доработать одну из кромок полумуфты шлифовальной машиной или газопламенной резкой с последующей обработкой кромки шлифовальной машинкой. Для предотвращения образования дефектов в начале и конце стыковых продольных швов полумуфт устанавливают выводные планки согласно рисунку 5.9, а), для изготовления которых используют пластины металла из Ст. 20 (или аналогичной) толщиной от 3 до 5 мм и шириной, равной толщине стенки свариваемых полумуфт плюс 10 мм.
5.1.5.8 Предварительный и сопутствующий подогрев стыка в процессе сварки следует осуществлять по методике, приведенной в 5.1.2.7.
5.1.5.9 После выполнения предварительного подогрева, одновременно на обоих продольных стыках полумуфт производят сварку трех прихваток длиной от 60 до 100 мм каждая, равномерно распределив их по длине каждого стыка. Сварку выполняют на режимах, приведенных в таблице 5.5. Перед сваркой прихваток должны быть полностью удалены прихватки, с помощью которых были установлены подкладные пластины.
Таблица 5.5 - Режимы сварки продольных швов полумуфт
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
|
Корневой |
3,0/3,2 |
90-120 |
1,40-1,50 |
|
Заполняющие |
3,0/3,2 4,0 |
100-130 120-180 |
1,25-1,50 |
|
Облицовочный |
3,0/3,2 4,0 |
100-120 130-170 |
1,25-1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
5.1.5.10 Сварка обоих стыков выполняется одновременно двумя сварщиками (в случае, если длина муфты превышает 900 мм - одновременно четырьмя сварщиками, по два на каждый стык) на режимах, приведенных в таблице 5.5. Сварку корневого и заполняющих слоев шва выполняют обратноступенчатым методом по схеме, приведенной на рисунке 5.9, б). Перед сваркой корневого слоя шва вышлифовать начало и концы прихваток.
5.1.5.11 Приспособление ПМТ 530-620/720-820/1020-1220 и наружные центраторы допускается снимать только после завершения сварки корневого и первого заполняющего слоев обоих продольных швов, кроме участков, расположенных под ними.
5.1.5.12 После выполнения каждого прохода швы зачищают от шлака и брызг и вышлифовывают зашлакованные «карманы».
5.1.5.13 Минимальное количество выполняемых проходов должно соответствовать таблице 5.6. Схема заполнения разделки сварного шва показана на рисунке 5.10.
Таблица 5.6 - Минимальное количество проходов при сварке продольного стыкового шва
|
Толщина стенки муфты, мм |
Минимальное количество проходов, n |
|
До 15 вкл. |
5 |
|
Св. 15 до 19 вкл. |
6 |
|
Св. 19 до 22 вкл. |
7 |
|
Св. 22 до 25 вкл. |
9 |
|
Св. 25 до 30 вкл. |
11 |
|
Св. 30 до 35 вкл. |
14 |
|
Св. 35 |
17 |
5.1.5.14 Ширина валика, выполняемого за один проход, не должна превышать 15 мм. При сварке заполняющих и облицовочного слоев шва, выполняемых за несколько проходов, взаимное перекрытие валиков по ширине должно быть не менее 2 мм.
5.1.5.15 Облицовочный слой должен иметь мелкочешуйчатую поверхность с превышением гребня над впадиной не более 1,0 мм. Высота усиления сварного шва должна составлять от 1,0 до 3,0 мм. Усиление должно иметь плавный переход к основному металлу и перекрытие от 1,5 до 2,5 мм в каждую сторону.
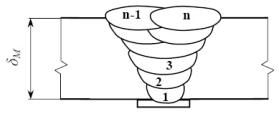
Рисунок 5.10 - Схема заполнения разделки продольного сварного шва полумуфт
5.1.5.16 После сварки выводные планки с наплавленным на них металлом удаляют с помощью шлифовальной машины (см. рисунок 5.9, в ). Завершенные швы и прилегающую поверхность муфты зачищают от шлака и брызг.
5.1.5.17 После зачистки выполняют визуальный и измерительный контроль качества сварного соединения.
5.1.6 Механизированная сварка продольных швов полумуфт самозащитной порошковой проволокой
5.1.6.1 Способ механизированной сварки самозащитной порошковой проволокой Иннершилд применяется при сварке продольных швов муфт П2 - П6, П2ВД, П3ВД, П4ВД, П6ВД, В1, В2, муфтовых тройников П8, разрезных тройников П9, П9ВД при толщине стенки муфты до 21 мм включительно.
5.1.6.2 Для участков продольных швов муфт, выполняемых на стальной технологической подкладке, механизированной сваркой следует выполнять все слои шва.
5.1.6.3 Для участков продольных швов муфт П3 - П6, П2ВД, П3ВД, П4ВД, П6ВД, В1, В2, не прилегающих к трубе (на галтелях, конических переходах, цилиндрических участках), сварка которых выполняется «на весу», полуавтоматическую сварку следует применять для заполняющих и облицовочного слоев шва. Корневой слой шва в этом случае выполняют ручной дуговой сваркой.
5.1.6.4 Для механизированной сварки продольных швов следует применять следующие самозащитные порошковые проволоки:
марки NR-207 типа E71T8-K6 по AWS A5.20 диаметром 1,7 мм для сварки продольных швов муфт, изготовленных из металла с нормативным пределом прочности до 530 МПа включительно;
марки NR-208S типа E71T8-G по AWS A5.20 диаметром 1,7 мм для сварки продольных швов муфт, изготовленных из сталей с нормативным пределом прочности от 539 МПа до 588 МПа включительно.
5.1.6.5 Режимы механизированной сварки продольных швов полумуфт приведены в таблице 5.7.
5.1.6.6 Минимальное количество слоев при сварке продольных швов полумуфт приведено в таблице 5.8 (уточняется в процессе производственной аттестации технологии сварки).
Таблица 5.7 - Режимы механизированной сварки самозащитной порошковой проволокой продольных швов полумуфт
|
Диаметр электродной проволоки, мм |
Скорость подачи проволоки, м/мин |
Вылет электродной проволоки, мм |
Напряжение на дуге, В |
Полярность |
|
1,7 |
2,0 - 3,1 |
12 - 19 |
17,5 - 20,5 |
Прямая |
Таблица 5.8 - Минимальное количество слоев при сварке продольных швов полумуфт
|
Толщина стенки муфты, мм |
Наименование слоя |
|
|
Заполняющие |
Облицовочный |
|
|
До 8 |
2 |
1 |
|
Свыше 8 до 10 вкл. |
3 |
1 |
|
Свыше 10 до 12 вкл. |
4 |
1 |
|
Свыше 12 до 16 вкл. |
5 |
1 |
|
Свыше 16 до 21 вкл. |
6 |
1 |
5.1.6.7 При сварке продольных швов полумуфт с толщиной стенки более 13 мм заполняющие слои, начиная с третьего, выполняются по методу «слой за два прохода», а облицовочный слой по методу «слой за два (три) прохода».
5.1.7 Сварка стыков “муфта - труба” (кольцевой угловой шов)
5.1.7.1 На поверхности трубы выполнить разметку границы кольцевых швов “муфта - труба” с помощью несмываемого маркера.
5.1.7.2 Перед началом сварки на стыки устанавливают индукционные нагреватели / кольцевые газовые горелки (в случае использования), схема установки которых показана на рисунке 5.1.
5.1.7.3 Предварительный и сопутствующий подогрев кромок муфты в процессе сварки следует осуществлять в соответствии с 5.1.2.5.
5.1.7.4 Перед началом сварки выполняют просушку поверхности трубы на участке приварки муфты в соответствии с 5.1.2.6.
5.1.7.5 Каждый шов варится двумя сварщиками одновременно. Режимы сварки ручной дуговой сварки приведены в таблице 5.9.
5.1.7.6 Для компенсации зазора между муфтой и трубой, а так же для создания благоприятных условий для формирования корневого слоя шва, сварку стыка начинают с выполнения наплавочного слоя шва, показанного на рисунке 5.11, а). Сварку наплавочного слоя выполняют “снизу-вверх”.
5.1.7.7 На участках, где зазор в собранном стыке находится в диапазоне от 3,0 до 5,0 мм, следует выполнить еще один наплавочный слой, показанный на рисунке 5.11, б).
Таблица 5.9 - Режимы ручной дуговой сварки швов “муфта - труба”
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/с |
|
Наплавочный |
3,0 / 3,2 |
100-120 |
1,40-1,50 |
|
Корневой |
3,0 / 3,2 |
100-120 |
1,40-1,50 |
|
Заполняющие |
3,0 / 3,2 |
120-140 |
1,25-1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
5.1.7.8 В случае, если толщина стенки привариваемой муфты превышает 19 мм, перед монтажом муфты следует выполнить на ее кромку наплавочный валик (рисунок 5.11, в, г). Наплавку валика следует выполнять в нижнем положении.
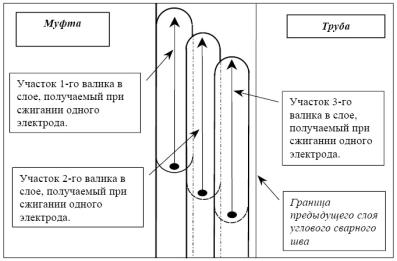
5.1.7.9 Для обеспечения благоприятного теплового режима сварку наплавочных слоев выполнять участками (“ступеньками”), на которых один за другим укладывают 2 или 3 параллельных валика (рисунок 5.12, б). Валики выполняют один за другим на длину сжигания электрода.
5.1.7.10 После выполнения наплавочных валиков стык зачищают и обрабатывают с помощью шлифмашинки. После обработки зазор в стыке “муфта - труба” должен быть в диапазоне от 2 до 2,5 мм (см. рисунок 5.11).
5.1.7.11 Сварку корневого и 1-го заполняющего валиков выполняют обратноступенчатым методом “снизу-вверх” (см. рисунок 5.7). Валики выполняют один за другим (“ступенькой”) на длину сжигания электрода (рисунок 5.12, а). Схема укладки валиков показана на рисунке 5.13.
5.1.7.12 Сварку заполняющих валиков, кроме первого, выполняют обратноступенчатым методом “снизу-вверх” по схеме, показанной на рисунке 5.7. Схема укладки валиков показана на рисунке 5.14.
Сварку заполняющих слоев шва следует выполнять участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (см. рисунок 5.12, б). Валики выполняют один за другим на длину сжигания электрода.
5.1.7.13 После выполнения каждого прохода шов должен быть зачищен механическим способом с целью удаления шлака, брызг и «карманов».
5.1.7.14 Минимальное количество выполняемых проходов должно соответствовать таблице 5.10.
|
|
|
|
а) сварка наплавочных валиков. Зазор в стыке 0-3 мм, толщина муфты до 19 мм |
б) сварка наплавочных валиков. Зазор в стыке 3-5 мм, толщина муфты до 19 мм |
|
|
|
|
в) сварка наплавочных валиков. Зазор в стыке 0-3 мм, толщина муфты более 19 мм |
г) сварка наплавочных валиков. Зазор в стыке 3-5 мм, толщина муфты более 19 мм |
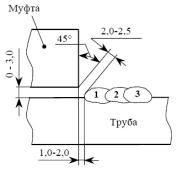
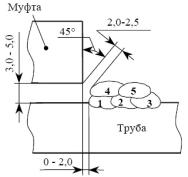

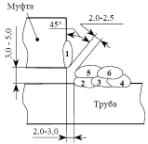
Рисунок 5.11 - Последовательность выполнения наплавочных валиков сварного соединения “муфта - труба”
а) сварка корневого и 1-го заполняющего валиков
б) сварка наплавочных и заполняющих слоев шва
Рисунок 5.12 - Последовательность сварки слоев шва “муфта - труба” ступенчатым методом

а) сварка корневого и 1-го заполняющего слоев шва. Зазор в стыке 0 - 3 мм, толщина муфты до 19 мм

б) сварка корневого и 1-го заполняющего слоев шва. Зазор в стыке 3 - 5 мм, толщина муфты более 19 мм
Рисунок 5.13 - Последовательность выполнения корневого и 1-го заполняющего слоев шва сварного соединения “муфта - труба”
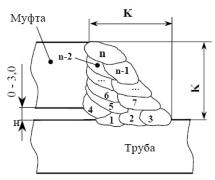
а) сварка заполняющих слоев шва (6 - n). Зазор в стыке 0 - 3 мм, толщина муфты до 19 мм
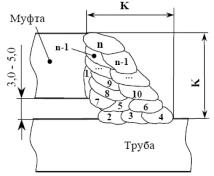
б) сварка заполняющих слоев шва (9 - n). Зазор в стыке 3 - 5 мм, толщина муфты более 19 мм
Kmin = dМ мм
Kmax = dМ
+3,0 мм
Рисунок 5.14 - Последовательность выполнения заполняющих слоев шва сварного соединения “муфта - труба”
Таблица 5.10 - Количество проходов для выполнения углового шва “муфта - труба”, включая наплавочные
|
Толщина стенки усиливающего элемента, мм |
Минимальное количество проходов |
|
До 15 вкл. |
6 |
|
Св. 15 до 19 вкл. |
7 |
|
Св. 19 до 22 вкл. |
9 |
|
Св. 22 до 25 вкл. |
11 |
|
Св. 25 до 30 вкл. |
14 |
|
Св. 30 до 35 вкл. |
17 |
|
Св. 35 |
18 |
5.1.7.15 Выполненный угловой шов должен иметь выпуклую форму с плавными переходами к основному металлу. Усиление (выпуклость) сварного шва должна быть не более 3 мм (не более 2 мм для участков, выполненных в нижнем положении). Ослабление (вогнутость) сварного шва должно быть не более 1 мм. Облицовочный слой сварного шва должен иметь мелкочешуйчатую поверхность с превышением гребня над впадиной не более 1,0 мм.
5.1.7.16 После окончания сварки необходимо зачистить шов и прилегающую поверхность усиливающего элемента и трубы от шлака и брызг.
5.1.7.17 Произвести визуальный и измерительный контроль качества выполненных сварных соединений.
5.1.8 Сварка стыка “патрубок - муфта - труба”
5.1.8.1 Перед началом сварки следует проверить зазор между выполненным сварным швом “ труба - патрубок” и разделкой кромок отверстия в полумуфте (см. рисунок 5.4). При зазоре менее 2 мм следует доработать разделку кромки на полумуфте с помощью шлифмашинки. При зазоре в разделке более 4 мм выполнить наплавку дополнительных валиков на шов “ труба - патрубок”, предварительно подогрев место наплавки в соответствии с требованиями 5.1.2.4. Режимы наплавки приведены в таблице 5.11. После выполнения наплавки зачистить и обработать поверхность наплавленных валиков с помощью шлифмашинки. После обработки зазор в стыке “муфта - патрубок” должен быть в диапазоне от 2 до 4 мм (см. рисунок 5.4).
5.1.8.2 Предварительный и сопутствующий подогрев кромок муфты и патрубка в процессе сварки следует осуществлять по методике, приведенной в 5.1.2.4.
Таблица 5.11 - Режимы сварки шва “патрубок - муфта - труба”
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
|
Корневой / наплавочный |
3,0/3,2 |
100 - 120 |
1,40 - 1,50 |
|
Заполняющие |
3,0/3,2 |
120 - 140 |
1,25 - 1,50 |
|
Облицовочный |
3,0/3,2 |
120 - 140 |
1,25 - 1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
5.1.8.3 Сварка стыка выполняется одновременно двумя сварщиками, каждый из которых выполняет свою половину стыка. Сварку выполняют «на подъем» (для корневого и заполняющих слоев шва - обратноступенчатым способом) в последовательности, показанной на рисунке 5.7. Сварку выполняют на режимах, приведенных в таблице 5.11.
5.1.8.4 Каждый предыдущий слой должен быть зачищен механическим способом с целью удаления шлака, брызг и «карманов».
5.1.8.5 Схема укладки валиков сварного шва “патрубок - муфта - труба” показана на рисунке 5.15. Минимальное количество выполняемых проходов должно соответствовать таблице 5.12.
Таблица 5.12 - Количество проходов для выполнения шва “патрубок - муфта - труба”
|
Толщина стенки муфты, мм |
Минимальное количество проходов, n |
|
до 15 включительно |
9 |
|
Св. 15 до 18 включительно |
11 |
|
Св. 18 до 22 включительно |
13 |
|
Св. 22 до |
15 |
5.1.8.6 Ширина валика, выполняемого за один проход, не должна превышать 12 мм.
5.1.8.7 В случае, если ширина облицовочного слоя шва превышает 20 мм, его сварку выполняют за 3 прохода.
5.1.8.8 Сварка заполняющих и облицовочного слоев шва, выполняемых за несколько проходов, производится валиками с взаимным перекрытием не менее 3 мм.
5.1.8.9 Облицовочный слой сварного шва должен иметь мелкочешуйчатую поверхность с превышением гребня над впадиной не более 1,0 мм, иметь усиление с плавным переходом к основному металлу и перекрывать кромку усиливающего элемента на 1,5-2,5 мм.
5.1.8.10 После окончания сварки зачистить шов и прилегающую поверхность патрубка и трубы от шлака и брызг.
5.1.8.11 После зачистки выполняют визуальный и измерительный контроль качества шва «патрубок - муфта - труба».
5.1.8.12 Выполнить капиллярный и ультразвуковой контроль качества углового кольцевого шва «патрубок - муфта - труба», продольных стыковых швов сварки полумуфт, угловых кольцевых (нахлесточных) швов «муфта - труба».

Аmin = dМ +2 мм
Аmax = 1,2dМ
+ 5,5 мм
Рисунок 5.15 - Последовательность выполнения проходов сварного шва “патрубок - муфта - труба”
5.2 Ремонт дефектов нефтепроводов методом установки разрезных тройников (постоянная ремонтная конструкция П9, П9ВД)
5.2.1 При ремонте дефектов нефтепроводов на давление до 6,3 МПа включительно следует применять разрезные тройники (постоянная ремонтная конструкция П9), выпускаемые по ТУ [7], на давление до 10 МПа включительно - разрезные тройники (постоянная ремонтная конструкция П9ВД), выпускаемые по ТУ [5].
5.2.2 Перед сборкой и сваркой разрезного тройника следует выполнить разметку кольцевых угловых швов “муфты - труба” и неразрушающий контроль качества этих участков в соответствии с требованиями раздела 6 настоящего документа.
5.2.3 Сборка и сварка разрезного тройника должна выполняться в следующем порядке:
сборка полумуфт на трубе и сварка продольного шва, включающая:
1) разметку подготовленного участка трубы под установку разрезного тройника;
2) сборку полумуфт на трубе в проектном положении с помощью приспособления для монтажа тройников ПМТ 530-620/720-820/1020-1220 и наружных центраторов типа ЦЗ, ЦЗН и ЦГН;
3) подгонку (в случае необходимости) разрезного тройника к трубе путем доработки продольной кромки полумуфты;
4) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок полумуфт;
5) сварку корневого слоя продольных швов полумуфт на подкладных пластинах;
6) сварку заполняющих и облицовочного слоев шва;
7) остывание сварного соединения;
8) визуальный и измерительный контроль продольных стыковых швов полумуфт.
приварка муфты к трубе, включающая:
1) установку нагревательных элементов на муфту в зоне кольцевых угловых швов приварки муфты к трубе (в случае использования);
2) просушку поверхности трубы на участке выполнения кольцевых угловых швов;
3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок муфты;
4) выполнение кольцевых угловых швов приварки муфты к трубе;
5) остывание сварного соединения;
6) визуальный и измерительный контроль выполненных кольцевых угловых сварных швов;
неразрушающий контроль выполненных сварных соединений, включающий капиллярный и ультразвуковой контроль продольных стыковых швов сварки полумуфт, угловых кольцевых швов «муфта - труба».
5.2.4 Сборку, сварку, предварительный и сопутствующий подогрев при выполнении продольных швов полумуфт разрезного тройника производят в соответствии с 5.1.5 настоящего документа.
5.2.5 Сварку, предварительный и сопутствующий подогрев, просушку трубы при выполнении кольцевых угловых швов приварки разрезного тройника к трубе производят в соответствии с 5.1.7 настоящего документа.
5.2.6 Количество слоев шва при выполнении продольных стыковых швов полумуфт и кольцевых угловых швов “муфта - труба” при установке разрезного тройника приведено в таблицах 5.6 и 5.10 соответственно.
5.2.7 Визуальный и измерительный, капиллярный и ультразвуковой контроль качества продольных стыковых швов сварки полумуфт, угловых кольцевых (нахлесточных) швов «муфта - труба» выполняют в соответствии с разделом 6 настоящего документа.
5.3 Ремонт дефектов нефтепроводов методом установки стальных полноохватных муфт (постоянные ремонтные конструкции П2, П3, П4, П5, П5У, П6, П2ВД, П3ВД, П4ВД, П6ВД и временные ремонтные конструкции В1, В2)
5.3.1 Перечень стальных полноохватных муфт, применяемых для ремонта нефтепроводов
При ремонте дефектов нефтепроводов на давление до 6,3 МПа включительно следует применять стальные полноохватные муфты (постоянные ремонтные конструкции П2, П3, П4, П5, П5У, П6; временные ремонтные конструкции В1, В2), выпускаемые по ТУ [6], на давление до 10 МПа включительно - постоянные ремонтные конструкции П2ВД, П3ВД, П4ВД, П6ВД, выпускаемые по ТУ [4].
5.3.2 Последовательность сборки и сварки стальных полноохватных муфт
5.3.2.1 Перед сборкой и сваркой стальной полноохватной муфты следует выполнить разметку кольцевых угловых швов “муфты - труба” и неразрушающий контроль качества этих участков в соответствии с требованиями раздела 6 настоящего документа.
5.3.2.2 Сборка и сварка стальных полноохватных муфт должна выполняться в следующем порядке:
сборка полумуфт на трубе и сварка продольного шва, включающая:
1) сборку полумуфт на трубе с помощью наружных центраторов;
2) подгонку (в случае необходимости) муфты к трубе путем доработки продольной кромки одной из полумуфт;
3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок полумуфт;
4) сварку корневого слоя продольных швов полумуфт;
5) сварку заполняющих и облицовочного слоев шва;
6) визуальный и измерительный контроль продольных стыковых швов полумуфт.
приварка муфты к трубе, включающая:
1) установку нагревательных элементов на муфты в зоне кольцевых угловых швов приварки муфты к трубе (в случае использования);
2) просушку поверхности трубы на участке выполнения кольцевых угловых швов;
3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок муфты;
4) выполнение кольцевых угловых швов приварки муфты к трубе;
5) остывание сварного соединения;
6) визуальный и измерительный контроль выполненных кольцевых угловых сварных швов.
сборка технологических колец на трубе и сварка продольных швов, включающая:
1) доработку углового сварного шва “муфта - труба” с помощью шлифмашинки для обеспечения требуемой геометрии разделки кромок;
2) сборку технологических колец на трубе с помощью наружного центратора;
3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок технологических колец;
4) сварку корневого слоя продольных швов технологических колец на подкладных пластинах;
5) сварку заполняющих и облицовочного слоев шва;
6) остывание сварного соединения;
7) визуальный и измерительный контроль продольных стыковых швов технологических колец.
приварка технологических колец к кольцевому угловому шву муфты, включающая:
1) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок технологического кольца и кольцевого углового шва муфты;
2) выполнение стыкового шва приварки технологического кольца к кольцевому угловому шву муфты;
3) остывание сварного соединения;
4) визуальный и измерительный контроль выполненных кольцевых угловых сварных швов.
неразрушающий контроль выполненных сварных соединений, включающий: контроль методом проникающей цветной дефектоскопии, контроль ультразвуковым методом продольных стыковых швов полуколец, угловых кольцевых швов «муфта - технологическое кольцо».
5.3.3 Требования по температурным режимам сварки стальных полноохватных муфт
При сварке стальных полноохватных муфт должны соблюдаться требования к предварительному подогреву и температурным условиям в процессе сварки согласно 5.1.2 настоящего документа.
5.3.4 Разделки кромок и типы сварных соединений стальных полноохватных муфт
5.3.4.1 При установке стальных полноохватных муфт используют следующие сварные соединения:
стыковое сварное соединение - продольные швы полумуфт и технологических полуколец;
нахлесточное сварное соединение - кольцевые швы приварки муфты к трубе;
стыковое сварное соединение - шов приварки технологического кольца к угловому нахлесточному шву муфты.
5.3.4.2 Продольные швы муфт П2, П2ВД выполняют на стальной технологической подкладке. Для муфт П3, П4, П5, П5У, П6, В1, В2, П3ВД, П4ВД, П6ВД продольные швы на участках муфт, прилегающих к трубе и на технологических кольцах выполняют на стальной технологической подкладке. Продольные швы на участках галтелей, конических переходов, цилиндрических участках муфт, не прилегающих к трубе, выполняют “на весу”.
5.3.4.3 Для продольных стыковых швов используют V-образную симметричную разделку кромок с углом скоса кромки (30-5)° и притуплением (1,8±0,8) мм (см. рисунок 5.16, а, в), или несимметричную разделку кромок с углами скоса (10+5)° и (30-5)° и притуплением (1,8+0,8) мм (см. рисунок 5.16, б, г).
5.3.4.4 Для сварного стыкового соединения “муфта - технологическое кольцо” используют V-образную разделку кромок с углом скоса кромки (30-5)° и притуплением со стороны технологического кольца (1,8±0,8) мм (см. рисунок 5.17).
Для начала сварочно-монтажных работ необходимо получить письменное разрешение представителя технического надзора.
5.3.5 Сборка полумуфт на трубе и сварка продольных стыковых швов полумуфт
5.3.5.1 Для монтажа полумуфт на трубе применяют наружные звенные центраторы, центраторы с регулируемыми жимками или гидравлические цепные приспособления, которые устанавливают одновременно с обоих торцов муфты.
5.3.5.2 С обеих сторон одной из полумуфт устанавливают подкладные пластины, прихватывая их со стороны разделки кромок продольного шва. Шаг установки прихваток 300 мм, длина прихватки от 10 до 15 мм. Схема установки подкладных пластин показана на рисунке 5.9 а).
5.3.5.3 Зазор между полумуфтами и трубой должен составлять не более 3 мм. Допускаются участки с зазором между полумуфтой и трубой до 5 мм. При этом длина таких участка не должна превышать 300 мм.
5.3.5.4 Операции по подгонке муфты к трубе, предварительному и сопутствующему подогреву свариваемых кромок полумуфт, сварке продольного стыкового шва полумуфт следует выполнять в соответствии с требованиями 5.1.5.6 - 5.1.5.17.
5.3.5.5 Режимы сварки участков продольных швов полумуфт, выполняемых “на весу”, приведены в таблице 5.13.
Таблица 5.13 - Режимы сварки участков продольных швов полумуфт, выполняемых “на весу”
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
|
Корневой |
2,5 3,0/3,2 |
70 - 90 90 - 120 |
1,40 - 1,50 |
|
Заполняющие |
3,0/3,2 4,0 |
100 - 130 120 - 180 |
1,25 - 1,50 |
|
Облицовочный |
3,0/3,2 4,0 |
100 - 120 130 - 170 |
1,25 - 1,50 |
|
1) Сварку корневого слоя шва выполняют током прямой или обратной полярности. Сварку всех остальных слоев шва выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
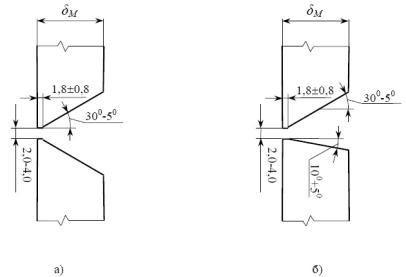
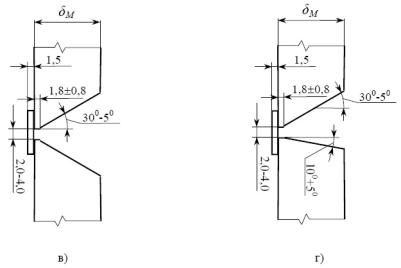
Рисунок 5.16 - Форма разделки кромок продольного сварного шва полумуфт
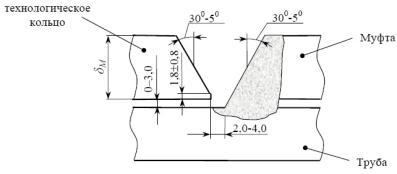
Рисунок 5.17 - Форма разделки кромок стыкового сварного шва “муфта - технологическое кольцо
5.3.5.6 Схема заполнения разделки кромок продольных швов полумуфт приведены на рисунках 5.18 а), б).

Рисунок 5.18 - Заполнение разделки кромок продольного сварного шва полумуфт
5.3.6 Сварка стыков “муфта - труба” (кольцевой угловой шов)
5.3.6.1 Предварительный и сопутствующий подогрев, сварку кольцевого углового шва “муфта - труба” выполняют в соответствии с 5.1.7 настоящего документа.
5.3.6.2 После окончания сварки необходимо зачистить шов и прилегающую поверхность муфты и трубы от шлака и брызг.
5.3.6.3 Выполнить капиллярный и ультразвуковой контроль качества угловых кольцевых (нахлесточных) швов «муфта - труба».
5.3.7 Сборка и сварка технологических полуколец на трубе
5.3.7.1 Перед монтажом технологических полуколец на трубе выполнить доработку углового сварного шва “муфта - труба” с помощью шлифмашинки для обеспечения требуемой геометрии разделки кромок (см. рисунок 5.17).
5.3.7.2 Собрать полукольца на трубе с помощью центраторов в соответствии со схемой, показанной на рисунке 5.16. При этом в процессе сборки должен быть обеспечен зазор в стыке “муфта - технологическое кольцо” в диапазоне от 2 до 4 мм (см. рисунок 5.17).
5.3.7.3 Операции по подгонке технологических полуколец к трубе, предварительному и сопутствующему подогреву свариваемых кромок технологических полуколец, сварке продольного стыкового шва следует выполнять в соответствии с требованиями 5.1.5.6 - 5.1.5.17.
5.3.7.4 Схема заполнения разделки кромок продольных швов технологических полуколец приведены на рисунках 5.18 а), б), режимы сварки - в таблицах 5.5 и 5.7.
5.3.8 Сварка стыков “муфта - технологическое кольцо” (кольцевой стыковой шов)
5.3.8.1 Перед началом сварки на стыки устанавливают индукционные нагреватели / кольцевые газовые горелки (в случае использования), схема установки которых показана на рисунке 5.1.
5.3.8.2 Предварительный и сопутствующий подогрев свариваемых кромок в процессе сварки следует осуществлять в соответствии с 5.1.2.5.
5.3.8.3 Каждый шов варится двумя сварщиками одновременно. Режимы сварки приведены в таблице 5.14.
5.3.8.4 Сварку корневого, заполняющих и облицовочного валиков выполняют обратноступенчатым методом “снизу-вверх” (см. рисунок 5.7). Схема укладки валиков показана на рисунке 5.19.
5.3.8.5 После выполнения каждого прохода шов должен быть зачищен механическим способом с целью удаления шлака, брызг и «карманов».
Таблица 5.14 - Режимы сварки шва “муфта - технологическое кольцо”
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/с |
|
Корневой |
3,0 / 3,2 |
100-120 |
1,40-1,50 |
|
Заполняющие |
3,0 / 3,2 |
120-140 |
1,25-1,50 |
|
Облицовочный |
3,0 / 3,2 |
120-140 |
1,25-1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
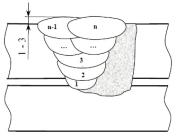
Рисунок 5.19 - Схема заполнения разделки кромок стыкового сварного шва “муфта - технологическое кольцо”
5.3.8.6 Минимальное количество выполняемых проходов должно соответствовать таблице 5.15.
5.3.8.7 Выполненный стыковой шов должен иметь плавный переход к основному металлу. Усиление сварного шва должно составлять от 1 до 3 мм (см. рисунок 5.19). Облицовочный слой сварного шва должен иметь мелкочешуйчатую поверхность с превышением гребня над впадиной не более 1,0 мм.
Таблица 5.15 - Количество проходов для выполнения стыкового шва “муфта - технологическое кольцо”
|
Толщина стенки муфты, мм |
Минимальное количество проходов |
|
До 15 включительно |
5 |
|
Св. 15 до 18 включительно |
6 |
|
Св. 18 до 22 включительно |
7 |
|
Св. 22 до 25 включительно |
9 |
|
Св. 25 |
11 |
5.3.8.8 После окончания сварки необходимо зачистить шов и прилегающую поверхность усиливающего элемента и трубы от шлака и брызг.
5.3.8.9 Выполнить визуальный и измерительный контроль качества сварных соединений.
5.3.8.10 Выполнить контроль капиллярным методом, ультразвуковой контроль качества стыкового кольцевого шва «муфта - технологическое кольцо».
5.3.8.11 После заполнения полости муфт П4, П6, В1, В2, П4ВД, П6ВД антикоррозийной жидкостью выполнить заварку винтов (пробок) в технологические отверстия муфт в соответствии с РД 153-39.4-086-01.
5.3.8.12 Произвести визуальный и измерительный контроль, капиллярный контроль качества швов заварки винтов (пробок).
5.4 Ремонт дефектов нефтепроводов на давление до 6,3 МПа включительно методом установки ремонтной конструкции П7. Установка вантузных патрубков на нефтепроводы на давление до 6,3 МПа включительно
5.4.1 Последовательность сборки и сварки ремонтной конструкции П7 и вантузных патрубков
5.4.1.1 Перед сборкой и сваркой ремонтной конструкции П7 или вантузного патрубка следует выполнить разметку шва “патрубок - труба”, кольцевых угловых швов “усиливающая накладка - труба” и неразрушающий контроль качества этих участков в соответствии с требованиями раздела 6 настоящего документа.
5.4.1.2 Сборка и сварка конструкции должна выполняться в следующем порядке:
сборка и приварка патрубка к трубе, включающая:
1) разметку подготовленного участка трубы под приварку патрубка;
2) установку патрубка в проектном положении;
3) фиксирование патрубка на трубе с помощью прихватки;
4) проверку точности ориентации патрубка, выставление сварочных зазоров, окончательную прихватку патрубка;
5) просушку поверхности трубы на участке приварки патрубка;
6) предварительный и сопутствующий (в процессе сварки) подогрев патрубка;
7) приварку патрубка к трубе;
8) остывание сварного соединения;
9) неразрушающий контроль (визуальный и измерительный, контроль методом проникающей цветной дефектоскопии, ультразвуковой контроль) углового кольцевого шва «патрубок - труба».
приварка усиливающей накладки к патрубку и трубе, включающая:
1) предварительный и сопутствующий подогрев (в процессе сварки) свариваемых кромок патрубка и усиливающей накладки;
2) выполнение шва приварки усиливающей накладки к патрубку и трубе;
3) остывание сварного соединения;
4) визуальный и измерительный контроль выполненного сварного шва.
приварка усиливающей накладки к трубе, включающая:
1) просушку поверхности трубы на участке выполнения нахлесточного шва;
2) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок усиливающей накладки;
3) выполнение нахлесточного шва приварки усиливающей накладки к трубе;
4) остывание сварного соединения;
5) визуальный и измерительный контроль выполненного нахлесточного шва.
неразрушающий контроль выполненных сварных соединений, включающий: контроль методом проникающей цветной дефектоскопии, контроль ультразвуковым методом углового кольцевого шва «патрубок - усиливающая накладка - труба», нахлесточного шва «усиливающая накладка - труба».
5.4.2 Требования по температурным режимам сварки ремонтной конструкции П7 и вантузного патрубка
При сварке ремонтной конструкции П7 или вантузного патрубка должны соблюдаться требования к предварительному подогреву и температурным условиям в процессе сварки согласно 5.1.2 настоящего документа.
5.4.3 Разделки кромок и типы сварных соединений ремонтной конструкции П7 и вантузного патрубка
5.4.3.1 При установке ремонтной конструкции П7 используют следующие сварные соединения:
угловое сварное соединение - кольцевой шов приварки патрубка к трубе (см. рисунок 5.2);
угловое сварное соединение - кольцевой шов приварки усиливающей накладки к патрубку и трубе (см. рисунок 5.4);
угловое (нахлесточное) сварное соединение - нахлесточный шов приварки усиливающей накладки к трубе.
5.4.3.2 Для сварного соединения “патрубок - труба” используют V-образную разделку кромок с постоянным углом скоса кромки (50-5)° (см. рисунок 5.2 а).
5.4.3.3 Для сварного соединения приварки патрубка к трубе и к усиливающей накладке (разделка кромки отверстия) используют V-образную разделку кромок с постоянным углом скоса кромки (50-5)° и притуплением (1,8±0,8) мм (см. рисунок 5.4 а).
5.4.3.4 Разделки кромок собранных сварных соединений показаны на рисунках 5.2 и 5.4 соответственно.
5.4.3.5 Для начала сварочно-монтажных работ необходимо получить письменное разрешение представителя технического надзора.
5.4.4 Выполнение сварных соединений ремонтной конструкции П7 и вантузного патрубка
5.4.4.1 Сборку, сварку, предварительный и сопутствующий подогрев, просушку трубы при приварке патрубка к трубе производят в соответствии с 5.1.5 настоящего документа.
5.4.4.2 Сборку, сварку, предварительный и сопутствующий подогрев при выполнении кольцевых угловых швов приварки усиливающей накладки к патрубку и трубе производят в соответствии с 5.1.8 настоящего документа.
5.4.4.3 Сварку, предварительный и сопутствующий подогрев при выполнении кольцевых угловых швов приварки усиливающей накладки к трубе производят в соответствии с 5.1.7 настоящего документа.
5.4.4.4 Капиллярный и ультразвуковой контроль качества углового кольцевого шва «патрубок - усиливающая накладка - труба» и углового кольцевого шва «усиливающая накладка - труба» выполняют в соответствии с разделом 6 настоящего документа.
5.5 Сварка патрубков КИП и бобышек на нефтепроводах на давление до 6,3 МПа включительно.
5.5.1 Типоразмеры патрубков
5.5.1.1 На магистральных и технологических нефтепроводах устанавливают патрубки КИП следующих типоразмеров:
диаметром 40 мм с толщиной стенки 12 мм;
диаметром 108 мм с толщиной стенки от 5 до 6 мм;
диаметром 159 мм с толщиной стенки от 5 до 7 мм.
5.5.1.2 Патрубки диаметром 40 мм изготавливают из проката по ГОСТ 19281, сталь 09Г2С.
5.5.1.3 Патрубки диаметром 108 и 159 мм изготавливают из горячекатаных бесшовных труб по ГОСТ 8732, сталь 09Г2С.
5.5.2 Требования к установке и сборке конструкций
5.5.2.1 Сборка и сварка конструкции должна выполняться в следующем порядке:
сборка и приварка патрубка к трубе, включающая:
1) разметку подготовленного участка трубы под приварку патрубка;
2) установку патрубка в проектном положении;
3) фиксирование патрубка на трубе с помощью прихватки;
4) проверку точности ориентации патрубка, выставление сварочных зазоров, окончательная прихватка патрубка;
5) просушку поверхности трубы на участке приварки патрубка;
6) предварительный и сопутствующий (в процессе сварки) подогрев патрубка;
7) приварку патрубка к трубе;
8) остывание сварного соединения;
неразрушающий контроль (визуальный и измерительный, капиллярный и ультразвуковой контроль) углового кольцевого шва «патрубок - труба».
5.5.2.2 В месте установки патрубка должна быть проверена фактическая толщина стенки трубы и проведен неразрушающий контроль для выявления коррозионных и механических повреждений стенки, расслоений и трещин в стенке трубы в соответствии с требованиями раздела 6. В случае наличия в контролируемой зоне недопустимых дефектов приварка конструкций к трубе запрещается.
5.5.2.3 Расстояние между сварным швом приварки патрубка и кольцевыми или продольными (спиральными) швами трубы нефтепровода должно быть не менее 100 мм.
5.5.3 Сборка и сварка конструкций
5.5.3.1 Разметить контур сварного шва патрубка на трубе.
5.5.3.2 Для выставления зазора между патрубком и трубой (см. рисунок 5.2), используют калибр или электродную проволоку соответствующего диаметра.
5.5.3.3 Геометрические параметры сборки контролируют с помощью уровня, угольника и линейки.
5.5.3.4 В процессе сборки должны быть обеспечены следующие параметры:
отклонение от перпендикулярности патрубка и трубы, измеренное между образующими патрубка и трубы, должно быть не более 1º;
отклонение патрубка от вертикали/горизонтали должно быть не более 1º;
смещение патрубка относительно размеченного контура не должно превышать 3 мм.
5.5.3.5 Патрубок фиксируют на трубе с помощью 2 или 3 прихваток длиной от 10 до 15 мм, равномерно распределенных равномерно по периметру патрубка. После выполнения прихваток калибры (клинья или проволока), использовавшиеся для установки зазора, должны быть удалены.
5.5.3.6 Предварительный и сопутствующий подогрев кромки патрубка и трубы осуществляют в соответствии с 5.1.2.
5.5.3.7 Режимы ручной дуговой сварки приведены в таблице 5.16.
Таблица 5.16 - Режимы сварки шва приварки патрубка к трубе
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
|
Корневой |
2,5 3,0/3,2 |
70-90 100-120 |
1,40 - 1,50 |
|
Заполняющие |
3,0/3,2 |
120-140 |
1,25 - 1,50 |
|
Облицовочный |
3,0/3,2 |
120-140 |
1,25 - 1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
|||
5.5.3.8 Сварку выполняют обратноступенчатым способом «на подъем» в последовательности, показанной на рисунке 5.7.
5.5.3.9 В процессе сварки корневого слоя все прихватки должны быть удалены шлифованием.
5.5.3.10 После завершения корневого слоя шва производят его зачистку с помощью шлифовальной машинки и выполняют сварку заполняющих и облицовочного слоев шва.
5.5.3.11 Минимальное количество проходов должно соответствовать таблице 5.17. Схема заполнения разделки кромок показана на рисунке 5.20. После сварки каждого валика производят зачистку поверхности шва и вышлифовывают зашлакованные «карманы».
5.5.3.12 Завершенный шов и прилегающую поверхность патрубка и трубы зачищают от шлака и брызг.
Таблица 5.17 - Минимальное количество проходов для выполнения шва приварки патрубка к трубе
|
Толщина стенки патрубка, мм |
Минимальное количество проходов, n |
|
До 6 включ. |
2 |
|
Св. 6 до 10 включ. |
3 |
|
Св. 10 до 12 включ. |
4 |
|
Св. 12 до 15 включ. |
5 |
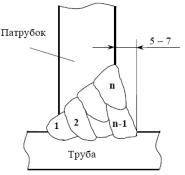
Рисунок 5.20 - Схема заполнения разделки сварного шва приварки патрубка к трубе
5.5.3.13 После зачистки выполняют визуальный и измерительный контроль, капиллярный и ультразвуковой контроль качества сварного соединения.
5.6 Ремонт механических или коррозионных повреждений поверхности труб методом заварки
5.6.1 Последовательность подготовки и заварки коррозионных или механических повреждений труб
Подготовка и заварка механических или коррозионных повреждений поверхности труб должна выполняться в следующем порядке:
подготовка выборки под заварку, включающая:
1) разметку выборки;
2) подготовку выборки с помощью переносной сверлильной установки и/или шлифмашинки;
3) неразрушающий контроль (визуальный и измерительный, капиллярный контроль и ультразвуковой контроль остаточной толщины стенки трубы) подготовленной выборки.
заварка выборки, включающая:
1) просушку подготовленной поверхности выборки;
2) сварку наплавочного слоя шва;
3) сварку заполняющих слоев шва, контурного валика и облицовочного слоя шва;
4) остывание сварного соединения;
5) визуальный и измерительный контроль выполненной заварки.
неразрушающий контроль выполненной заварки, включающий капиллярный и ультразвуковой контроль.
5.6.2 Требования по температурным режимам заварки коррозионных или механических повреждений труб
5.6.2.1 При заварке коррозионных или механических повреждений труб должны соблюдаться требования к предварительному подогреву и температурным условиям в процессе сварки.
5.6.2.2 Просушка подготовленной под заварку выборки и прилегающих участков трубы осуществляются с помощью многосопловых пропанобутановых кислородных горелок повышенной мощности типа ГСМ-5.3 ТМ нагревом до 50 °C. Просушку следует выполнять на участке выборки и прилегающем к ней участке трубы шириной не менее 80 мм.
5.6.2.3 Межслойная температура в процессе заварки не должна превышать 250 °C. В случае превышения межслойной температуры над максимальным значением следует дождаться остывания шва до температуры не более 100 °С и возобновить сварку. Запрещается использовать способы принудительного охлаждения сварного соединения.
5.6.3 Подготовка выборки под заварку
5.6.3.1 Продукты коррозии и слой металла толщиной не менее 1 мм удаляют на участке дефекта механическим способом. Шлифованием или фрезерованием формируют выборку, удобную для последующей заварки. Выборка должна иметь форму овала, гладкое дно с радиусом перехода к поверхности трубы не менее 60 мм. Форма выборки показана на рисунке 5.21.
5.6.3.2 Поверхность выборки должна быть проконтролирована ультразвуковым толщиномером для определения остаточной толщины стенки и капиллярным методом на предмет выявления поверхностных трещин.
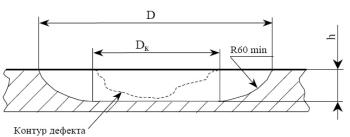
Dк - размер
удаляемого дефекта, мм
D - размер выборки, мм
h - глубина выборки, мм
Рисунок 5.21 - Форма выборки под заварку механических и коррозионных повреждений поверхности труб
5.6.4 Технология заварки дефектов
5.6.4.1 При заварке последовательно выполняют наплавочный и заполняющие слои, контурный шов и облицовочный слой (см. рисунок 5.22). Общее количество слоев (не считая контурного шва) должно быть не менее двух. Режимы сварки наплавочного, заполняющих, контурного и облицовочных слоев шва приведены в таблице 5.18.
5.6.4.2 Сварку первого слоя и последующих нечетных слоев (не считая контурного шва) проводят по схеме показанной на рисунке 5.23. Сварку ведут в направлении «на подъем» параллельными валиками шириной не более 10 мм и перекрытием не менее 3 мм. Образовавшиеся кратеры вышлифовывают и заваривают.

Рисунок 5.22 - Последовательность заварки выборки
Таблица 5.18 - Режимы сварки при заварке выборки
|
Слой шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
|
Наплавочный3) |
3,2 (2,5/2,6) |
90-100 (70-80) |
1,40-1,50 |
|
Заполняющие |
3,0/3,2 |
100-120 |
1,25-1,50 |
|
Контурный |
3,0/3,2 |
100-120 |
1,25-1,50 |
|
Облицовочный |
3,0/3,2 |
100-120 |
1,25-1,50 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. 3) При выполнении заварки при остаточной толщине стенки трубы от 5 до 8 мм включительно для наплавочного слоя следует применять электроды Э50А диаметром 2,5/2,6 мм вне зависимости от нормативного предела прочности трубы нефтепровода. |
|||
5.6.4.3 Сварку второго слоя и последующих четных слоев (не считая контурного шва) проводят по схеме показанной на рисунке 5.23. Сварку ведут валиками шириной до 10 мм и перекрытием не менее 3 мм параллельно оси трубы в направлении тока нефти. Образовавшиеся кратеры вышлифовывают и заваривают.
5.6.4.4 Контурный шов выполняют до сварки облицовочного слоя. Сварку контурного шва ведут с колебаниями перпендикулярно к граничной линии. Ширина контурного шва должна быть от 8 до 12 мм. Контурный шов должен иметь плавный переход к основному металлу без подрезов.
5.6.4.5 Сварку облицовочного шва осуществляют в соответствии с требованиями 5.6.4.2 или 5.6.4.3. Превышение гребня над впадиной должно быть не более 1 мм.
5.6.4.6 После завершения сварки шов должен быть обработан шлифовальным кругом до получения гладкой формы поверхности и высоты усиления от 1,0 до 2,0 мм в соответствии с рисунком 5.24. Доводку поверхности шва проводят дисковой проволочной щеткой или напильником. Допустимая шероховатость Rz 40.
5.6.4.7 Контроль качества сварного соединения осуществляют в соответствии с требованиями раздела 6 настоящего документа.

Рисунок 5.23 - Порядок наложения валиков четных и нечетных слоев при заварке выборки

Рисунок 5.24 - Параметры заварки выборки после механической обработки
5.7 Сварка выводов электрохимической защиты
5.7.1 Ручная дуговая сварка стальных выводов ЭХЗ
5.7.1.1 Ручную дуговую сварку (далее по тексту - приварку) стальных катодных выводов электрохимической защиты (далее по тексту - выводы ЭХЗ) к нефтепроводам следует выполнять электродами с основным видом покрытия.
5.7.1.2 Место приварки выводов ЭХЗ следует располагать в верхней четверти периметра нефтепровода с максимальным отклонением от зенита ±10°, на кольцевом или продольном сварном шве на расстоянии не менее 100 мм от пересечения продольного и кольцевого швов.
5.7.1.3 Поверхность нефтепровода в месте приварки выводов ЭХЗ и на расстоянии не менее 50 мм в каждую сторону должна быть очищена механическим способом до чистого металла. Допускается очистка поверхности шлифмашинкой с применением дисковых проволочных щеток, ручной проволочной щеткой, напильником, наждачной бумагой.
5.7.1.4 Вывод ЭХЗ должен быть зачищен механическим способом до чистого металла на длину не менее 50 мм.
5.7.1.5 На поверхности нефтепровода в месте приварки выводов ЭХЗ не допускается наличие следов влаги или конденсата.
5.7.1.6 Схема приварки вывода ЭХЗ к кольцевому шву нефтепровода через переходную пластину показана на рисунке 5.25.
5.7.1.7 Для ручной дуговой приварки выводов ЭХЗ следует применять сварочные электроды с основным видом покрытия в соответствии с требованиями 4.5.5.
5.7.1.8 Режимы сварки выводов ЭХЗ приведены в таблице 5.19.
5.7.1.9 Ручная дуговая сварка выводов ЭХЗ выполняется в следующей последовательности:
подготовить до начала производства работ переходную пластину из малоуглеродистой стали (марок ВСт.3сп, 10, 20) с толщиной стенки от 3,0 до 4,0 мм с параметрами, приведенными на рисунке 5.26. Пластина должна быть отформована в поперечном сечении по форме усиления кольцевого или продольного сварного шва, а в продольном (в случае установки на кольцевой шов) - по диаметру нефтепровода;
произвести очистку внутренней и наружной поверхности пластины механическим способом до чистого металла;
Таблица 5.19 - Режимы ручной дуговой сварки катодных выводов электрохимзащиты
|
Наименование шва |
Диаметр электрода, мм |
Сварочный ток 1), А |
Скорость сварки 2), мм/c |
Минимальное количество слоев |
|
Стыковой шов приварки пластины к продольному или кольцевому шву нефтепровода |
2,5 3,0/3,2 |
70 - 90 90 - 120 |
1,40 - 1,50 |
2 |
|
Угловой шов приварки стального вывода ЭХЗ к пластине |
3,0/3,2 4,0 |
100 - 130 120 - 180 |
1,40 - 1,50 |
2 |
|
1) Сварку выполняют током обратной полярности. 2) Скорость сварки контролирует мастер. |
||||
снять усиление сварного шва механическим способом шлифмашинкой с применением абразивных кругов или напильника до образования на облицовочном шве ровной поверхности шириной не менее ширины пазов пластины и длиной равной длине пластины. При этом минимальная остаточная высота усиления должна быть не менее 1,0 мм;
установить пластину на подготовленную поверхность по оси сварного шва;
выполнить в центре пазов пластины прихватки к сварному шву по одной с каждой стороны;
выполнить сварку пластины со сварным швом наплавочными швами с полным заполнением пазов и перекрытием металла пластины не менее 1,0 мм в каждую сторону;
установить вывод ЭХЗ по оси центральной части пластины;
выполнить сварку вывода ЭХЗ к центральной части пластины угловыми швами электродами с основным видом покрытия диаметром от 2,5 до 3,2 мм с образованием катета не менее диаметра вывода ЭХЗ;
зачистить металлической щеткой наплавочные швы пластины и угловые сварные швы приварки вывода ЭХЗ от шлака;
провести визуальный и измерительный контроль сварных швов по внешнему виду. Внешний вид сварных швов приварки пластины и вывода ЭХЗ должен соответствовать требованиям, предъявляемым к стыковым и угловым сварным швам нефтепроводов.
5.7.1.10 Выполнить капиллярный контроль качества сварных швов приварки переходной пластины к шву нефтепровода и вывода ЭХЗ к переходной пластине.

1 - стенка нефтепровода; 2 - облицовочный слой кольцевого сварного шва; 3 - переходная пластина; 4 - швы приварки переходной пластины к кольцевому сварному шву; 5 - стальной вывод ЭХЗ, 6 - угловые швы приварки вывода ЭХЗ к переходной пластине;
Рисунок 5.25 - Схема приварки вывода ЭХЗ к кольцевому шву нефтепровода через переходную пластину
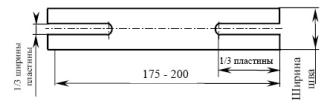
Рисунок 5.26 - Размеры переходной пластины для приварки выводов ЭХЗ к швам нефтепровода
5.7.2 Термитная сварка выводов ЭХЗ
5.7.2.1 Для термитной приварки выводов ЭХЗ на нефтепроводах следует применять медные термитные смеси или термокарандаши (из прессованной термитной смеси на клеевой основе) в комплекте с многоразовыми графитовыми тигель-формами.
5.7.2.2 Применяемый медный термит должен быть изготовлен соответствии с ТУ [8].
5.7.2.3 Подготовка и приварка выводов ЭХЗ с применением медных термитных смесей в комплекте с многоразовыми графитовыми тигель-формами выполняется в следующей последовательности:
подготовить медный вывод ЭХЗ, удалив на конце кабеля изоляцию на расстоянии 120 мм;
вскрыть герметичную индивидуальную упаковку одной порции (массой 54 г) термитной смеси и произвести перемешивание путем встряхивания непосредственно перед применением;
в случаях применения термитной смеси в упаковках большей массы (массой 1 кг - 20 порций), необходимо произвести до вскрытия герметичной упаковки перемешивание путем встряхивания упаковки;
осмотреть многоразовую графитовую тигель-форму. Не допускается применять тигель-форму с недопустимыми трещинами, сколами опорного торца, неплотностями поверхностей замыкания полутиглей;
произвести подготовку рабочей поверхности тигель-формы путем притирки с помощью наждачной бумаги, уложенной на трубу того же диаметра;
установить тигель-форму с помощью магнитных башмаков на место приварки (см. рисунок 5.27), предварительно обезжирив зачищенную поверхность бензином либо ацетоном и расположив нижнее боковое отверстие для установки вывода ЭХЗ по оси нефтепровода;
вставить в нижнее боковое отверстие тигель-формы вывод ЭХЗ;
установить на дно камеры сгорания тигель-формы стальную или медную мембрану толщиной (0,3±0,02) мм без перекосов для исключения просыпания термитной смеси в полость тигель-формы;
высыпать одну порцию термитной смеси (массой 54 г) в тигель-форму, перемешать и уплотнить (допускается сварочным электродом диаметром от 2,0 до 4,0 мм);
закрыть крышкой тигель-форму;
вставить через запальное отверстие крышки огнепроводный шнур замедленного горения либо провода для дистанционного поджига;
рекомендуется с целью исключения попадания на поверхность нефтепровода брызг расплавленной меди защищать поверхность нефтепровода влажным песком в радиусе от 20 до 30 см от места приварки или применять инвентарные защитные экраны из несгораемого материала (металлические кольца, полукольца);

1 - шнур замедленного горения, 2 - крышка тигель-формы, 3 - термоподжиг, 4 - корпус тигель-формы, 5 - термитная смесь, 6 - мембрана, 7 - литниковая камера, 8 - провод вывода ЭХЗ в изоляции, 9 - стенка нефтепровода, 10 - зачищенный от изоляции провод вывода ЭХЗ
Рисунок 5.27 - Схема установки многоразовой тигель-формы с термитной смесью на нефтепровод
произвести поджиг огнепроводного шнура замедленного горения источником открытого огня (спичкой, термоспичкой и др.) либо посредством передатчика и приемника устройства дистанционного поджига.
5.7.2.4 По окончании приварки выводов ЭХЗ необходимо:
дать остыть месту приварки в течение не менее 5 мин, снять тигель-форму или оправку легким пошатыванием;
зачистить наплавку и место приварки вывода ЭХЗ от шлака металлической щеткой с последующей зачисткой наждачной бумагой до чистого металла;
провести визуальный и измерительный контроль размеров наплавки, при этом высота наплавки должны быть (5,0±2,0) мм, диаметр - (30±5,0) мм, допускаются отдельные поры на поверхности наплавки диаметром до 1,0 мм;
проверить прочность наплавки приваренного вывода ЭХЗ многократным изгибом или однократным ударом молотка с двух сторон сварного шва в касательном к поверхности трубы направлении;
очистить от шлака и брызг расплавленной меди многоразовую тигель-форму, не повреждая поверхностей, зачистить шлифшкуркой («нулевкой») на тканевой основе литниковую камеру для последующего применения;
очистить от шлака и брызг расплавленной меди многоразовую графитовую оправку, очистить разверткой или сварочным электродом с основным видом покрытия диаметром 4,0 мм шлако- и газоотводящие каналы, канал установки паяльно-сварочного стержня, зачистить шлифшкуркой («нулевкой») на тканевой основе камеру формирования наплавки для последующего применения.
6 Неразрушающий контроль качества участков трубы нефтепровода и сварных соединений при установке ремонтных конструкций на нефтепроводы на давление 10 МПа включительно
6.1 Методы и объемы неразрушающего контроля
6.1.1 В качестве обязательных методов неразрушающего контроля участков нефтепровода под установку ремонтных конструкций и сварных соединений ремонтных конструкций регламентируются: визуальный и измерительный, капиллярный, ультразвуковой и радиографический.
6.1.2 Визуальный и измерительный методы применяются:
для выявления и измерения поверхностных дефектов участков нефтепровода под установку ремонтных конструкций;
для проверки соответствия геометрических параметров сварных соединений требованиям нормативной документации;
для обнаружения поверхностных (выходящих на поверхность) и сквозных дефектов сварных соединений типа трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, пор, неметаллических включений, определения их расположения и размеров.
6.1.3 Капиллярный контроль проводится на тех участках нефтепровода, сварных соединениях, которые признаны годными по результатам визуального и измерительного контроля.
Капиллярный метод применяется для обнаружения поверхностных (выходящих на поверхность) и сквозных дефектов типа трещин, свищей, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и определения их расположения, протяженности и ориентации по поверхности.
6.1.4 Ультразвуковой контроль проводится на тех участках нефтепровода и сварных соединениях, которые признаны годными по результатам визуального и измерительного контроля.
Ультразвуковой контроль применяется для:
измерения остаточной толщины стенки трубы на участках наружных коррозионных и механических повреждений трубы, а также на участках установки сварных швов ремонтных конструкций для выявления потерь металла на внутренней поверхности трубы. Контроль толщины стенки по периметру трубы выполняют через каждые 25 мм на участке шва и на расстоянии 50 мм от его границы, для швов заварки - на расстоянии 70 мм от границ коррозионного или механического повреждения.
выявления внутренних и выходящих на поверхность протяженных (ими могут быть: трещины, расслоения, непровары, несплавления, подрезы, цепочки скопления пор и включений) и не протяженных (ими могут быть: одиночные газовые поры, шлаковые включения) дефектов.
6.1.5 Радиографический контроль проводится на сварных соединениях приварки запорных устройств при установке патрубков.
Радиографический контроль применяется для выявления внутренних и выходящих на поверхность дефектов, таких как: газовые поры, шлаковые включения, непровары, несплавления, трещины, подрезы.
6.1.6 Неразрушающий контроль качества металла трубы и сварных соединений ремонтных конструкций следует выполнять в соответствии с требованиями ОР-13.01-74.30.00-КТН-004-1-03, РД-23.040.60-КТН-332-06 и РД-08.00-60.30.00-КТН-046-1-05.
6.1.7 Участки нефтепровода под установку ремонтных конструкций, все сварные соединения подвергаются неразрушающему контролю в объемах, приведенных в таблице 6.1.
Таблица 6.1 - Методы и объемы неразрушающего контроля металла трубы и сварных соединений приварки патрубков
|
Участок нефтепровода; назначение, вид сварного соединения, стадия выполнения работ |
Методы неразрушающего контроля и объемы их применения, % |
||
|
ВИК |
ПВК |
УЗК |
|
|
1 Неразрушающий контроль участков нефтепровода на этапе выбора места под установку ремонтной конструкции |
|||
|
1.1 Участок трубы, выбранный под установку ремонтной конструкции |
см. п. 6.2.2 |
- |
- |
|
1.2 Измерения толщины стенки трубы в зоне размещения сварных швов будущей ремонтной конструкции |
- |
- |
см. п. 6.2.3 |
|
1.3 Участки трубы в зоне размещения сварных швов будущей ремонтной конструкции |
- |
см. п. 6.2.3 |
|
|
2 Неразрушающий контроль сварных соединений ремонтной конструкции |
|||
|
2.1 Продольные стыковые швы сварки полумуфт; завершенный шов углового соединения приварки патрубка к муфте и трубе; кольцевые угловые швы нахлесточных соединений приварки муфты к трубе |
100 |
100 |
100 |
|
2.2 Угловое сварное соединение приварки патрубка к трубе |
100 |
100 |
100 |
|
2.3 Участки заварки коррозионных и механических повреждений поверхности труб |
100 |
100 |
100 |
|
2.4 Нахлесточные сварные соединения пластин катодных выводов для монтажа кабелей ЭХЗ |
100 |
100 |
- |
6.2 Последовательность контроля участков трубы и сварных соединений
6.2.1 Неразрушающий контроль участков нефтепровода на этапе выбора места под установку ремонтной конструкции выполняется в следующей последовательности:
ВИК участка нефтепровода под установку ремонтной конструкции;
ПВК участка нефтепровода под установку ремонтной конструкции и не имеющего (или имеющего только допустимые) поверхностные дефекты в зоне размещения сварных соединений ремонтной конструкции;
УЗК толщины стенки трубы для выявления потерь металла на внутренней поверхности трубы;
УЗК металла трубы на наличие дефектов типа расслоений и трещин.
6.2.2 Длина участка нефтепровода при проведении ВИК должна превышать длину ремонтной конструкции не менее, чем на 100 мм в каждую сторону, и должна быть указана в соответствующей операционной технологической карте контроля. Размеры дефектов измеряют с помощью штангенциркуля, металлической линейки, рулетки и шаблона сварщика.
6.2.3 Зона контроля при проведении ПВК и УЗК должна быть не менее 50 мм в обе стороны от границы сварного шва и должна быть указана в соответствующей операционной технологической карте контроля.
6.2.4 Неразрушающий контроль сварных соединений при установке ремонтной конструкции выполняется в следующей последовательности:
контроль завершенных сварных соединений: продольных стыковых швов сварки полумуфт, кольцевых угловых швов нахлесточных соединений приварки муфты к трубе, кольцевых угловых швов приварки патрубков узлов врезки и вантузов: ВИК ® ПВК ® УЗК;
контроль завершенных сварных соединений приварки патрубков датчиков контроля температуры, отбора давления, отбора проб нефти, вантузных патрубков на приемо-раздаточных патрубках резервуаров: ВИК ® ПВК ® УЗК;
контроль нахлесточных сварных соединений пластин катодных выводов для монтажа кабелей ЭХЗ: ВИК ® ПВК;
контроль участков заварки коррозионных и механических повреждений поверхности труб: ВИК ® ПВК ® УЗК.
6.3 Нормы дефектности
6.3.1 Участок нефтепровода под установку ремонтной конструкции
6.3.1.1 По результатам ВИК и ПВК на участке размещения сварных соединений ремонтной конструкции не должно быть наружных (поверхностных) и выходящих на поверхность дефектов, подлежащих ремонту согласно РД-23.040.00-КТН-090-07 (таблица 5.1).
6.3.1.2 По результатам УЗК в зоне расположения сварных соединений ремонтных конструкций не должно быть:
протяженных и непротяженных дефектов, оцениваемых как трещины любого размера и направления;
расслоений любого размера;
участков трубы с остаточной толщиной стенки менее чем регламентируется ТУ.
6.3.2 Шов углового сварного соединения приварки патрубка к нефтепроводу
6.3.2.1 По результатам ВИК шов углового сварного соединения считают «годным», если:
в нем отсутствуют: трещины, выходящие на поверхность несплавления, поры и включения, незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины;
глубина подрезов не превышает 0,5 мм при длине подреза не более 50 мм, или если суммарная длина подрезов на любые 300 мм шва не превышает 100 мм;
геометрические параметры шва соответствуют требованиям нормативной документации.
6.3.2.2 По результатам ПВК шов углового сварного соединения считают «годным», если отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
6.3.2.3 По результатам УЗК шов углового сварного соединения считают «годным», если в нем отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
6.3.3 Продольные сварные соединения полумуфт
6.3.3.1 По результатам ВИК продольное сварное соединение считают «годным», если:
в нем отсутствуют: трещины, выходящие на поверхность несплавления, поры и включения, незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины;
глубина подрезов не превышает 0,5 мм при длине подреза не более 50 мм, или если суммарная длина подрезов на любые 300 мм шва не превышает 100 мм;
геометрические параметры шва соответствуют требованиям нормативной документации.
6.3.3.2 По результатам ПВК продольное сварное соединение считают «годным», если в нем отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
6.3.3.3 По результатам УЗК продольное сварное соединение считают «годным», если в нем отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
6.3.4 Угловые сварные швы нахлесточного соединения приварки муфты к трубе
6.3.4.1 По результатам ВИК угловой сварной шов нахлесточного соединения считают «годным», если:
в нем отсутствуют: трещины, выходящие на поверхность несплавления, поры и включения, незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины;
глубина подрезов не превышает 0,5 мм при длине подреза не более 50 мм, или если суммарная длина подрезов на любые 300 мм шва не превышает 100 мм;
геометрические параметры шва соответствуют требованиям нормативной документации.
6.3.4.2 По результатам ПВК шов углового сварного соединения считают «годным», если отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
6.3.4.3 По результатам УЗК угловые сварные швы нахлесточного соединения считают «годным», если в них отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
6.3.5 Швы заварки коррозионных и механических повреждений трубы нефтепровода
6.3.6.1 По результатам ВИК швы заварки считают «годным», если:
в нем отсутствуют: трещины, выходящие на поверхность несплавления, поры и включения, незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины;
глубина подрезов не превышает 0,5 мм при длине подреза не более 50 мм, или если суммарная длина подрезов на любые 300 мм шва не превышает 100 мм;
геометрические параметры шва соответствуют требованиям нормативной документации.
6.3.6.2 По результатам ПВК швы заварки считают «годным», если в нем отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
По результатам УЗК шов заварки считают «годным», если в нем отсутствуют дефекты, регламентированные РД-08.00-60.30.00-КТН-046-1-05.
7 Технология ремонта недопустимых сварочных дефектов
7.1 Общие требования по выполнению ремонта
7.1.1 Дефекты, обнаруживаемые визуально в процессе сварки, удаляют с помощью шлифования и последующей заварки. При этом должны соблюдаться требования к предварительному подогреву и поддержанию межслойной температуры, приведенные в 5.1.2.
7.1.2 Типы и геометрические параметры дефектов, выявляемых в процессе неразрушающего контроля и подлежащих ремонту сваркой, регламентируются РД-08.00-60.30.00-КТН-046-1-05.
7.2 Ремонт сварных швов ремонтных конструкций
7.2.1 Ремонт дефектов, расположенных в корневом слое сварных соединений выполняется после подготовки ремонтного участка шва путем выборки металла с углом раскрытия от 50˚ до 60˚. Выборка металла шва производится до глубины, обеспечивающей полное удаление дефекта. Схемы разделок кромок применительно к различным сварным соединениям приведены на рисунках 7.1 - 7.4 соответственно.
7.2.2 Ремонт стыка возможен только в том случае, если суммарная протяженность недопустимых дефектов, подлежащих ремонту, не превышает 1/6 периметра или протяженности (для продольного стыкового шва полумуфт) сваренного стыка.
7.2.3 Ремонт протяженных дефектов следует производить участками. Максимальная протяженность единовременно ремонтируемого участка не должна превышать 200 мм.
7.2.4 Основная последовательность технологических операций и требования при выполнении ремонта следующая:
по результатам неразрушающего контроля определяют тип дефекта и отмечают на стыке его местоположение. Место ремонта и номер ремонтируемого стыка фиксируются дефектоскопистом несмываемой краской;
разметку дефектного участка под вышлифовку производит непосредственно бригадир звена сварочных работ. Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефектов не менее, чем на 30 мм в каждую сторону;
минимальная длина участка вышлифовки 100 мм;
глубина вышлифовки должна обеспечивать полную выборку дефекта;
выборка дефектных участков осуществляется только с помощью шлифмашинок.
7.2.5 При выборке внутренних дефектов ширина раскрытия «новых» кромок должна быть на 2-4 мм меньше ширины облицовочного слоя.
7.2.6 В процессе сварки ремонтных участков сварных соединений “муфта (усиливающая накладка) - труба”, “муфта (усиливающая накладка) - патрубок - труба”, “патрубок - труба” следует выполнять предварительный и межслойный подогрев ремонтного участка до температуры (230+20) °С. Подогрев выполняют с помощью многосопловых пропанобутановых кислородных горелок повышенной мощности типа ГСМ-5.3 ТМ. Ширина зоны подогрева должна быть не менее 80 мм в каждую сторону от разделки кромок. Температуру подогрева контролируют на расстоянии 15 мм от разделки кромок ремонтного участка.
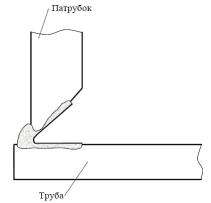
Рисунок 7.1 - Схема разделки кромок под ремонт дефекта, расположенного в корне сварного соединения «патрубок - труба»
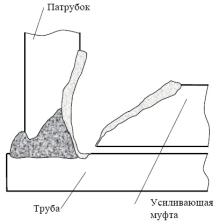
Рисунок 7.2 - Схема разделки кромок под ремонт дефекта, расположенного в сварном соединении «патрубок - усиливающая муфта - труба»

Рисунок 7.3 - Схема разделки кромок под ремонт дефекта, расположенного в продольном стыковом шве сварки полумуфт

Рисунок 7.4 - Схема разделки кромок под ремонт дефекта, расположенного в угловом нахлесточном сварном соединении "усиливающая муфта - труба"
7.2.7 Перед началом сварки ремонтного участка продольных швов полумуфт необходимо выполнить его подогрев до температуры (100+30) °С. Ширина зоны подогрева должна быть не менее 80 мм в каждую стороны от разделки кромок. Температуру подогрева контролируют на расстоянии 15 мм от разделки кромок ремонтного участка.
7.2.8 Сопутствующий подогрев ремонтного участка продольных швов полумуфт в процессе сварки следует выполнять в соответствии с 5.1.2.
7.2.9 Для ремонта корневого, заполняющих и облицовочного слоев шва применяют электроды, приведенные в таблице 4.5. Диаметр применяемых электродов должен быть не более 3,2 мм.
7.2.10 Высота (толщина) каждого слоя при заварке дефектного участка не должна превышать 3,0 мм.
7.2.11 Запрещается выполнять ниточными швами ремонт подрезов в облицовочном слое шва и на участках недостаточного перекрытия кромок элементов ремонтных конструкций облицовочным слоем.
7.2.12 Ремонт подрезов и недостаточного перекрытия следует выполнять после частичного удаления облицовочного слоя шва путем наплавки не менее двух валиков шириной не менее 10 мм каждый, причем первым выполняется валик, непосредственно примыкающий к трубе или ремонтной конструкции. Увеличение ширины облицовочного слоя в зоне ремонта не должно превышать 2,0 мм по сравнению с нормируемыми габаритами шва.
7.2.13 Ремонт дефектного участка разными сварщиками не допускается. Ремонт должен быть выполнен полностью без перерывов.
7.3 Ремонт швов заварки
7.3.1 Подготовку и выполнение ремонта выполняют в следующей последовательности:
разметка участка с дефектом несмываемой краской;
выборка дефекта и подготовка разделки кромок с помощью шлифмашинки;
подогрев и заварка дефектного участка.
7.3.2 Геометрические параметры выборки должны соответствовать следующим требованиям:
глубина выборки должна превышать глубину залегания дефекта на 1 мм и обеспечивать полную выборку дефекта, при этом остаточная толщина стенки трубы после вышлифовки должна быть не менее 5 мм;
длина выборки должна превышать максимальный размер исправляемого дефекта не менее, чем на 20 мм в каждую сторону. При этом длина единовременно ремонтируемого участка должна быть не более 200 мм;
ширина выборки участка должна обеспечивать полное удаление дефекта и иметь V-образную разделку кромок с углом раскрытия от 50º до 60º. Ширина корневой части разделки должна быть не менее 2,5 мм (см. рисунок 7.5).
7.3.3 Выборку и последующую заварку дефектного участка шва заварки коррозионных или механических повреждений труб проводят при тех же значениях допустимого давления и скорости движения нефти, что и заварка первичной выборки.
7.3.4 Для ремонта применяют электроды, приведенные в таблице 4.5. Диаметр применяемых электродов должен быть от 2,5 до 3,2 мм.
7.3.5 Режимы сварки выбирают в соответствии с требованиями таблицы 5.18.
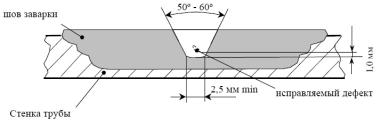
Рисунок 7.5 - Схема выборки дефектного участка
7.3.6 В процессе сварки ремонтных участков швов заварки следует выполнять предварительный и межслойный подогрев до температуры (230+20) °C. Подогрев выполняют с помощью многосопловых пропанобутановых кислородных горелок повышенной мощности типа ГСМ-5.3 ТМ. Ширина зоны подогрева должна быть не менее 80 мм в каждую сторону от разделки кромок. Температуру подогрева контролируют на расстоянии 15 мм от разделки кромок ремонтного участка.
7.3.7 Последовательность выполнения ремонтного шва представлена на рисунке 7.6.
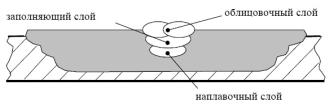
Рисунок 7.6 - Последовательность выполнения ремонтного шва
7.3.8 Сварку облицовочного слоя следует выполнять не менее, чем за два прохода валиками шириной от 10 до 12 мм с взаимным перекрытием от 3 до 4 мм.
7.3.9 Высота каждого слоя при заварке дефектного участка не должна превышать 3,0 мм.
7.3.10 В процессе сварки следует производить зачистку каждого слоя от шлака и брызг.
7.3.11 Перерывы между окончанием сварки любого из слоев шва и началом сварки последующего должны быть не более 5 минут. При этом должны выполняться требования по поддержанию межслойной температуры в соответствии с 7.3.6.
7.3.12 По окончании сварки выполненный ремонтный шов обрабатывают заподлицо с поверхностью шва заварки коррозионных или механических повреждений труб в соответствии с рисунком 7.7. Шероховатость обработанной поверхности для проведения УЗК должна быть не более Rz 40.
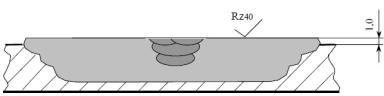
Рисунок 7.7 - Подготовка поверхности ремонтного шва к неразрушающему контролю
7.3.13 После механической обработки следует выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль отремонтированного участка шва заварки в соответствии с разделом 6 настоящего документа.
8 Требования к аттестации сварщиков, оборудования и технологии сварки
8.1 Сварщики, допускаемые к выполнению сварных швов ремонтных конструкций, швов заварки коррозионных и механических повреждений на эксплуатируемых нефтепроводах при допустимых давлениях должны быть аттестованы в соответствии с ПБ 03-273-99, РД 03-495-02, ОР-07.00-45.25.40-КТН-001-2-01, РД-25.160.01-КТН-247-07.
8.2 Перед выполнением ремонтных работ, сварщики должны пройти тренировку при сварке контрольных сварных соединений (нахлесточного сварного соединения листов при потолочном положении шва и заварке имитатора коррозионного поражения), предусмотренных РД-25.160.01-КТН-247-07 при регламентированных значениях сварочного тока и скорости сварки.
8.3 Технология сварки должна быть аттестована в соответствии с требованиями РД 03-615-03 и РД-23.040.60-КТН-332-06 (подраздел 5.9). Контрольные сварные соединения в процессе аттестации технологии следует выполнять при регламентированных значениях сварочного тока и скорости сварки.
8.4 Применяемые сварочные материалы должны быть аттестованы в установленном порядке в соответствии с требованиями РД 03-613-03.
8.5 Источники сварочного тока должны быть аттестованы на право применения при монтаже, реконструкции и ремонте НГДО в соответствии с требованиями РД 03-614-03, разрешены к применению на объектах ОАО «АК «Транснефть.
9 Меры безопасности при проведении сварочных работ на нефтепроводах под давлением
9.1 Общие требования к организации безопасного проведения работ
9.1.1 Организация и безопасное проведение сварочных ремонтных работ на эксплуатируемых нефтепроводах при расчетных допустимых давлениях осуществляется в соответствии с требованиями ПБ 08-624-03, РД-13.100.00-КТН-196-06, РД-13.220.00-КТН-575-06 и РД-23.020.00-КТН-156-06.
9.1.2 Производство сварочных ремонтных работ должно соответствовать требованиям ОТТ-08.00-60.30.00-КТН-051-1-05, РД-08.00-60.30.00-КТН-046-1-05, РД-23.040.00-КТН-332-06 и настоящего документа.
9.1.3 Контроль давления на ремонтном участке производит диспетчерская служба РНУ.
9.1.4 Размещение сварочного и вспомогательного оборудования в процессе производства ремонтных работ должно соответствовать требованиям РД-23.020.00-КТН-156-06.
9.1.5 Запрещается производство работ без оформления необходимых разрешительных документов.
9.1.6 При проведении ремонтных работ на линейной части должна быть обеспечена устойчивая телефонная или радиосвязь с местом проведения работ.
9.1.7 Место проведения ремонтных работ должно быть укомплектовано средствами пожаротушения в соответствии с требованиями РД-13.220.00-КТН-575-06 (7.6.8-7.6.10).
9.1.8 В случае возникновения в процессе выполнения ремонтных работ аварийной ситуации, проведение работ по ее устранению должно выполнятся в соответствии с РД-13.100.00-КТН-196-06 и Планом ликвидации возможных аварий.
9.2 Меры безопасности при ремонтных сварочных работах
9.2.1 К сварке допускаются сварщики, аттестованные в соответствии 8.1 настоящего документа.
9.2.2 При выполнении сварочных работ следует использовать управляемые источники сварочного тока, предусмотренные в 4.5.1 настоящего документа.
9.2.3 При предварительном и сопутствующем подогреве сварных соединений следует использовать:
многосопловые кольцевые пропанобутановые горелки;
многосопловые пропанобутановые кислородные горелки повышенной мощности;
электрические нагревательные элементы индукционного типа.
Оборудование должно иметь разрешение Ростехнадзора на применение на опасных производственных объектах.
9.2.4 Выполнение работ при подготовке и производстве ремонтных сварочных работ должно осуществляться по наряду-допуску на огневые работы и плану производства работ.
9.2.5 Ремонтные конструкции должны иметь разрешение Ростехнадзора на применение на опасных производственных объектах и снабжены паспортом завода-изготовителя.
9.2.6 При проведении ремонтных сварочных работ должен быть организован контроль воздушной среды в рабочей зоне.
9.2.7 В случае необходимости подгонка ремонтных конструкций к трубе нефтепровода с помощью газопламенной резки производится до установки конструкции на нефтепровод.
9.2.8 Подготовку участка коррозионного или механического повреждения поверхности трубы нефтепровода следует выполнять с помощью шлифмашинок. Применение газопламенной резки запрещено.
9.2.9 Установка ремонтных конструкций, заварка коррозионных или механических повреждений труб должна проводиться при давлениях, не превышающих расчетных допустимых, определенных в соответствии с настоящим документом и приведенным в Проекте производства работ.
9.2.10 Установка ремонтных конструкций, заварка коррозионных или механических повреждений труб должна проводиться при скоростях движения нефти в нефтепроводе, не превышающих значений, регламентированных настоящим документом и приведенным в ППР.
9.2.11 Непосредственно перед началом сварочных ремонтных работ методами неразрушающего контроля, регламентированными настоящим документом, должны быть проконтролированы и уточнены места расположения сварных швов ремонтных конструкций.
9.2.12 Непосредственно перед началом работ по заварке коррозионных или механических повреждений труб методами неразрушающего контроля, регламентированными настоящим документом, должна быть измерена остаточная толщина стенки на участке повреждений.
9.2.13 Сварка ремонтных конструкций, заварке коррозионных или механических повреждений труб должны проводиться в полном соответствии с операционно-технологическими картами. В процессе сварки должен выполняться постоянный контроль сварочного тока по показаниям контрольно-измерительной аппаратуры, установленной на источниках сварочного тока и с помощью мобильной контрольно-измерительной аппаратуры - токовых клещей. Применяемая контрольно-измерительная аппаратура должна быть поверена. В случае расхождения показаний контрольно-измерительной аппаратуры, установленной на источниках сварочного тока и амперметра токовых клещей следует использовать действующее значение сварочного тока, измеренное с помощью токовых клещей.
9.2.14 Сварочные швы ремонтных конструкций, швы заварки коррозионных или механических повреждений труб должны быть подвергнуты неразрушающему контролю в соответствии с требованиями РД-08.00-60.30.00-КТН-046-1-05.
9.2.15 В процессе выполнения ремонтных сварочных работ запрещается:
работать без спецодежды и обуви, средств защиты головы и глаз;
оставлять без надзора электроинструмент, присоединенный к электросети, а также передавать его лицам, не имеющих допуска к работе с ним;
использовать самодельные электрододержатели и электрододержатели с нарушенной изоляцией рукоятки;
проводить сварочные работы во время выпадения атмосферных осадков (снега или дождя) без применения навеса над местом производства работ и скорости ветра свыше 10 м/сек;
допускать в рабочую зону лиц, непосредственно не участвующих в выполнении работ;
проводить сварочно-монтажные работы в грозу.
Приложение А
(рекомендуемое)
Форма представления исходных данных для расчета допустимого давления и скорости движения нефти
УТВЕРЖДАЮ
Главный инженер
ОАО МН
____________
«___»____________200_ г.
Данные для расчета допустимого давления и скорости движения нефти при ремонте нефтепровода с применением сварки
|
№ |
Наименования параметра |
Значение параметра |
|
1 |
Номер расчета |
|
|
2 Положение ремонтируемого участка нефтепровода |
||
|
2.1 |
Название МН |
|
|
2.2 |
Километр МН содержащий дефектный участок |
|
|
2.3 |
Номер секции с дефектом |
|
|
3 Сведения о ремонтируемом участке нефтепровода |
||
|
3.1 |
Категория в соответствии с РД-23.040.00-КТН-110-07 |
|
|
3.2 |
Номинальный наружный диаметр (мм) |
|
|
3.3 |
Фактическая толщина стенки (мм) |
|
|
3.4 |
Марка трубной стали |
|
|
3.5 |
Категория прочности трубной стали \ временное сопротивление (МПа) |
|
|
3.6 |
Номера сертификатов на трубы (сертификаты прилагаются) |
|
|
3.7 |
Сведения о способе изготовления труб: - сварные из стали контролируемой прокатки, изготовленные двухсторонней электродуговой сваркой под флюсом и подвергнутые 100 % автоматическому контролю на сплошность основного металла и сварных соединений неразрушающими методами; - сварные, изготовленные двухсторонней электродуговой сваркой под флюсом и подвергнутые 100 % автоматическому контролю сварных соединений неразрушающими методами; - бесшовные трубы из катаной или кованой заготовки, подвергнутые 100 % автоматическому контролю на сплошность металла неразрушающими методами; - бесшовные из непрерывнолитой заготовки или из слитка, подвергнутые 100 % автоматическому контролю неразрушающими методами; - сварные, изготовленные электроконтактной сваркой токами высокой частоты, сварные соединения которых термически обработаны и подвергнуты 100 % контролю неразрушающими методами; - прочие бесшовные или электросварные |
|
|
4 Сведения о дефекте по данным диагностики (Технический отчет по ВТД, База данных «Дефект») |
||
|
4.1 |
Тип дефекта по РД-23.040.00-КТН-090-07 |
|
|
4.2 |
Схема и геометрические размеры дефекта (мм): - - - - |
|
|
4.3 |
Положение на трубе (в часах) |
|
|
5 Сведения о способе ремонта |
||
|
5.1 |
Метод ремонта (ремонтная конструкция) в соответствии с РД-23.040.00-КТН-090-07 |
|
|
Примечания: 1 -
4 - |
||
Начальник ОЭ ОАО МН __________________________/Ф.И.О./
подпись
Главный сварщик ОАО МН _______________________/Ф.И.О./
подпись
Главный инженер РНУ ___________________________/Ф.И.О./
подпись
Начальник ОЭН РНУ ___________________________/Ф.И.О./
Дата ________________
Приложение Б
(рекомендуемое)
Форма представления результатов расчета допустимого давления и скорости движения нефти
УТВЕРЖДАЮ
Главный инженер
ОАО МН
____________
«___»____________200_ г.
Результаты расчета допустимого давления и скорости движения нефти при ремонте нефтепровода с применением сварки
|
№ |
Наименования параметра |
Значение параметра |
|
1 |
Номер расчета |
|
|
2 Положение ремонтируемого участка нефтепровода |
||
|
2.1 |
Название МН |
|
|
2.2 |
Километр МН содержащий дефектный участок |
|
|
2.3 |
Номер секции с дефектом |
|
|
3 Сведения о ремонтируемом участке нефтепровода |
||
|
3.1 |
Наружный диаметр (мм) |
|
|
3.2 |
Фактическая толщина стенки (мм) |
|
|
3.3 |
Марка трубной стали |
|
|
3.4 |
Категория прочности трубной стали \ временное сопротивление (МПа) |
|
|
3.5 |
Коэффициент условий работы нефтепровода «m» в соответствии с РД-23.040.00-КТН-110-07 |
|
|
3.6 |
Коэффициент надежности по нагрузке «n» в соответствии с РД-23.040.00-КТН-110-07 |
|
|
3.7 |
Коэффициент надежности по материалу «k1» в соответствии с РД-23.040.00-КТН-110-07 |
|
|
3.8 |
Коэффициент надежности по назначению «kн» в соответствии с РД-23.040.00-КТН-110-07 |
|
|
4 Сведения о дефекте по данным диагностики (Технический отчет по ВТД, База данных «Дефект») |
||
|
4.1 |
Тип дефекта по РД-23.040.00-КТН-090-07 |
|
|
4.2 |
Схема и геометрические размеры дефекта (мм): - - - |
|
|
4.3 |
Положение на трубе (в часах) |
|
|
5 Сведения о способе ремонта |
||
|
5.1 |
Метод ремонта (ремонтная конструкция) в соответствии с РД-23.040.00-КТН-090-07 |
|
|
6 Режимы сварки |
||
|
6.1 |
Сварка корневого и наплавочных слоев: - тип электрода; - марка электрода; - диаметр электрода (мм); - сварочное напряжение (В); - сварочный ток (А); - скорость сварки (мм/с); - глубина проплавления (мм). |
|
|
6.2 |
Сварка заполняющего и облицовочного слоев: - тип электрода; - марка электрода; - диаметр электрода (мм); - сварочное напряжение (В); - сварочный ток (А); - скорость сварки (мм/с). |
|
|
7 Допустимое давление и скорость движения нефти при сварке |
||
|
7.1 |
Допустимое давление (МПа) |
|
|
7.2 |
Допустимая скорость движения нефти (м/с) |
|
|
Примечания: 1 - 2 - |
||
Начальник ОЭ ОАО МН __________________________/Ф.И.О./
подпись
Главный сварщик ОАО МН _______________________/Ф.И.О./
подпись
Главный инженер РНУ ___________________________/Ф.И.О./
подпись
Начальник ОЭН РНУ ___________________________/Ф.И.О./
подпись
Дата ________________
Приложение В
(обязательное)
Таблицы для определения расчетных коэффициентов
Таблица В.1- Коэффициент условий работы нефтепровода
|
Категория нефтепровода и его участка |
Коэффициент условий работы нефтепровода при расчете его на прочность, устойчивость и деформативность m |
|
В |
0,60 |
|
I |
0,75 |
|
II |
0,75 |
|
III |
0,90 |
|
IV |
0.90 |
Таблица В.2 - Коэффициент надежности по нагрузке
|
Характер нагрузки и воздействия |
Нагрузка и воздействие |
Способ прокладки нефтепровода |
Коэффициент надежности по нагрузке n |
|
|
подземный, наземный (в насыпи) |
надземный |
|||
|
Временные, длительные |
Внутреннее давление для нефтепроводов диаметром от 700 до 1200 мм с промежуточными НПС без подключения емкостей. Внутреннее давление для нефтепроводов диаметром от 700 до 1200 мм с промежуточными НПС, работающими постоянно только с подключенной емкостью, для нефтепроводов без промежуточных НПС, а также для нефтепроводов диаметром менее 700 мм |
+ |
+ |
1,15 |
|
|
+ |
+ |
1,10 |
|
Таблица В.3 - Коэффициент надежности по материалу
|
Характеристика труб |
Значение коэффициента надежности по материалу k1 * |
|
1 Сварные из стали контролируемой прокатки, изготовленные двухсторонней электродуговой сваркой под флюсом и подвергнутые 100% автоматическому контролю на сплошность основного металла и сварных соединений неразрушающими методами. |
1,34 |
|
2 Сварные, изготовленные двухсторонней электродуговой сваркой под флюсом и подвергнутые 100 % автоматическому контролю сварных соединений неразрушающими методами. Бесшовные трубы из катаной или кованой заготовки, подвергнутые 100 % автоматическому контролю на сплошность металла неразрушающими методами. Бесшовные из непрерывнолитой заготовки или из слитка, подвергнутые 100 % автоматическому контролю неразрушающими методами. |
1,40 |
|
3 Сварные, изготовленные электроконтактной сваркой токами высокой частоты, сварные соединения которых термически обработаны и подвергнуты 100% контролю неразрушающими методами. |
1,47 |
|
4 Прочие бесшовные или электросварные. |
1,55 |
|
* При отсутствии данных о способе производства труб значение коэффициента надежности по материалу принимают равным 1,55. |
|
Таблица В.4 - Коэффициент надежности по назначению
|
Условный диаметр нефтепровода, мм |
Коэффициент надежности по назначению нефтепровода kн |
|
1000 и менее |
1,00 |
|
1200 |
1,05 |
Примечание - Таблицы В.1, В.2, В.3 и В.4 являются выдержками из РД-23.040.00-КТН-110-07 (таблицы 6.4, 6.6, 6.8 и 7.1).
Приложение Г
(обязательное)
Схемы зачистки поверхности и контроля толщины стенки нефтепровода в месте выполнения ремонтных работ
Схема замера глубины механического или коррозионного повреждения стенки трубы нефтепровода
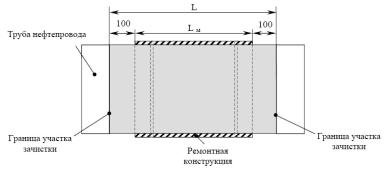
L - общая длина участка зачистки; LM - длина ремонтной конструкции;
а) - схема зачистки при установке муфт

б) схема зачистки при установке патрубков

в) схема зачистки при устранении механического или коррозионного повреждения
Рис Г.1 - Схема зачистки нефтепровода в месте установки ремонтной конструкции, заварки дефектов

а) для угловых сварных соединений приварки патрубка и усиливающего воротника к трубе

б) - для участков механических или коррозионных повреждений трубы

в) для угловых сварных соединений приварки муфт к трубе
К - катет углового шва ремонтной конструкции, мм
b - ширина зоны контроля толщины стенки нефтепровода (b = К + 2 х 50), мм
Рис. Г.2 - Схема контроля толщины стенки трубы нефтепровода на участках расположения швов ремонтных конструкций.
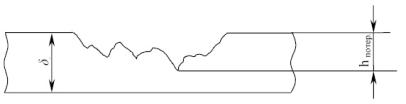
d - толщина стенки трубы нефтепровода, мм
hпотер - глубина механического или коррозионного повреждения стенки трубы, мм
Рис. Г.3 - Схема замера глубины механического или коррозионного повреждения стенки трубы нефтепровода
Приложение Д
(рекомендуемое)
Комплект операционных технологических карт для установки ремонтных конструкций. Примеры заполнения
Д.1 Операционная технологическая карта сборки и сварки ремонтной конструкции П2 на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П2 НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52 ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П2-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
|||||||||||||
|
Изделие |
Параметр трубы |
||||||||||||
|
Стальная муфта с технологическими кольцами (Тип П2) |
Ø1020 × 12 мм |
||||||||||||
|
Характеристика труб и деталей конструкции |
|||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
|||||||
|
Полумуфты, ТУ 1469-001-01297858-01 |
1046 |
12 |
09Г2С |
до К52 |
до 510 |
£ 0,43 |
|||||||
|
Технологические полукольца, ТУ 1469-001-01297858-01 |
1046 |
12 |
09Г2С |
до К52 |
до 510 |
£ 0,43 |
|||||||
|
Подкладные пластины, ТУ 1469-001-01297858-01 |
- |
1,5 |
Сталь 20 |
К 42 |
- |
£ 0,40 |
|||||||
|
Выводные планки ТУ 1469-001-01297858-01 |
- |
4,0 |
Сталь 20 |
К 42 |
- |
£ 0,40 |
|||||||
|
Сведения о ремонтируемом участке нефтепровода |
|||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
|||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
3,0 |
|||||||
|
Последовательность выполнения сборочно-сварочных операций |
|||||||||||||
|
Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. Сварка кольцевых нахлесточных швов “муфта - труба”. Установка технологических полуколец и их сварка друг с другом продольными стыковыми швами. Сборка и сварка стыков “муфта - технологическое кольцо - труба”. |
|||||||||||||
|
Таблица 1 Сварочные материалы и режимы сварки |
|||||||
|
№ п/п |
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. |
Полу-муфты |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
||
|
2. |
Муфта - труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные слои |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||
|
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
||
|
3. |
Технологические кольца |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
||
|
4. |
Муфта - технологическое кольцо |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Заполняющие и облицовочный слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
|
|
δм, мм |
E, мм |
n, не менее |
|
12 |
13-22 |
5 |
||
|
Рис. 1 Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт и технологических колец. |
||||
|
|
||||
|
1, 2, 3 - последовательность выполнения сварки участков продольных стыковых швов Рис. 2 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |
||||
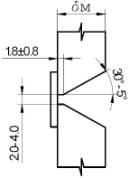
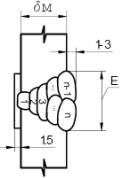

|
|
||
|
δм, мм |
К, мм |
n, не менее |
|
12 |
12-15 |
5 |
|
Рис. 3 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 - наплавочные слои шва, 3 - корневой слой шва; 4 - первый заполняющий слой шва, n - заполняющие слои шва. |
||

|
|
|
а)
сварка и корневого и заполняющих слоев шва; Рис. 4 - Схема выполнения швов обратноступенчатым способом при приварке муфты к трубе |
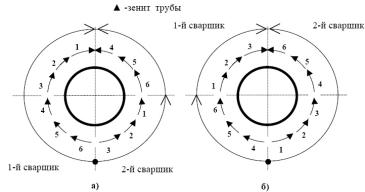
|
|
|
Рис. 5 Последовательность сварки наплавочных и заполняющих слоев шва двумя валиками ступенчатым методом |
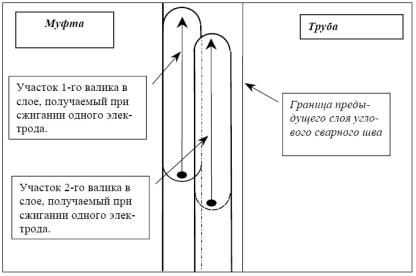
|
|
|
Рис. 6 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
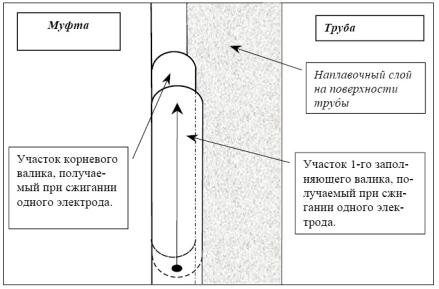
|
|
|
||
|
δм, мм |
E, мм |
n, не менее |
|
|
12 |
13-22 |
5 |
|
|
Рис. 7. Форма разделки кромок и последовательность выполнения проходов при сварке стыков “муфта - технологическое кольцо - труба”. |
|||

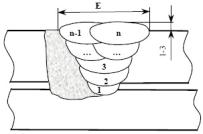
|
Перечень и последовательность операций сборки и сварки |
||||||
|
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей муфты очистить от загрязнений. |
Скребок, металлическая щетка |
|||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки усиливающих полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки муфты и границы кольцевых сварных швов приварки полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки муфты шириной, равной длине муфты плюс 100 мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок полумуфт
глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с
обязательным местным подогревом до температуры Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
|||
Сборка и сварка полумуфт. |
||||||
|
3. |
Установка полумуфт на трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу. Зазор между кромками полумуфт и поверхностью трубы не должен превышать 3 мм. Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина равномерно распределенного по длине смещения кромок не должна превышать 2 мм. Допускается локальное смещение кромок полумуфт не более 2,4 мм на длине не более 200 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|||
|
4. |
Подогрев и сварка продольных швов полумуфт.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности шириной не менее 80 мм от оси шва до 50°С. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. |
Шаблон УШС-3, штангенциркуль, линейка,
сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.),
шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный
термометр, печь для прокалки электродов, многосопловая пропан-бутан
кислородная горелка |
|||
|
5. |
Сварка продольных швов полумуфт. (продолжение) |
Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 2. В процессе сварки вышлифовывать начало и концы прихваток. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания стыков ниже 50 °С следует произвести подогрев кромок до температуры 50 - 70 °С. Наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под ними. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 1 обратноступенчатым способом в направлении от середины к краям (рис. 2). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выводные пластины с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль,
линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.),
шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный
термометр, печь для прокалки электродов, многосопловая пропан-бутан
кислородная горелка |
|||
|
Сварка стыков «муфта - труба». |
||||||
|
6. |
Просушка трубы |
Выполнить просушку участка трубы шириной не менее 80 мм, прилегающего к муфте, нагревом до 50 °С.
|
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
7. |
Выполнение наплавочных слоев шва |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 3, 4б. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в сварном соединении “муфта - труба” должен быть в диапазоне от 2 до 2,5 мм. |
||||
|
8. |
Просушка трубы и подогрев кромок полумуфт |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки муфты до температуры не менее 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
||||
9. |
Приварка муфты к трубе |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.3, 4а. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.2 таблицы 1. Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °C до 250 °C. В случае остывания кромки ниже 50 °C следует произвести подогрев до температуры 100 - 130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр (ТП-1 или подобный), многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ.
|
|||
|
10. |
Неразрушающий контроль |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольные стыковые швы полумуфт, угловые кольцевые швы приварки усиливающей муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|||
|
11. |
Механическая обработка угловых кольцевых сварных швов |
Обработать шлифмашинкой усиление угловых кольцевых сварных швов в соответствии с рисунком 7. |
Шаблон УШС-3, штангенциркуль, линейка, шлифмашинка. |
|||
Сборка и сварка технологических полуколец. |
||||||
|
13. |
Установка технологических колец на трубу |
Прихватить 2 подкладные пластины к продольным кромкам технологического полукольца. Количество прихваток - не менее 2 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полукольца, равномерно распределив их по длине стыка. Перекос подкладных пластин относительно оси стыка не допускается. Установить оба полукольца на трубу нефтепровода одновременно. Зазор между полукольцами и поверхностью трубы не должен превышать 1,5 мм. Допускается превышение зазора между полукольцом и трубой до 2 мм на длине не более 150 мм. Зазор в стыках продольных швов полуколец при затянутом центраторе должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полукольца с трубы и выполнить подработку одной из кромок полукольца с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина смещения кромок не должна превышать 2 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, центратор звенный ЦЗ-1020, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|||
|
14. |
Подогрев и сварка продольных швов технологических полуколец. |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности шириной не менее 80 мм от оси шва до 50°С. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. К торцам полуколец приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемого технологического кольца. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 2 длиной не менее 40 мм каждая. Прихватки расположить равномерно по длине стыка. Наружный центратор допускается снимать только после выполнения прихваток. Выполнить сварку корневого слоя шва. В процессе сварки вышлифовывать начало и концы прихваток. Сварку обоих стыков выполнять одновременно. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания стыков ниже 50 °C следует произвести подогрев кромок до температуры 50 - 70 °С. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии с рис. 1. После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выводные пластины с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль,
линейка, сварочный пост, токовые клещи, центратор звенный ЦЗ-1020,
шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный
термометр, печь для прокалки электродов. Многосопловая пропан-бутан
кислородная горелка |
|||
|
Сварка стыков «муфта - технологическое кольцо - труба». |
||||||
|
15. |
Подогрев и приварка технологических колец к муфте и трубе. |
Выполнить подогрев свариваемых кромок муфты и технологического кольца до температуры 50 - 70 °С. Ширина зоны подогрева должна быть не менее 80 мм в обе стороны от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить сварку корневого, заполняющих и облицовочного слоев шва в направлении “снизу-вверх” в соответствии с рис. 4, 7. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.4 таблицы 1. В процессе сварки всех слоев шва следует контролировать температуру кромок муфты и технологического кольца, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 50 - 70 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, , сварочный пост, токовые клещи, шлифмашинка, диско-вые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, контактный термометр (ТП-1 или подобный). |
|||
|
16. |
Неразрушающий контроль сварных соединений |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольных стыковых швов приварки технологических колец между собой и кольцевых швов приварки технологических колец к муфте и трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|||
|
Примечания. Электроды прокаливать 1,5 - 2 часа при температуре 350-380ºC. Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. Минимальное расстояние между продольным швом полумуфт и продольным швом технологических полуколец должно быть не менее 100 мм. Запрещается оставлять сварные соединения незаконченными. Сварка швов выполняется в направлении «снизу-вверх». Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
||||||
Д.2 Операционная технологическая карта сборки и сварки ремонтной конструкции П2ВД на трубе класса прочности К60 при допустимом давлении и скорости движения нефти
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
УТВЕРЖДАЮ_____________________должность__________/___________Подпись Ф. И. О.«___»___________200_ г.ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАСБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П2ВДНА ТРУБЕ КЛАССА ПРОЧНОСТИ К 60ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ |
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П2ВД-2 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
|||||||||||||
|
Изделие |
Параметры трубы |
||||||||||||
|
Стальная муфта с технологическими кольцами (Тип П2 ВД) |
Ø 1067 × 22 мм |
||||||||||||
|
Характеристика труб и деталей конструкции |
|||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|||||||
|
Труба нефтепровода, ТУ 14-3-1573-06 |
1067 |
22 |
10Г2ФБЮ |
К60 |
590 |
£ 0,43 |
|||||||
|
Полумуфты, ТУ 1469-001-01297858-01 |
1115 |
22 |
10Г2ФБЮ |
К60 |
590 |
£ 0,43 |
|||||||
|
Технологические полукольца, ТУ 1469-001-01297858-01 |
1115 |
22 |
10Г2ФБЮ |
К60 |
590 |
£ 0,43 |
|||||||
|
Подкладные пластины, ТУ 1469-001-01297858-01 |
- |
1,5 |
Сталь 20 |
К 42 |
- |
£ 0,40 |
|||||||
|
Выводные планки ТУ 1469-001-01297858-01 |
- |
4,0 |
Сталь 20 |
К 42 |
- |
£ 0,40 |
|||||||
|
Сведения о ремонтном участке нефтепровода |
|||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
|||||||
|
II |
0,75 |
1,15 |
1,4 |
1,05 |
7,0 |
1,5 |
|||||||
|
Последовательность выполнения сборочно-сварочных операций |
|||||||||||||
|
Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. Сварка кольцевых нахлесточных швов “муфта - труба”. Установка технологических полуколец и их сварка друг с другом продольными стыковыми швами. Сборка и сварка стыков “муфта - технологическое кольцо - труба”. |
|||||||||||||
Таблица 1 Сварочные материалы и режимы сварки |
|||||||
|
№ п/п |
Свариваемые элементы |
Марка электрода |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. |
Полумуфты |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Электроды типа Э60 по ГОСТ 9467 (Е8018 по AWS A5.5) марок ОК 74.70, МТГ-03, Шварц 3К Мод, Кессель 5520 Мо, Линкольн 18П. |
Заполняющие и облицовочный слои |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
||
|
2. |
Муфта - труба |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные слои |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
3. |
Технологические полукольца |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Электроды типа Э60 по ГОСТ 9467 (Е8018 по AWS A5.5) марок ОК 74.70, МТГ-03, Шварц 3К Мод, Кессель 5520 Мо, Линкольн 18П. |
Заполняющие и облицовочный слои |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
||
|
4. |
Муфта - технологическое кольцо |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Заполняющие и облицовочный слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
|
|
δм, мм |
E, мм |
n, не менее |
|
22 |
23-34 |
7 |
||
|
Рис. 1 Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт и технологических колец. |
||||
|
1, 2, 3 - последовательность выполнения сварки участков продольных стыковых швов |
||||
|
Рис. 2 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |
||||
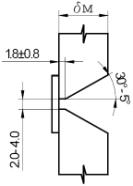
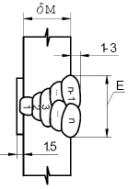
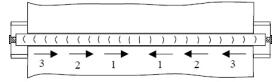
|
|
||
|
δм, мм |
К, мм |
n, не менее |
|
22 |
22-25 |
9 |
|
Рис. 3 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 3, 4 - наплавочные слои шва, 5 - корневой слой шва; 6 - первый заполняющий слой шва, 7 - n - заполняющие слои шва. |
||
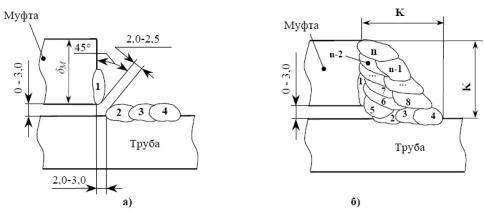
|
|
|
а) сварка и корневого и заполняющих слоев шва; б) сварка наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рис. 4 - Схема выполнения швов обратноступенчатым способом при приварке муфты к трубе |

|
|
|
Рис. 5 Последовательность сварки наплавочных и заполняющих слоев шва двумя (тремя) валиками ступенчатым методом |
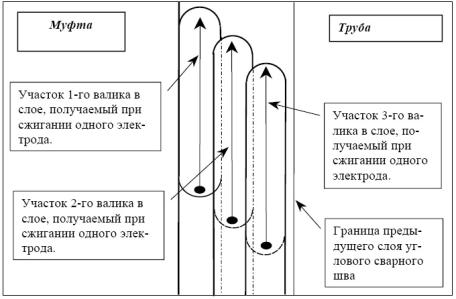
|
|
|
Рис. 6 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |

|
|
|
||
|
δм, мм |
E, мм |
n, не менее |
|
|
22 |
23-34 |
7 |
|
|
Рис. 7. Форма разделки кромок и последовательность выполнения проходов при сварке стыков “муфта - технологическое кольцо - труба”. |
|||
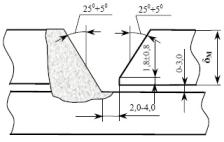

|
Перечень и последовательность операций сборки и сварки |
||||||
|
№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей муфты очистить от загрязнений. |
Скребок, металлическая щетка |
|||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки усиливающих полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки муфты и границы кольцевых сварных швов приварки полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки муфты шириной, равной длине муфты плюс 100мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка.. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок полумуфт глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм.
|
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
|||
Сборка и сварка полумуфт. |
||||||
|
4. |
Установка полумуфт на трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу. Зазор между кромками полумуфт и поверхностью трубы не должен превышать 3 мм. Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина равномерно распределенного по длине смещения кромок не должна превышать 2 мм. Допускается локальное смещение кромок полумуфт не более 3,0 мм на длине не более 200 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|||
|
5. |
Подогрев и сварка продольных швов полумуфт.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности шириной не менее 80 мм от оси шва до температуры 100-130 °С. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
Сварка стыков «муфта - труба». |
||||||
|
6. |
Просушка трубы |
Выполнить просушку участка трубы шириной не менее 80 мм, прилегающего к муфте, нагревом до 50 °С.
|
Линейка, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
7. |
Подогрев и наплавка слоя на кромку полумуфт |
Выполнить подогрев кромки полумуфты нагревом до 100 - 130 °С. Выполнить наплавочный валик на кромку полумуфт. Наплавку валика следует выполнять в нижнем положении. Зачистить наплавку с помощью шлифмашинки. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
8 |
Выполнение наплавочных слоев шва |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 3, 4б. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “муфта -труба” должен быть в диапазоне от 2 до 2,5 мм. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр (ТП-1 или подобный), многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. Оборудование и материалы для неразрушающего контроля физическими методами. |
|||
9. |
Просушка трубы и подогрев кромок полумуфт |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки муфты до температуры 100-130 °C. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
||||
|
10. |
Приварка муфты к трубе |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.3, 4а. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.2 таблицы 1. Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100-130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр (ТП-1 или подобный), многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ.
|
|||
|
11. |
Неразрушающий контроль |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольные стыковые швы полумуфт, угловые кольцевые швы приварки усиливающей муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|||
|
12 |
Механическая обработка угловых кольцевых сварных швов |
Обработать шлифмашинкой усиление угловых кольцевых сварных швов в соответствии с рисунком 7. |
Шаблон УШС-3, штангенциркуль, линейка, шлифмашинка. |
|||
Сборка и сварка технологических полуколец. |
||||||
|
13. |
Установка технологических колец на трубу |
Прихватить 2 подкладные пластины к продольным кромкам технологического полукольца. Количество прихваток - не менее 2 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полукольца, равномерно распределив их по длине стыка. Перекос подкладных пластин относительно оси стыка не допускается. Установить оба полукольца на трубу одновременно. Зазор между полукольцами и поверхностью трубы не должен превышать 1,5 мм. Допускается превышение зазора между полукольцом и трубой до 2 мм на длине не более 150 мм. Зазор в стыках продольных швов полуколец при затянутом центраторе должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полукольца с трубы и выполнить подработку одной из кромок полукольца с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина смещения кромок не должна превышать 2 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центратор звенный ЦЗ-1020, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|||
|
14. |
Подогрев и сварка продольных швов технологических полуколец.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности шириной не менее 80 мм от оси шва до температуры 100-130 °С. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. К торцам полуколец приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемого технологического кольца. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 2 длиной не менее 40 мм каждая. Прихватки расположить равномерно по длине стыка. Наружный центратор допускается снимать только после выполнения прихваток. Выполнить сварку корневого слоя шва. В процессе сварки вышлифовывать начало и концы прихваток. Сварку обоих стыков выполнять одновременно. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания стыков ниже 50 °С следует произвести подогрев кромок до температуры 100-130 °С. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии с рис. 1. После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выводные пластины с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центратор звенный ЦЗ-1020, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов. Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
Сварка стыков «муфта - технологическое кольцо - труба». |
||||||
|
15. |
Подогрев и приварка технологических колец к муфте и трубе. |
Выполнить подогрев свариваемых кромок муфты и технологического кольца до температуры 100-130 °С. Ширина зоны подогрева должна быть не менее 80 мм в обе стороны от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить сварку корневого, заполняющих и облицовочного слоев шва в направлении “снизу-вверх” в соответствии с рис. 4, 7. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п. 4 таблицы 1. В процессе сварки всех слоев шва следует контролировать температуру кромок муфты и технологического кольца, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромок ниже 50 °С следует произвести подогрев до температуры 100-130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, контактный термометр (ТП-1 или подобный). |
|||
|
16. |
Неразрушающий контроль сварных соединений |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольных стыковых швов приварки технологических колец между собой и кольцевых швов приварки технологических колец к муфте и трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|||
|
Примечания. 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380ºC. 2 Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. 3 Минимальное расстояние между продольным швом полумуфт и продольным швом технологических полуколец должно быть не менее 100 мм. 4 Запрещается оставлять сварные соединения незаконченными. 5 Сварка швов выполняется в направлении «снизу-вверх». 6 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 7 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
||||||
Д.3 Операционная технологическая карта сборки и сварки ремонтной конструкции П7 на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ: _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАСБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П7НА ТРУБЕ КЛАССА ПРОЧНОСТИ К52ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П7-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
|
Изделие |
Параметры трубы |
|||||||||||||
|
Патрубок с усиливающей накладкой (Тип П7) |
Ø 1020 × 12 мм |
|||||||||||||
|
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12,0 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
||||||||
|
Патрубок, ТУ 1469-001-01297858-01 |
219 |
8,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Усиливающая накладка, ТУ 1469-001-01297858-01 |
466 |
12,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
3,0 |
||||||||
|
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||
|
1 Сборка и приварка патрубка к трубе. 2 Установка усиливающей накладки на трубу и выполнение кольцевого нахлесточного шва «труба - патрубок - усиливающая накладка». 3 Сварка шва «труба - усиливающая накладка». |
||||||||||||||
Таблица 1 Сварочные материалы и режимы сварки |
|||||||
|
№ п/п |
Свариваемые элементы |
Марка электрода. |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. |
Патрубок - труба |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
2. |
Патрубок - усиливающая накладка - труба |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
Облицовочный |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
3. |
Усиливающая накладка -труба нефтепровода |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
Форма разделки кромок и сварного шва |
|||
|
|
|
dп, мм |
n, не менее |
8 |
2 |
||
|
Рис. 1 Форма разделки кромок и последовательность выполнения проходов при сварке шва «труба - патрубок». 1 - корневой слой шва; 2 - n - заполняющие слои шва. |
|||
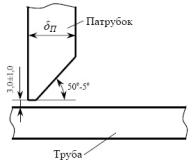
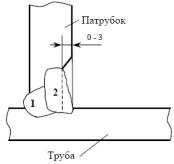
|
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка подварочного, наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рис. 2 Схема выполнения швов обратноступенчатым способом при приварке патрубка к трубе, усиливающей накладки к патрубку и трубе, усиливающей накладки к трубе. |

|
|
|
Рис. 3 Последовательность сварки наплавочных и заполняющих слоев шва двумя валиками ступенчатым методом |
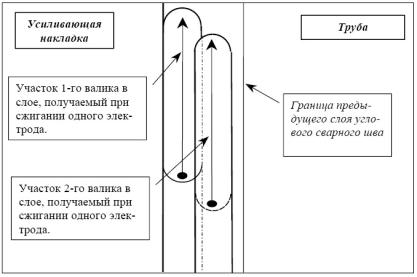
|
|
|
Рис. 4 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
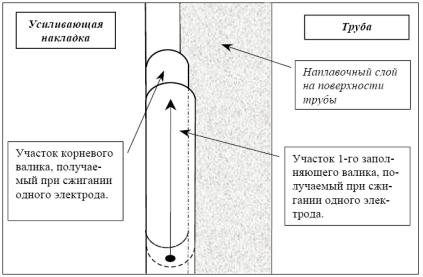
|
Сечение вдоль образующей трубы. |
|
|||||||||
|
|
|
dМ, мм |
E, мм |
n, * не менее |
|
|||||
|
12 |
13-22 |
5 |
|
|||||||
|
Сечение поперек образующей трубы. |
|
|||||||||
|
|
|
|||||||||
|
Диаметр трубы, мм |
Диаметр патрубка, м |
a, град |
δм, мм |
Е1, мм |
|
|||||
|
1020 |
219 |
40о-5о |
12 |
18-25 |
|
|||||
|
Рис. 5 Форма разделки кромок и последовательность выполнения проходов при сварке шва «труба - патрубок - усиливающая накладка». ______________ * - n - минимальное количество проходов для выполнения сварного шва для всех сечений относительно образующей трубы. |
|
|||||||||
|
||||||||||
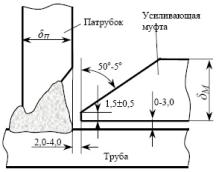

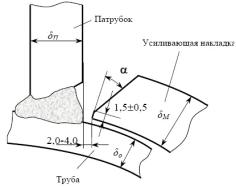

|
|
||
|
δм, мм |
К, мм |
n, не менее |
|
12 |
12-15 |
5 |
|
Рис. 6 Последовательность выполнения проходов при приварке усиливающей накладки к трубе кольцевыми угловыми швами: 1, 2 - наплавочные слои шва, 3 - корневой слой шва; 4 - первый заполняющий слой шва, n - заполняющие и облицовочный слои шва. |
||

|
Перечень и последовательность операций сборки и сварки |
|||||
№№ |
Операции |
Содержание операций |
Оборудование иинструмент |
||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей воротника и патрубка очистить от загрязнений. |
Скребок, металлическая щетка |
||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки усиливающих полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки патрубка и границы кольцевых сварных швов приварки патрубка к трубе нефтепровода и шва приварки усиливающей накладки к трубе. Зачистить поверхность трубы до чистого металла на участке установки усиливающей накладки шириной, равной максимальному диаметру усиливающей накладки плюс 100 мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок ремонтной конструкции глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
||
|
Сборка и сварка стыка «патрубок - труба». |
|||||
|
3. |
Сборка сварного соединения «патрубок - труба». |
Установить патрубок на трубу с зазором 3,0±1,0 мм (рис.1). В процессе регулирования зазора необходимо обеспечить следующие параметры: отклонение от перпендикулярности патрубка и трубы, измеренное между образующими трубы и патрубка, должно быть не более 1º; отклонение патрубка от вертикали/горизонтали должно быть не более 1º; смещение патрубка относительно размеченного контура не должно превышать 3 мм. Выполнить сварку прихваток, равномерно распределив их по периметру трубы. Количество прихваток - не менее 4-х. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
||
|
4. |
Подогрев кромок патрубка и просушка поверхности трубы. |
Выполнить просушку участков трубы, прилегающих к патрубку, нагревом до 50°С, и подогрев свариваемой кромки патрубка до температуры 100 - 130 °С. Ширина зоны просушки/подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
||
|
5. |
Выполнение сварки стыка «патрубок - труба». |
Выполнить сварку корневого слоя шва обратноступенчатым методом (рис.1, 2). В процессе сварки корневого слоя шва вышлифовать прихватки. В процессе сварки всех слоев шва осуществлять контроль температуры кромки патрубка. В случае остывания свариваемой кромки патрубка ниже 50°C следует произвести ее подогрев до температуры 100 - 130 °С. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.1 таблицы 1. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку заполняющих слоев шва (рис.1, 2). После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Завершенный сварной шов не должен выступать за внешнюю образующую поверхности патрубка. Выступающий металл должен быть удален шлифованием при зачистке последнего слоя. Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
||
|
Сварка стыка «патрубок - усиливающая накладка - труба». |
|||
|
6. |
Подогрев кромок патрубка и поверхности усиливающей накладки. |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|
7. |
Приварка усиливающей накладки к патрубку и трубе. |
Выполнить сварку корневого слоя шва согласно рис. 2, 5. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °C до 250 °C. В случае остывания кромок ниже 50 °C следует произвести подогрев до температуры 100 - 130 °С с помощью горелки ГСМ-5.3ТМ. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.2 таблицы 1. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии со схемой, приведенной на рис. 2, 5; После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|
Сварка стыков «усиливающая накладка - труба». |
|||
|
8. |
Просушка трубы. |
Выполнить просушку участка трубы, прилегающего к усиливающей накладке, нагревом до 50 °С. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|
9. |
Выполнение наплавочных слоев шва. |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 2б, 6. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 3). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “усиливающая накладка - труба” должен быть в диапазоне от 2 до 2,5 мм |
|
|
10. |
Просушка трубы и подогрев кромок усиливающей накладки. |
Выполнить просушку участка трубы, прилегающего к усиливающей накладке шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки усиливающей накладки до температуры не менее 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
|
|
11. |
Приварка торцов усиливающей накладки к трубе. |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.2а, 6. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.3 таблицы 1. Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 4). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 3). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны усиливающей накладки, которая должна быть в диапазоне от 50 °C до 250 °C. В случае остывания кромки ниже 50 °C следует произвести подогрев до температуры 100 - 130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|
12. |
Неразрушающий контроль сварных соединений патрубка |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: кольцевой шов приварки усиливающей накладки и шов приварки усиливающей накладки к патрубку и трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|
Примечания: 1 Электроды прокаливать 1,5-2часа при температуре 350 - 380 °C. 2 Минимальное расстояние между продольным швом трубы и швом приварки усиливающей накладки к трубе должно быть не менее 100 мм. 3 Запрещается оставлять сварные соединения незаконченными. 4 Сварка швов выполняется в направлении «снизу-вверх» электродами с основным типом покрытия. 5 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 6 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||
Д.4 Операционная технологическая карта сборки и сварки ремонтной конструкции П7 на трубе класса прочности К60 при допустимом давлении и скорости движения нефти
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ: _____________________ должность __________/___________ Подпись Ф.И.О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАСБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П7НА ТРУБЕ КЛАССА ПРОЧНОСТИ К60ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П7-2 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
|||||||||||||
Изделие |
Параметры трубы |
||||||||||||
|
Патрубок с усиливающей накладкой (Тип П7) |
Ø1020 × 12 мм |
||||||||||||
Характеристика труб и деталей конструкции |
|||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12,0 |
10Г2ФБЮ |
К60 |
588 |
£ 0,43 |
|||||||
|
Патрубок, ТУ 1469-001-01297858-01 |
219 |
8,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
|||||||
|
Усиливающая накладка, ТУ 1469-001-01297858-01 |
466 |
12,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
|||||||
Сведения о ремонтном участке нефтепровода |
|||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
|||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
5,0 |
2,5 |
|||||||
Последовательность выполнения сборочно-сварочных операций |
|||||||||||||
|
1 Сборка и приварка патрубка к трубе. 2 Установка усиливающей накладки на трубу и выполнение кольцевого нахлесточного шва «труба - патрубок - усиливающая накладка». 3 Сварка шва « труба - усиливающая накладка». |
|||||||||||||
Таблица 1 Сварочные материалы и режимы сварки |
|||||||
|
№ п/п |
Свариваемые элементы |
Марка электрода. |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. |
Патрубок - труба |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
2. |
Патрубок - усиливающая накладка - труба |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
Облицовочный |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
|
3. |
Усиливающая накладка - труба |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||
Форма разделки кромок и сварного шва |
|||
|
|
|
δП , мм |
n, не менее |
8 |
2 |
||
Рис. 1 Форма разделки кромок и последовательность выполнения проходов при сварке шва « труба - патрубок»1 - корневой слой шва; 2 - n - заполняющие слои шва. |
|||

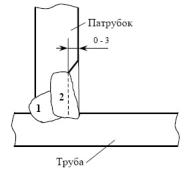
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка подварочного, наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя.Рис. 2 Схема выполнения швов обратноступенчатым способом при приварке патрубка к трубе, усиливающей накладки к патрубку и трубе, усиливающей накладки к трубе. |

|
|
Рис. 3 Последовательность сварки наплавочных и заполняющих слоев шва двумя валиками ступенчатым методом |
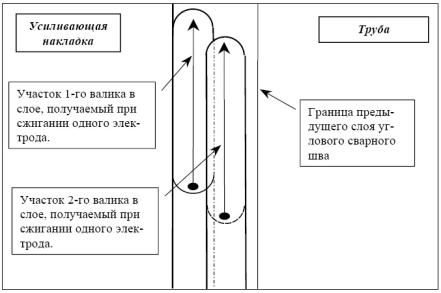
|
|
Рис. 4 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
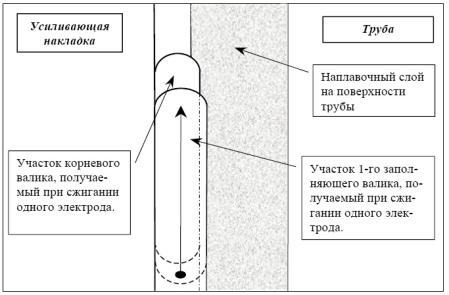
Сечение вдоль образующей трубы |
|||||||||
|
|
|
dМ,мм |
Е,мм |
n, *не менее |
|||||
12 |
13-22 |
5 |
|||||||
Сечение поперек образующей трубы |
|||||||||
|
|
|
||||||||
Диаметр трубы, мм |
Диаметр патрубка, м |
a, град |
dМ, мм |
Е1, мм |
|||||
1020 |
219 |
40°-5° |
12 |
18-25 |
|||||
Рис. 5 Форма разделки кромок и последовательность выполнения проходов при сварке шва "труба - патрубок - усиливающая накладка"________________* n - минимальное количество проходов для выполнения сварного шва для всех сечений относительно образующей трубы |
|||||||||



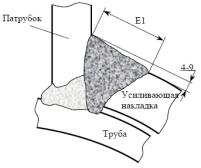
|
|
||
δм, мм |
К, мм |
n, не менее |
12 |
12-15 |
5 |
Рис. 6 Последовательность выполнения проходов при приварке усиливающей накладки к трубе кольцевыми угловыми швами: 1, 2 - наплавочные слои шва, 3 - корневой слой шва; 4 - первый заполняющий слой шва, n - заполняющие и облицовочный слои шва. |
||
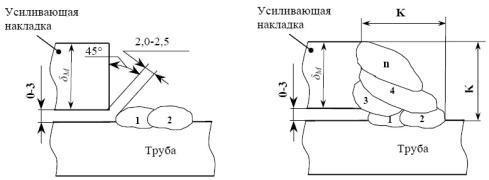
Перечень и последовательность операций сборки и сварки |
|||
№№ |
Операции |
Содержание операций |
Оборудование иинструмент |
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей воротника и патрубка очистить от загрязнений. |
Скребок, металлическая щетка |
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки усиливающих полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки патрубка и границы кольцевых сварных швов приварки патрубка к трубе нефтепровода и шва приварки усиливающей накладки к трубе. Зачистить поверхность трубы до чистого металла на участке установки усиливающей накладки шириной, равной максимальному диаметру усиливающей накладки плюс 100мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок ремонтной конструкции глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
|
Сборка и сварка стыка «патрубок - труба». |
|||
|
3. |
Сборка сварного соединения «патрубок - труба». |
Установить патрубок на трубу с зазором 3,0±1,0 мм (рис. 1). В процессе регулирования зазора необходимо обеспечить следующие параметры: отклонение от перпендикулярности патрубка и трубы, измеренное между образующими трубы и патрубка, должно быть не более 1º; отклонение патрубка от вертикали/горизонтали должно быть не более 1º; смещение патрубка относительно размеченного контура не должно превышать 3 мм. Выполнить сварку прихваток, равномерно распределив их по периметру трубы. Количество прихваток - не менее 4-х. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
|
4. |
Подогрев кромок патрубка и просушка поверхности трубы. |
Выполнить просушку участков трубы, прилегающих к патрубку, нагревом до 50°С, и подогрев свариваемой кромки патрубка до температуры 100 - 130 °С. Ширина зоны просушки/подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|
5. |
Выполнение сварки стыка «патрубок - труба». |
Выполнить сварку корневого слоя шва обратноступенчатым методом (рис.1, 2). В процессе сварки корневого слоя шва вышлифовать прихватки. В процессе сварки всех слоев шва осуществлять контроль температуры кромки патрубка. В случае остывания свариваемой кромки патрубка ниже 50 °С следует произвести ее подогрев до температуры 100 - 130 °С. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.1 таблицы 1. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку заполняющих слоев шва (рис.1, 2). После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Завершенный сварной шов не должен выступать за внешнюю образующую поверхности патрубка. Выступающий металл должен быть удален шлифованием при зачистке последнего слоя. Выполнить визуальный и измерительный контроль, контроль методом проникающей цветной дефектоскопии и ультразвуковой контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|
Сварка стыка «патрубок - усиливающая накладка - труба». |
|||
|
6. |
Подогрев кромок патрубка и поверхности усиливающей накладки. |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|
7. |
Приварка усиливающей накладки к патрубку и трубе. |
Выполнить сварку корневого слоя шва согласно рис. 2, 5. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромок ниже 50 °С следует произвести подогрев до температуры 100 - 130 °С с помощью горелки ГСМ-5.3ТМ. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.2 таблицы 1. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии со схемой, приведенной на рис. 2, 5; После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|
Сварка стыков «усиливающая накладка - труба». |
|||
|
8. |
Просушка трубы. |
Выполнить просушку участка трубы, прилегающего к усиливающей накладке, нагревом до 50 °С. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|
9. |
Выполнение наплавочных слоев шва. |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 2б, 6. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 3). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “усиливающая накладка - труба” должен быть в диапазоне от 2 до 2,5 мм. |
|
|
10. |
Просушка трубы и подогрев кромок усиливающей накладки. |
Выполнить просушку участка трубы, прилегающего к усиливающей накладке шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки усиливающей накладки до температуры не менее 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
|
|
11. |
Приварка торцов усиливающей накладки к трубе. |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.2а, 6. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.3 таблицы 1. Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 4). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 3). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны усиливающей накладки, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100 - 130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|
12. |
Неразрушающий контроль сварных соединений патрубка |
Выполнить контроль методом проникающей цветной дефектоскопии и ультразвуковой контроль следующих сварных швов: кольцевой шов приварки усиливающей накладки и шов приварки усиливающей накладки к патрубку и трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|
Примечания: 1 Электроды прокаливать 1,5-2часа при температуре 350 - 380 °C. 2 Минимальное расстояние между продольным швом трубы и швом приварки усиливающей накладки к трубе должно быть не менее 100 мм. 3 Запрещается оставлять сварные соединения незаконченными. 4 Сварка швов выполняется в направлении «снизу-вверх» электродами с основным типом покрытия. 5 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 6 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||
Д.5 Операционная технологическая карта сборки и сварки ремонтной конструкции П8 на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П8 НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52 ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П8-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварке реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
|
Изделие |
Параметр трубы нефтепровода |
|||||||||||||
|
Муфтовый тройник с патрубком ответвления (Тип П8) |
Ø1020 × 12 мм |
|||||||||||||
|
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
||||||||
|
Патрубок, ТУ1469-002-01297858-05 |
530 |
17,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Полумуфта с отверстием, полумуфта ТУ1469-002-01297858-05 |
1064 |
20,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Подкладные пластины, ТУ1469-002-01297858-05 |
- |
1,5 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Выводные планки ТУ1469-002-01297858-05 |
- |
4,0 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
1,5 |
||||||||
|
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||
|
1 Сборка и приварка патрубка к трубе. 2 Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. 3 Сварка кольцевых нахлесточных швов « труба - муфта». 4 Сварка муфты с патрубком и трубой. |
||||||||||||||
|
Таблица 1 Сварочные материалы и режимы сварки |
||||||
|
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. Патрубок - труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой (1) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Подварочный (2) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||
|
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие слои (3…n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
2. Полумуфты
|
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Корневой (1) |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2-n) |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|
|
3. Муфта - труба |
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Наплавочные слои (1,2) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой (3) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||
|
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Заполняющие и облицовочный слои (4-n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
4. Патрубок - муфта - |
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Корневой (1) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2 - n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
Форма разделки кромок и сварного шва |
|||
|
|
|
δП, мм |
n, не менее |
|
17 |
6 |
||
|
Рис. 1. Форма разделки кромок и последовательность выполнения проходов при сварке шва «труба - патрубок». 1 - корневой слой шва; 2 - подварочный слой шва; 3 - n - заполняющие слои шва. |
|||
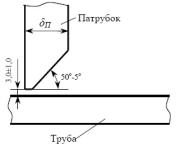

|
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка подварочного, наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рис. 2 Схема выполнения швов обратноступенчатым способом при приварке патрубка к трубе, усиливающей муфты к патрубку и трубе, к трубе. |

|
|
|
δM, мм |
E, мм |
n, не менее |
||
|
20 |
22-33 |
7 |
||||
|
Рис. 3. Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт. |
||||||
|
1, 2, 3 - последовательность, выполнения сварки участков продольных стыковых швов. |
||||||
|
Рис. 4 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |
||||||
|
|
||||||
|
δм, мм |
К, мм |
n, не менее |
||||
|
20 |
20-23 |
9 |
||||
|
Рис. 5 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 3, 4 - наплавочные слои шва, 5 - корневой слой шва; 6 - первый заполняющий слой шва, 7 - n - заполняющие слои шва. |
||||||
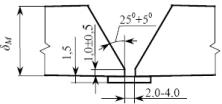
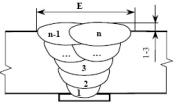
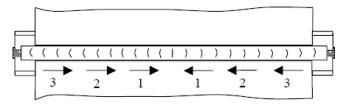

|
|
|
Рис. 6 Последовательность сварки наплавочных и заполняющих слоев шва двумя (тремя) валиками ступенчатым методом |
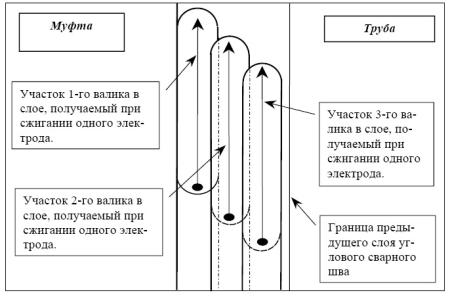
|
|
|
Рис. 7 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
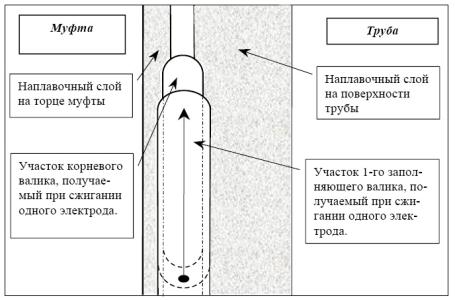
|
Сечение вдоль образующей трубы. |
|
||||||||
|
|
|
δM, мм |
E, мм |
n, *не менее |
|
||||
|
20 |
22-31 |
11 |
|
||||||
|
Сечение в перпендикулярном направлении к образующей трубы нефтепровода. |
|
||||||||
|
|
|
||||||||
|
Диаметр трубы нефтепровода, мм |
Диаметр патрубка, м |
a, град |
δM, мм |
Е1, мм |
|
||||
|
1020 |
530 |
30о-5о |
20 |
24-31 |
|
||||
Рис. 8 Форма разделки кромок и последовательность выполнения проходов при сварке шва « труба - патрубок - муфта». ________________ * - n - минимальное количество проходов для выполнения сварного шва для всех сечений относительно образующей трубы. |
|
||||||||
|
|||||||||

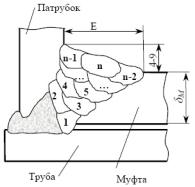

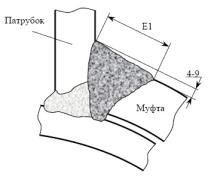
Перечень и последовательность операций сборки и сварки |
||||||
|
№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей тройника очистить от загрязнений. |
Скребок, металлическая щетка |
|||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки тройника, подготовка свариваемых кромок тройника |
Разметить на теле трубы место приварки патрубка и границы кольцевого шва. Разметить на теле трубы границы кольцевых сварных швов приварки усиливающих полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки муфты и патрубка шириной, равной длине муфты плюс 100мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка.. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок тройника глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт и патрубка зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
|||
|
Сборка и сварка стыка «патрубок - труба». |
||||||
|
3. |
Сборка сварного соединения «патрубок - труба». |
Установить патрубок на трубу с зазором 3,0±1,0 мм (рис.1). В процессе регулирования зазора необходимо обеспечить следующие параметры: отклонение от перпендикулярности патрубка и трубы, измеренное между образующими трубы и патрубка, должно быть не более 1º; отклонение патрубка от вертикали/горизонтали должно быть не более 1º; смещение патрубка относительно размеченного контура не должно превышать 3 мм. Выполнить сварку прихваток, равномерно распределив их по периметру трубы. Количество прихваток - не менее 4-х. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
|||
|
4. |
Подогрев кромок патрубка и просушка поверхности трубы. |
Выполнить просушку участков трубы, прилегающих к патрубку, нагревом до 50 °С, и подогрев свариваемой кромки патрубка до температуры 100 - 130 °С. Ширина зоны просушки/подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|||
|
5. |
Выполнение сварки стыка «патрубок - труба». |
Выполнить сварку корневого слоя шва обратноступенчатым методом (рис.1, 2). В процессе сварки корневого слоя шва вышлифовать прихватки. В процессе сварки всех слоев шва осуществлять контроль температуры кромки патрубка. В случае остывания свариваемой кромки патрубка ниже 50 °С следует произвести ее подогрев до температуры 100-130 °С. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку подварочного слоя шва. Зачистить подварочный слой от шлака и брызг. Выполнить сварку заполняющих слоев шва (рис.1, 2). После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Завершенный сварной шов не должен выступать за внешнюю образующую поверхности патрубка. Выступающий металл должен быть удален шлифованием при зачистке последнего слоя. Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|||
Сборка и сварка полумуфт. |
||||||
|
6. |
Установка полумуфт на трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты с отверстием. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу одновременно с помощью приспособление для монтажа тройников ПМТ 1020-1220. Зазор между полумуфтами и поверхностью трубы не должен превышать 3,0 мм, при этом геометрические параметры соединения муфта - патрубок должны соответствовать рис. 8. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифовальной машинки. Произвести
замеры смещений кромок. Максимальная величина равномерно распределенного по
длине смещения кромок не должна превышать 2 мм. Допускается локальное
смещение кромок полумуфт не более Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-1020 (2 шт.), приспособление для монтажа тройников ПМТ 1020-1220, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|||
|
7. |
Подогрев и сварка продольных швов полумуфт. |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100-130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты (рис. 3). Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 4. В процессе сварки вышлифовывать начало и концы прихваток. В
процессе сварки осуществлять контроль температуры свариваемых кромок, которая
должна быть в диапазоне от 50 °С
до 250 °С.
В случае остывания стыков ниже Приспособление ПМТ 1020-1220 и наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под ними. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 3 обратноступенчатым способом в направлении от середины к краям (рис. 4). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выходные пластины с наплавленным на них металлом с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов. Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
Сварка стыков «муфта - труба». |
||||||
|
8. |
Подогрев и наплавка слоя на кромку полумуфт |
Выполнить подогрев кромки полумуфты нагревом до 100 - 130 °С. Выполнить наплавочный валик на кромку полумуфт. Наплавку валика следует выполнять в нижнем положении. Зачистить наплавку с помощью шлифмашинки. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|||
|
9. |
Просушка трубы. |
Выполнить просушку участка трубы, прилегающего к муфте, нагревом до 50 °С. |
||||
|
10. |
Выполнение наплавочных слоев шва. |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 2, 5. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “муфта - труба” должен быть в диапазоне от 2 до 2,5 мм. |
||||
|
11. |
Просушка трубы и подогрев кромок полумуфт. |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить
подогрев свариваемой кромки муфты до температуры не менее 100 - 130 °C.
Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль
температуры осуществлять на расстоянии |
||||
|
12. |
Приварка торцов муфты к трубе. |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.2, 5. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с таблицей 1 (п.3). Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 7). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100-130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка, индукционный подогреватель. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|||
|
Сварка стыка «патрубок - муфта - труба». |
||||||
|
13. |
Подогрев кромок патрубка и поверхности муфты |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100-130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||
|
14. |
Приварка муфты к патрубку и трубе. |
Выполнить
сварку корневого слоя шва согласно В
процессе сварки осуществлять контроль температуры свариваемых кромок, которая
должна быть в диапазоне от 50 °С
до 250 °С.
В случае остывания кромок ниже Зачистить корневой слой шва от шлака и брызг. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии со схемой, приведенной на рис. 2, 8; После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
|||
|
1. |
Неразрушающий контроль сварных соединений муфтового тройника. |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: шов приварки патрубка к трубе и муфте, продольные стыковые швы полумуфт, угловые кольцевые швы приварки муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|||
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 2 Минимальное расстояние между продольным или спиральным швом трубы и швом приварки патрубка к трубе должно быть не менее 100 мм. 3 Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. 4 Запрещается оставлять сварные соединения незаконченными. 5 Сварка швов выполняется в направлении «снизу-вверх» электродами с основным видом покрытия. 6 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 7 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
||||||
Д.6 Операционная технологическая карта сборки и сварки ремонтной конструкции П8 на трубе класса прочности К60 при допустимом давлении и скорости движения нефти
|
|
|
|
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П8 НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 60 ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П8-2 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварке реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
|
Изделие |
Параметр трубы |
|||||||||||||
|
Муфтовый тройник с патрубком ответвления (Тип П8) |
Ø 1020 × 12 мм |
|||||||||||||
|
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12 |
10Г2ФБЮ |
К60 |
590 |
£ 0,43 |
||||||||
|
Патрубок, ТУ1469-002-01297858-05 |
530 |
20,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Полумуфта с отверстием, простая полумуфта ТУ1469-002-01297858-05 |
1066 |
21,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Подкладные пластины, ТУ1469-002-01297858-05 |
- |
1,5 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Выводные планки ТУ1469-002-01297858-05 |
- |
4,0 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
5,0 |
2,5 |
||||||||
|
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||
|
1 Сборка и приварка патрубка к трубе. 2 Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. 3 Сварка кольцевых нахлесточных швов «труба - муфта». 4 Сварка муфты с патрубком и трубой. |
||||||||||||||
|
Таблица 1 Сварочные материалы и режимы сварки |
||||||
|
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. Патрубок - труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой (1) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Подварочный (2) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||
|
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие слои (3…n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
2. Полумуфты
|
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Корневой (1) |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2-n) |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|
|
3. Муфта - труба |
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Наплавочные слои (1,2) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой (3) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||
|
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Заполняющие и облицовочный слои (4-n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
4. Патрубок - муфта - |
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Корневой (1) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2 - n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
Форма разделки кромок и сварного шва |
|||
|
|
|
δП , мм |
n, не менее |
|
20 |
7 |
||
|
Рис. 1. Форма разделки кромок и последовательность выполнения проходов при сварке шва «труба - патрубок». 1 - корневой слой шва; 2 - подварочный слой шва; 3 - n - заполняющие слои шва. |
|||
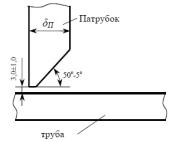

|
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка подварочного, наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рис. 2 Схема выполнения швов обратноступенчатым способом при приварке патрубка к трубе, муфты к патрубку и трубе, муфты к трубе. |

|
|
|
δM, мм |
E, мм |
n, не менее |
||
|
21 |
23-34 |
7 |
||||
|
Рис. 3. Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт. |
||||||
|
1, 2, 3 - последовательность, выполнения сварки участков продольных стыковых швов |
||||||
|
Рис. 4 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |
||||||
|
|
||||||
|
δм, мм |
К, мм |
n, не менее |
||||
|
21 |
21-24 |
9 |
||||
|
Рис. 5 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 3, 4 - наплавочные слои шва, 5 - корневой слой шва; 6 - первый заполняющий слой шва, 7 - n - заполняющие слои шва. |
||||||


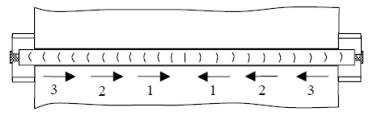

|
|
|
Рис. 6 Последовательность сварки наплавочных и заполняющих слоев шва двумя (тремя) валиками ступенчатым методом |
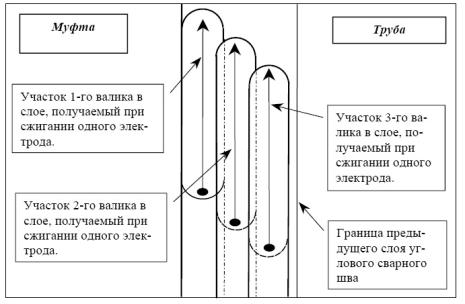
|
|
|
Рис. 7 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
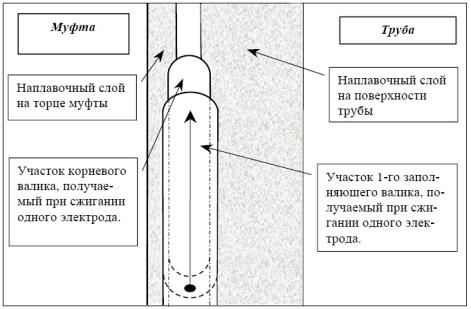
|
Сечение вдоль образующей трубы. |
|
|||||||||
|
|
|
δM, мм |
E, мм |
n, * не менее |
|
|||||
|
21 |
23-32 |
11 |
|
|||||||
|
Сечение в плоскости, перпендикулярной образующей трубы. |
|
|||||||||
|
|
|
|||||||||
|
Диаметр трубы, мм |
Диаметр патрубка, м |
a, град |
δM, мм |
Е1, мм |
|
|||||
|
1020 |
530 |
30о-5о |
21 |
25-32 |
|
|||||
Рис. 8 Форма разделки кромок и последовательность выполнения проходов при сварке шва « труба - патрубок - муфта». ____________ * - n - минимальное количество проходов для выполнения сварного шва для всех сечений относительно образующей трубы. |
|
|||||||||
|
||||||||||
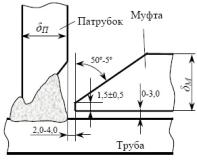

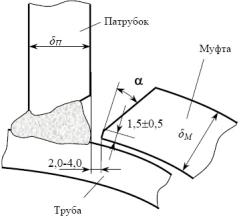
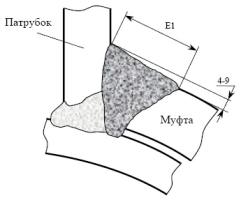
Перечень и последовательность операций сборки и сварки |
|||||
|
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей тройника очистить от загрязнений. |
Скребок, металлическая щетка |
||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки тройника, подготовка свариваемых кромок тройника |
Разметить на теле трубы место приварки патрубка и границы кольцевого шва. Разметить на теле трубы границы кольцевых сварных швов приварки полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки муфты и патрубка шириной, равной длине муфты плюс 100мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка.. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок тройника глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт и патрубка зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
||
|
Сборка и сварка стыка «патрубок - труба». |
|||||
|
3. |
Сборка сварного соединения «патрубок -труба». |
Установить патрубок на трубу с зазором 3,0±1,0 мм (рис.1). В процессе регулирования зазора необходимо обеспечить следующие параметры: отклонение от перпендикулярности патрубка и трубы, измеренное между образующими трубы и патрубка, должно быть не более 1º; отклонение патрубка от вертикали/горизонтали должно быть не более 1º; смещение патрубка относительно размеченного контура не должно превышать 3 мм. Выполнить сварку прихваток, равномерно распределив их по периметру трубы. Количество прихваток - не менее 4-х. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
||
|
4. |
Подогрев кромок патрубка и поверхности трубы. |
Выполнить просушку участков трубы, прилегающих к патрубку, нагревом до 50 °С, и подогрев свариваемой кромки патрубка до температуры 100 - 130 °С. Ширина зоны просушки/подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
||
|
5. |
Выполнение сварки стыка «патрубок -труба». |
Выполнить сварку корневого слоя шва обратноступенчатым методом (рис.1, 2). В процессе сварки корневого слоя шва вышлифовать прихватки. В процессе сварки всех слоев шва осуществлять контроль температуры кромки патрубка. В случае остывания свариваемой кромки патрубка ниже 50 °С следует произвести ее подогрев до температуры 100-130 °С. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку подварочного слоя шва. Зачистить подварочный слой от шлака и брызг. Выполнить сварку заполняющих слоев шва (рис.1, 2). После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Завершенный сварной шов не должен выступать за внешнюю образующую поверхности патрубка. Выступающий металл должен быть удален шлифованием при зачистке последнего слоя. Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
||
Сборка и сварка полумуфт. |
|||||
|
6. |
Установка полумуфт на трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты с отверстием. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу одновременно с помощью приспособление для монтажа тройников ПМТ 1020-1220. Зазор между полумуфтами и поверхностью трубы не должен превышать 3,0 мм, при этом геометрические параметры соединения муфта - патрубок должны соответствовать рис. 8. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифовальной машинки. Произвести
замеры смещений кромок. Максимальная величина равномерно распределенного по
длине смещения кромок не должна превышать 2 мм. Допускается локальное
смещение кромок полумуфт не более Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. |
Шаблон
УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-1020 |
||
|
7. |
Подогрев и сварка продольных швов полумуфт.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100-130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты (рис. 3). Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 4. В процессе сварки вышлифовывать начало и концы прихваток. В
процессе сварки осуществлять контроль температуры свариваемых кромок, которая
должна быть в диапазоне от 50 °С
до 250 °С.
В случае остывания стыков ниже Приспособление ПМТ 1020-1220 и наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под ними. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 3 обратноступенчатым способом в направлении от середины к краям (рис. 4). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выходные пластины с наплавленным на них металлом с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов. Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
||
|
Сварка стыков «муфта - труба». |
|||||
|
8. |
Подогрев и наплавка слоя на кромку полумуфт |
Выполнить подогрев кромки полумуфты нагревом до 100 - 130 °С. Выполнить наплавочный валик на кромку полумуфт. Наплавку валика следует выполнять в нижнем положении. Зачистить наплавку с помощью шлифмашинки. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
||
|
9. |
Просушка трубы. |
Выполнить просушку участка трубы, прилегающего к муфте, нагревом до 50 °С. |
|||
|
10. |
Выполнение наплавочных слоев шва. |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 2, 5. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “муфта -труба” должен быть в диапазоне от 2 до 2,5 мм. |
|||
|
11. |
Просушка трубы и подогрев кромок полумуфт. |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки муфты до температуры не менее 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
|||
|
12. |
Приварка торцов муфты к трубе. |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.2, 5. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с таблицей 1 (п. 3). Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 7). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100-130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка, индукционный подогреватель. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
||
|
Сварка стыка «патрубок - муфта - труба». |
|||||
|
13. |
Подогрев кромок патрубка и поверхности муфты |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100-130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
||
|
14. |
Приварка муфты к патрубку и трубе. |
Выполнить
сварку корневого слоя шва согласно В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромок ниже 50 °С следует произвести подогрев до температуры 100-130 °С с помощью горелки ГСМ-5.3ТМ и внутренней кольцевой пропановой горелки. Зачистить корневой слой шва от шлака и брызг. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии со схемой, приведенной на рис. 2, 8; После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. |
||
|
15. |
Неразрушающий контроль сварных соединений муфтового тройника. |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: шов приварки патрубка к трубе и муфте, продольные стыковые швы полумуфт, угловые кольцевые швы приварки муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
||
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 2 Минимальное расстояние между продольным или спиральным швом трубы и швом приварки патрубка к трубе должно быть не менее 100 мм. 3 Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. 4 Запрещается оставлять сварные соединения незаконченными. 5 Сварка швов выполняется в направлении «снизу-вверх» электродами с основным видом покрытия 6 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 7 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||||
Д.7 Операционная технологическая карта сборки и сварки ремонтной конструкции П9 на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
|
|
|
|
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П9 НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52 ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П9-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварке реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
|
Изделие |
Параметры трубы |
|||||||||||||
|
Разрезной тройник с патрубком ответвления (Тип П9) |
Ø1020 × 12 мм |
|||||||||||||
|
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
||||||||
|
Патрубок, ТУ1469-002-01297858-05 |
530 |
17,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Полумуфта с патрубком, простая полумуфта ТУ1469-002-01297858-05 |
1070 |
22,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Подкладные пластины, ТУ1469-002-01297858-05 |
- |
1,5 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Выводные планки ТУ1469-002-01297858-05 |
- |
4,0 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
1,5 |
||||||||
|
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||
|
1 Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. 2 Сварка кольцевых нахлесточных швов «муфта - труба». |
||||||||||||||
|
Таблица 1 Сварочные материалы и режимы сварки |
||||||
|
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. Полумуфты
|
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Корневой (1) |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2-n) |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|
|
2. Муфта - труба |
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Наплавочные слои (1,2) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой (3) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||
|
МТГ-01К, ЛБ-52У,
ОК 53.70, |
Заполняющие и облицовочный слои (4-n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка подварочного, наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рис. 1 Схема выполнения швов обратноступенчатым способом при приварке муфты к трубе. |
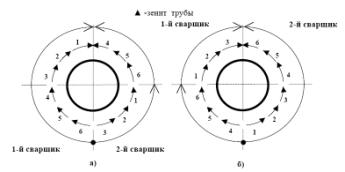
|
|
|
δM, мм |
E, мм |
n, не менее |
||
|
22 |
24-35 |
9 |
||||
|
Рис. 2. Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт. |
||||||
|
1, 2, 3 - последовательность, выполнения сварки участков продольных стыковых швов. |
||||||
|
Рис. 3 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |
||||||
|
|
||||||
|
δм, мм |
К, мм |
n, не менее |
||||
|
22 |
23-26 |
11 |
||||
|
Рис. 4 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 3, 4 - наплавочные слои шва, 5 - корневой слой шва; 6 - первый заполняющий слой шва, 7 - n - заполняющие слои шва. |
||||||
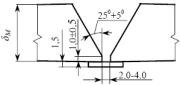
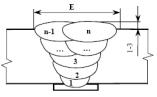
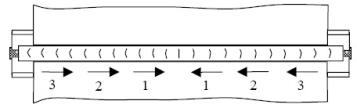
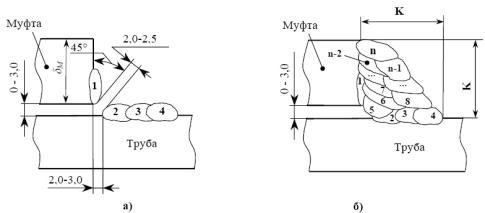
|
|
|
Рис. 5 Последовательность сварки наплавочных и заполняющих слоев шва двумя (тремя) валиками ступенчатым методом |
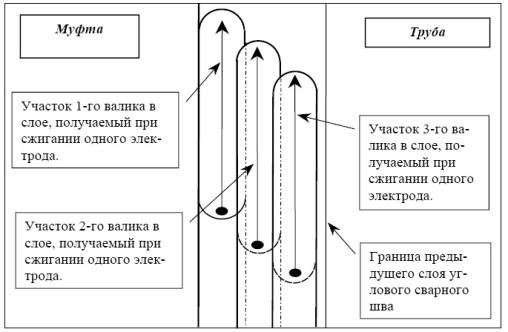
|
|
|
Рис. 6 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
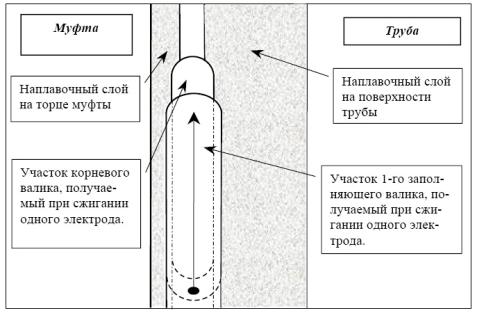
Перечень и последовательность операций сборки и сварки |
|||||
|
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей муфты очистить от загрязнений. |
Скребок, металлическая щетка |
||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки тройника и границы кольцевых сварных швов приварки полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки тройника шириной, равной длине муфты плюс 100мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки тройника плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы , ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва Забоины и задиры фасок полумуфт глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
||
Сборка и сварка полумуфт. |
|||||
|
3. |
Установка полумуфт на трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты с отверстием. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу одновременно с помощью приспособление для монтажа тройников ПМТ 1020-1220. Зазор между полумуфтами и поверхностью трубы не должен превышать 3,0 мм. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифовальной машинки. Произвести замеры смещений кромок. Максимальная величина равномерно распределенного по длине смещения кромок не должна превышать 2 мм. Допускается локальное смещение кромок полумуфт не более 3 мм на длине не более 200 мм. Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), приспособление для монтажа тройников ПМТ 1020-1220, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
||
|
4. |
Подогрев и сварка продольных швов полумуфт.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100-130 °C. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты (рис. 2). Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 3. В процессе сварки вышлифовывать начало и концы прихваток. В
процессе сварки осуществлять контроль температуры свариваемых кромок, которая
должна быть в диапазоне от 50 °С
до 250 °С.
В случае остывания стыков ниже Приспособление ПМТ 1020-1220 и наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под ними. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 2 обратноступенчатым способом в направлении от середины к краям (рис. 3). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выходные пластины с наплавленным на них металлом с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов. Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
||
|
Сварка стыков «муфта - труба». |
|||||
|
5. |
Подогрев и наплавка слоя на кромку полумуфт |
Выполнить подогрев кромки полумуфты нагревом до 100 - 130 °С. Выполнить наплавочный валик на кромку полумуфт. Наплавку валика следует выполнять в нижнем положении. Зачистить наплавку с помощью шлифмашинки. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
||
|
6. |
Просушка трубы. |
Выполнить просушку участка трубы шириной не менее 80 мм, прилегающего к муфте, нагревом до 50 °С. |
|||
|
7. |
Выполнение наплавочных слоев шва. |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 1, 4. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “муфта - труба” должен быть в диапазоне от 2 до 2,5 мм. |
|||
|
8. |
Просушка трубы и подогрев кромок полумуфт |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить
подогрев свариваемой кромки муфты до температуры не менее 100 - 130 °C.
Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль
температуры осуществлять на расстоянии |
|||
|
9. |
Приварка торцов муфты к трубе. |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис. 1, 4. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с таблицей 1 (п.2). Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100-130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка, индукционный подогреватель. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
||
|
10. |
Неразрушающий контроль сварных соединений муфтового тройника. |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольных стыковых швов полумуфт, угловых кольцевых швов приварки муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
||
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 2 Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. 3 Запрещается оставлять сварные соединения незаконченными. 4 Сварка швов выполняется в направлении «снизу-вверх» основными электродами. 5 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 6 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||||
Д.8 Операционная технологическая карта сборки и сварки ремонтной конструкции П9 на трубе класса прочности К60 при допустимом давлении и скорости движения нефти
|
|
|
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАСБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ П9НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 60ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г.должность подпись Ф. И. О. |
||
|
Шифр карты: РД-П9-2 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварке реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
Изделие |
Параметр трубы |
|||||||||||||
|
Разрезной тройник с патрубком ответвления (Тип П9) |
Ø1020 × 12 мм |
|||||||||||||
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12 |
10Г2ФБЮ |
К60 |
590 |
£ 0,43 |
||||||||
|
Патрубок, ТУ1469-002-01297858-05 |
530 |
20,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Полумуфта с патрубком, простая полумуфта ТУ1469-002-01297858-05 |
1076 |
26,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Подкладные пластины, ТУ1469-002-01297858-05 |
- |
1,5 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Выводные планки ТУ1469-002-01297858-05 |
- |
4,0 |
20 |
- |
- |
£ 0,40 |
||||||||
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость потока жидкости в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
5,0 |
1,5 |
||||||||
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||
|
1 Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. 2 Сварка кольцевых нахлесточных швов «муфта - труба». |
||||||||||||||
Таблица 1 Сварочные материалы и режимы сварки |
||||||
|
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
1. Полумуфты
|
МТГ-01К, ЛБ-52У, ОК 53.70,
|
Корневой (1) |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2-n) |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|
2. Муфта - труба нефтепровода |
МТГ-01К, ЛБ-52У, ОК 53.70,
|
Наплавочные слои (1,2) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|
Корневой (3) |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||
МТГ-01К, ЛБ-52У, ОК 53.70,
|
Заполняющие и облицовочный слои (4-n) |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|
|
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка подварочного, наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рис. 1 Схема выполнения швов обратноступенчатым способом при приварке муфты к трубе. |
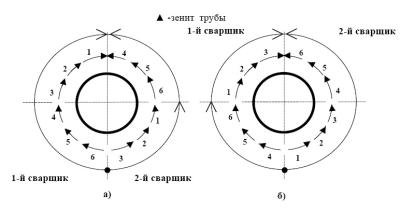
|
|
|
δM, мм |
E, мм |
n, не менее |
||
|
26 |
26-38 |
11 |
||||
|
Рис. 2. Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт. |
||||||
|
1, 2, 3 - последовательность, выполнения сварки участков продольных стыковых швов |
||||||
|
Рис. 3 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |
||||||
|
|
||||||
|
δм, мм |
К, мм |
n, не менее |
||||
|
26 |
26-29 |
14 |
||||
|
Рис. 4 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 3, 4 - наплавочные слои шва, 5 - корневой слой шва; 6 - первый заполняющий слой шва, 7 - n - заполняющие слои шва. |
||||||
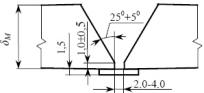
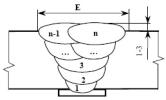
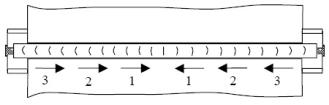
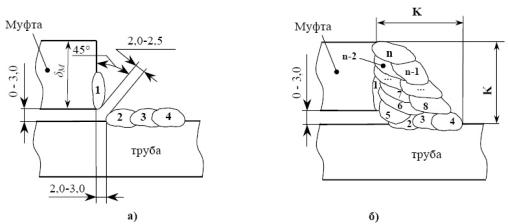
|
|
|
Рис. 5 Последовательность сварки наплавочных и заполняющих слоев шва двумя (тремя) валиками ступенчатым методом |
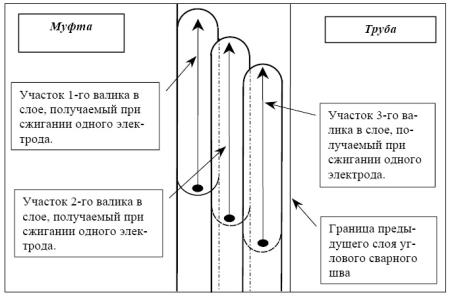
|
|
|
Рис. 6 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |
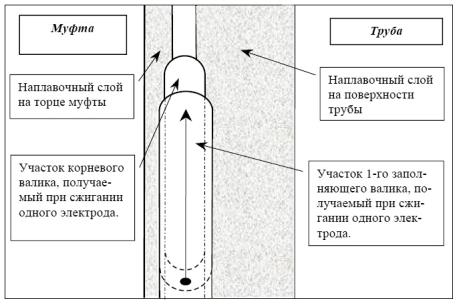
Перечень и последовательность операций сборки и сварки |
|||||
№№ |
Операции |
Содержание операций |
Оборудование иинструмент |
||
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей муфты очистить от загрязнений. |
Скребок, металлическая щетка |
||
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки тройника и границы кольцевых сварных швов приварки полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки тройника шириной, равной длине муфты плюс 100мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки тройника плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва. Забоины и задиры фасок полумуфт глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
||
|
3. |
Подготовка свариваемых кромок полумуфт и поверхности трубы под сварку |
Осмотреть поверхность трубы, поверхность и кромки свариваемых деталей. Царапины, риски, задиры на теле трубы и свариваемых элементов глубиной свыше 0,2 мм, но не более 0,5 мм, устранить шлифованием. Забоины и задиры фасок глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100-130 °С независимо от температуры окружающей среды. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Кромки и прилегающие к ним внутреннюю и наружную поверхности свариваемых элементов зачистить до чистого металла на ширину не менее 20 мм. Зачистить поверхность трубы до чистого металла на ширину не менее 20 мм в каждую сторону от границы предполагаемых сварных швов. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
||
Сборка и сварка полумуфт. |
|||||
|
4. |
Установка полумуфт на трубу нефтепровода |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты с отверстием. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу одновременно с помощью приспособление для монтажа тройников ПМТ 1020-1220. Зазор между полумуфтами и поверхностью трубы не должен превышать 3,0 мм. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифовальной машинки. Произвести
замеры смещений кромок. Максимальная величина равномерно распределенного по
длине смещения кромок не должна превышать 2 мм. Допускается локальное
смещение кромок полумуфт не более Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. |
Шаблон
УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-1020 |
||
|
5. |
Подогрев и сварка продольных швов полумуфт.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности до температуры 100-130 °C. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты (рис. 2). Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 3. В процессе сварки вышлифовывать начало и концы прихваток. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания стыков ниже 50 °С следует произвести подогрев кромок до температуры 100-130 °С. Приспособление ПМТ 1020-1220 и наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под ними. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 2 обратноступенчатым способом в направлении от середины к краям (рис. 3). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выходные пластины с наплавленным на них металлом с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон
УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-1020 |
||
|
Сварка стыков «муфта - труба». |
|||||
|
6. |
Подогрев и наплавка слоя на кромку полумуфт |
Выполнить подогрев кромки полумуфты нагревом до 100 - 130 °С. Выполнить наплавочный валик на кромку полумуфт. Наплавку валика следует выполнять в нижнем положении. Зачистить наплавку с помощью шлифмашинки. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
||
|
7. |
Просушка трубы. |
Выполнить просушку участка трубы шириной не менее 80 мм, прилегающего к муфте, нагревом до 50 °С. |
|||
|
8. |
Выполнение наплавочных слоев шва. |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 1, 4. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “муфта - труба” должен быть в диапазоне от 2 до 2,5 мм. |
|||
|
9. |
Просушка трубы и подогрев кромок полумуфт |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки муфты до температуры не менее 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
|||
|
10. |
Приварка торцов муфты к трубе нефтепровода. |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис. 1, 4. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с таблицей 1 (п.2). Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 или 3 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100-130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка, индукционный подогреватель. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
||
|
11. |
Неразрушающий контроль сварных соединений муфтового тройника. |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольных стыковых швов полумуфт, угловых кольцевых швов приварки муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
||
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 2 Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. 3 Запрещается оставлять сварные соединения незаконченными. 4 Сварка швов выполняется в направлении «снизу-вверх» электродами. 5 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 6 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||||
Д.9 Операционная технологическая карта сборки и сварки ремонтной конструкции В1 на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАСБОРКИ И СВАРКИ РЕМОНТНОЙ КОНСТРУКЦИИ В1НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г.должность подпись Ф. И. О. |
||
|
Шифр карты: РД-В1-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
Изделие |
Параметры трубы |
|||||||||||||
|
Приварная необжимная муфта с технологическими кольцами и заполнением антикоррозионной жидкостью для временной установки (Тип В1) |
Ø1020 × 12 мм |
|||||||||||||
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Труба нефтепровода, ТУ 14-3-1573-06 |
1020 |
12 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
||||||||
|
Полумуфты, ТУ 1469-001-01297858-01 |
1046 |
12 |
09Г2С |
до К52 |
до 510 |
£ 0,43 |
||||||||
|
Технологические полукольца, ТУ 1469-001-01297858-01 |
1046 |
12 |
09Г2С |
до К52 |
до 510 |
£ 0,43 |
||||||||
|
Подкладные пластины, ТУ 1469-001-01297858-01 |
- |
1,5 |
Сталь 20 |
К 42 |
- |
£ 0,40 |
||||||||
|
Выводные планки ТУ 1469-001-01297858-01 |
- |
4,0 |
Сталь 20 |
К 42 |
- |
£ 0,40 |
||||||||
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
3,0 |
||||||||
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||
|
1 Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. 2 Сварка кольцевых нахлесточных швов “муфта - труба”. 3 Установка технологических полуколец и их сварка друг с другом продольными стыковыми швами. 4 Сборка и сварка стыков “муфта - технологическое кольцо - труба”. |
||||||||||||||
Таблица 1 Сварочные материалы и режимы сварки |
||||||||||||
|
№ п/п |
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|||||
|
1. |
Полумуфты |
МТГ-01К, ЛБ-52У, ОК 53.70,
|
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||||
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|||||||
|
2. |
Муфта -труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные слои |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||||
|
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
||||||||
МТГ-01К, ЛБ-52У, ОК 53.70,
|
Заполняющие слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
|||||||
|
3. |
Технологические кольца |
МТГ-01К, ЛБ-52У,ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||||
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|||||||
|
4. |
Муфта - технологическое кольцо |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой |
3,0/3,2 |
100-120 |
1,40 ¸ 1,50 |
обратная |
|||||
|
Заполняющие и облицовочный слои |
3,0/3,2 |
120-140 |
1,25 ¸ 1,50 |
обратная |
||||||||
|
5 |
Резьбовая заглушка |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Обварочный |
3,0/3,2 4,0 |
120-140 120-180 |
1,25 ¸ 1,50 |
обратная |
|||||
|
|
|
δм, мм |
E, мм |
n, не менее |
12 |
13-22 |
5 |
||
|
Рис. 1 Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт и технологических колец на технологической подкладке |
||||
|
|
|
δм, мм |
E, мм |
n, не менее |
12 |
13-22 |
5 |
||
|
Рис. 2 Форма разделки кромок и последовательность выполнения проходов при сварке «на весу» продольных стыковых швов центральной части полумуфт |
||||
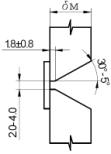

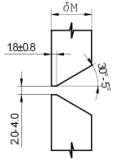
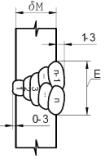
|
1, 2, 3 - последовательность выполнения сварки участков продольных стыковых швов |
|
Рис. 3 Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом. |

|
|
||
|
δм, мм |
К, мм |
n, не менее |
|
12 |
12-15 |
5 |
|
Рис. 4 Последовательность выполнения проходов при приварке муфты к трубе кольцевыми угловыми швами: 1, 2 - наплавочные слои шва, 3 - корневой слой шва; 4 - первый заполняющий слой шва, n - заполняющие слои шва. |
||

|
|
|
а) сварка и корневого и заполняющих слоев шва; б) сварка наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. |
|
Рис. 5 - Схема выполнения швов обратноступенчатым способом при приварке муфты к трубе |
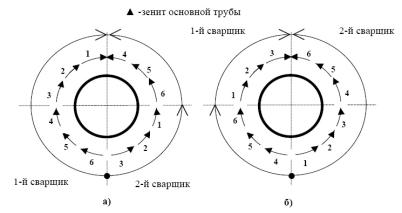
|
|
|
Рис. 6 Последовательность сварки наплавочных и заполняющих слоев шва двумя валиками ступенчатым методом |
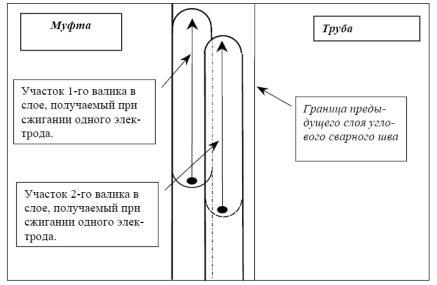
|
|
|
Рис. 7 Последовательность сварки корневого и 1-го заполняющего валиков ступенчатым методом |

|
|
|
||
|
δм, мм |
E, мм |
n, не менее |
|
|
12 |
13-22 |
5 |
|
|
Рис. 8 Форма разделки кромок и последовательность выполнения проходов при сварке стыков “муфта - технологическое кольцо - труба”. |
|||


|
|
|
Рис. 9 Заварка резьбовой заглушки. |
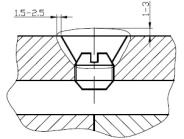
Перечень и последовательность операций сборки и сварки |
|||
|
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы нефтепровода, внешнюю и внутреннюю поверхности деталей муфты очистить от загрязнений. |
Скребок, металлическая щетка |
|
2. |
Разметка и подготовка поверхности трубы, неразрушающий контроль участка установки муфты и участков приварки полумуфт, подготовка свариваемых кромок полумуфт. |
Разметить на теле трубы участок установки муфты и границы кольцевых сварных швов приварки полумуфт к трубе нефтепровода. Зачистить поверхность трубы до чистого металла на участке установки муфты шириной, равной длине муфты плюс 100 мм в каждую сторону от предполагаемых сварных швов. Выполнить визуальный и измерительный контроль зачищенного участка. Царапины, риски, задиры на поверхности трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы или ремонтной конструкции, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы и ремонтные конструкции. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Выполнить капиллярный контроль, ультразвуковую толщинометрию стенки трубы для выявления потерь металла на внутренней поверхности трубы, ультразвуковой контроль для выявления трещин и расслоений на размеченном участке сварного шва и прилегающих участках трубы нефтепровода шириной 50мм в обе стороны от размеченных границ сварного шва. Забоины и задиры фасок полумуфт глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Режимы сварки приведены в таблице 1. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Кромки и прилегающие к ним внутреннюю и наружную поверхности полумуфт зачистить до чистого металла на ширину не менее 20 мм. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер, сварочный пост, токовые клещи, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
|
3. |
Подготовка свариваемых кромок, полумуфт, технологических полуколец и поверхности трубы под сварку |
Осмотреть поверхность трубы, поверхность и кромки свариваемых деталей. Царапины, риски, задиры на теле трубы и свариваемых элементов глубиной свыше 0,2 мм устранить шлифованием. При этом глубина повреждений не должна превышать 5% от нормативной толщины стенки трубы, но не более минусовых допусков на толщину стенки, оговоренных в ТУ на трубы ремонтные конструкции. Забоины и задиры фасок глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100 - 130 °С независимо от температуры окружающей среды. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Снять усиление заводского шва трубы на участке установки муфты плюс 50 мм в каждую сторону от нее с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 - 1,0 мм. Кромки и прилегающие к ним внутреннюю и наружную поверхности свариваемых элементов зачистить до чистого металла на ширину не менее 20 мм. Зачистить поверхность трубы до чистого металла на ширину не менее 20 мм в каждую сторону от предполагаемых сварных швов. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
Сборка и сварка полумуфт. |
|||
|
4. |
Установка полумуфт на трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на трубу. Зазор между кромками полумуфт и поверхностью трубы не должен превышать 3 мм. Допускается превышение зазора между полумуфтой и трубой до 5 мм на длине не более 300 мм. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина равномерно распределенного по длине смещения кромок не должна превышать 2 мм. Допускается локальное смещение кромок полумуфт не более 2,4 мм на длине не более 200 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|
5. |
Подогрев и сварка продольных швов полумуфт.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности шириной не менее 80 мм от оси шва до 50°С. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. К торцам полумуфт приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва (рис. 1 и рис. 2) обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 3. В процессе сварки вышлифовывать начало и концы прихваток. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания стыков ниже 50 °С следует произвести подогрев кромок до температуры 50 - 70 °С. Наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под ними. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 1 и рис. 2 обратноступенчатым способом в направлении от середины к краям (рис. 3). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выводные пластины с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центраторы звенные ЦЗ-1020 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|
Сварка стыков «муфта - труба». |
|||
|
6. |
Просушка трубы |
Выполнить просушку участка трубы шириной не менее 80 мм, прилегающего к муфте, нагревом до 50 °С.
|
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, контактный термометр |
|
7. |
Выполнение наплавочных слоев шва |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 4, 5б. Наплавочные слои выполняются “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. После выполнения наплавочных валиков зачистить и обработать стык с помощью шлифмашинки. После обработки зазор в стыке “муфта-труба” должен быть в диапазоне от 2 до 2,5 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|
8. |
Просушка трубы и подогрев кромок полумуфт |
Выполнить просушку участка трубы, прилегающего к муфте шириной не менее 80мм, нагревом до 50 °С. Выполнить подогрев свариваемой кромки муфты до температуры не менее 100 - 130 °С. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
|
9. |
Приварка муфты к трубе |
Выполнить сварку корневого и 1-го заполняющего слоев шва в направлении “снизу-вверх” в соответствии с рис.4, 5а. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.2 таблицы 1. Корневой и 1-ый заполняющий слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 валика (рис. 7). Валики выполняются один за другим на длину сжигания электрода. Заполняющие слои шва следует выполнять “снизу-вверх” участками (“ступеньками”), на которых один за другим укладываются 2 параллельных валика (рис. 6). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 100 - 130 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, клещевой амперметр, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр (ТП-1 или подобный), многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ.
|
|
10. |
Неразрушающий контроль |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольные стыковые швы полумуфт, угловые кольцевые швы приварки муфты к трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|
11. |
Механическая обработка угловых кольцевых сварных швов |
Обработать шлифмашинкой усиление угловых кольцевых сварных швов в соответствии с рисунком 8. |
Шаблон УШС-3, штангенциркуль, линейка, шлифмашинка. |
Сборка и сварка технологических полуколец. |
|||
|
12. |
Установка технологических колец на трубу |
Прихватить 2 подкладные пластины к продольным кромкам технологического полукольца. Количество прихваток - не менее 2 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полукольца, равномерно распределив их по длине стыка. Перекос подкладных пластин относительно оси стыка не допускается. Установить оба полукольца на трубу одновременно. Зазор между полукольцами и поверхностью трубы не должен превышать 1,5 мм. Допускается превышение зазора между полукольцом и трубой до 2 мм на длине не более 150 мм. Зазор в стыках продольных швов полуколец при затянутом центраторе должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полукольца с трубы и выполнить подработку одной из кромок полукольца с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина смещения кромок не должна превышать 2 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центратор звенный ЦЗ-1020, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|
13. |
Подогрев и сварка продольных швов технологических полуколец.
|
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности шириной не менее 80 мм от оси шва до 50°С. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. К торцам полуколец приварить выводные планки. Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемого технологического кольца. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 2 длиной не менее 40 мм каждая. Прихватки расположить равномерно по длине стыка. Наружный центратор допускается снимать только после выполнения прихваток. Выполнить сварку корневого слоя шва. В процессе сварки вышлифовывать начало и концы прихваток. Сварку обоих стыков выполнять одновременно. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания стыков ниже 50 °С следует произвести подогрев кромок до температуры 50 - 70 °С. Выполнить сварку заполняющих и облицовочного слоев шва в соответствии с рис. 1. После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выводные пластины с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон
УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, центратор
звенный ЦЗ-1020, шлифмашинка, дисковые проволочные щетки, абразивные круги,
зубило, контактный термометр, печь для прокалки электродов. Многосопловая
пропан-бутан кислородная горелка |
|
Сварка стыков «муфта - технологическое кольцо - труба». |
|||
|
14. |
Подогрев и приварка технологических колец к муфте и трубе. |
Выполнить подогрев свариваемых кромок муфты и технологического кольца до температуры 50 - 70 °С. Ширина зоны подогрева должна быть не менее 80 мм в обе стороны от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить сварку корневого, заполняющих и облицовочного слоев шва в направлении “снизу-вверх” в соответствии с рис. 5, 8. В процессе сварки всех слоев шва следует осуществлять постоянный контроль величин сварочного тока и скорости сварки в соответствии с п.4 таблицы 1. В процессе сварки всех слоев шва следует контролировать температуру кромок муфты и технологического кольца, которая должна быть в диапазоне от 50 °С до 250 °С. В случае остывания кромки ниже 50 °С следует произвести подогрев до температуры 50 - 70 °С. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Шаблон УШС-3, штангенциркуль, линейка, секундомер, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, контактный термометр (ТП-1 или подобный). |
|
15. |
Неразрушающий контроль сварных соединений разрезного тройника |
Выполнить капиллярный и ультразвуковой контроль следующих сварных швов: продольных стыковых швов приварки технологических колец между собой и кольцевых швов приварки технологических колец к муфте и трубе. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|
16. |
Установка и заварка резьбовой заглушки |
В резьбовые отверстия залить антикоррозионную жидкость. Установить и закрутить резьбовую заглушку в соответствии с рисунком 9. Выполнить просушку места сварки. Произвести заварку резьбовой заглушки круговыми швами (режим сварки приведен в п. 5, таблица 1). Производить послойную зачистку сварного шва от шлака и брызг. |
Штангенциркуль,
линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные
круги, зубило, контактный термометр, печь для прокалки электродов,
многосопловая пропан-бутан кислородная горелка |
|
Примечания. 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 2 Минимальное расстояние между продольным швом полумуфт и продольным швом трубы должно быть не менее 100 мм. 3 Минимальное расстояние между продольным швом полумуфт и продольным швом технологических полуколец должно быть не менее 100 мм. 4 Запрещается оставлять сварные соединения незаконченными. 5 Сварка швов выполняется в направлении «снизу-вверх». 6 Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 7 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||
Д.10 Операционная технологическая карта заварки механических и коррозионных повреждений трубы нефтепровода класса прочности К 52 при допустимом давлении и скорости движения нефти
|
|
|
|
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ЗАВАРКИ МЕХАНИЧЕСКИХ И
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-ЗКД-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||||||||||
|
Типоразмер ремонтируемой трубы |
Æ 1020х12 мм |
|||||||||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12,0 |
17Г1С-У |
К52 |
510 |
£ 0,43 |
||||||||||||||||
|
Категория участка нефтепровода |
II |
|||||||||||||||||||||
|
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
|||||||||||||||||||
|
0,75 |
1,15 |
1,4 |
1,0 |
|||||||||||||||||||
|
Параметры выборки |
||||||||||||||||||||||
|
№ |
Типоразмер дефекта |
Диаметр трубы, мм |
Глубина выборки h, мм |
Диаметр дефекта Dк, мм |
Диаметр выборки D, мм |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
|||||||||||||||
|
1 |
Глубокий одиночный дефект (выборка на глубину 70% от толщины стенки трубы) |
1020 |
7 |
36 |
102 |
1,0 |
3,0 |
|||||||||||||||
|
Сварочные материалы и режимы сварки |
||||||||||||||||||||||
|
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|||||||||||||||||
|
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочный |
2,5 |
70-80 |
1,25 ¸ 1,50 |
обратная |
|||||||||||||||||
|
Заполняющие |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
||||||||||||||||||
|
Контурный |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
||||||||||||||||||
|
Облицовочный |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
||||||||||||||||||
|
Минимальное количество слоев при выполнении заварки |
|
|||||||||||||||||||||
|
№ |
Глубина выборки h, мм |
Минимальное количество слоев |
|
|||||||||||||||||||
|
1 |
7,0 |
3 |
|
|||||||||||||||||||
|
Предварительный подогрев и межслойная температура |
||||||||||||||||||||||
|
Температура предварительного подогрева: Просушка трубы. Межслойная температура: в процессе сварки не должна превышать 250 °С. |
||||||||||||||||||||||
Рисунок 1 - Форма выборки на участке коррозионного или механического повреждения стенки трубы.
Рисунок 2 - Последовательность заварки выборки.
Рисунок 3 -Порядок наложения валиков четных и нечетных слоев при заварке выборки.
Рисунок 4 - Параметры наплавки. |
||||||||||||||||||||||
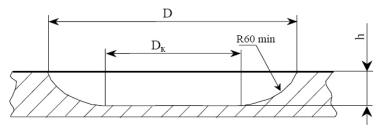
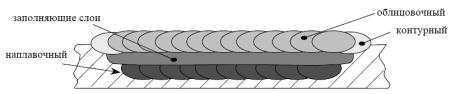

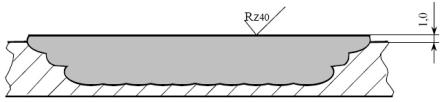
|
Перечень и последовательность операций по подготовке и заварке участка коррозионного или механического повреждения стенки трубы |
|||
|
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1. |
Очистка элементов сварной конструкции |
Очистить трубу от загрязнений, удалить изоляционное покрытие на расстоянии не менее 200 мм в каждую сторону от границ дефекта. |
Скребок, металлическая щетка, шлифмашинка. |
|
2. |
Разметка места выборки |
Разметить участок подготовки повреждения трубы к сварке. |
Линейка, рулетка, несмываемая краска или маркер. |
|
3. |
Подготовка поверхности |
До начала работ по выборке выполнить контроль стенки трубы ультразвуковым толщиномером на отсутствие расслоений и определить фактическую толщину стенки. Контроль выполняется на участке шириной не менее 70 мм от границы дефекта. Выполнить подготовку участка коррозионного повреждения под заварку с помощью шлифмашинки. Форма выборки должна соответствовать рисунку 1. Выполнить измерения остаточной толщины стенки на участке заварки. При остаточной толщине стенки менее 5 мм сварка запрещается. Прилегающую
к выборке поверхность трубы зачистить до чистого металла на ширину не |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, ультразвуковой толщиномер. |
|
4. |
Заварка выборки |
Перед началом работ по сварке укрыть поверхность трубы вокруг выборки от брызг расплавленного металла несгораемым сухим материалом. Выполнить просушку участка трубы под заварку нагревом до 50 °С. Выполнить наплавочный (первый) слой (рисунки 2, 3). Сварку первого и всех последующих нечетных слоев начинают от верхнего по току нефти края выборки. Сварку ведут в направлении «на подъем» параллельными валиками. В процессе сварки наплавочных валиков контролировать сварочный ток и скорость сварки. По завершении сварки каждого валика любого из слоев выполнить его зачистку от шлака и брызг металла. Ширина каждого валика в слое не должна превышать 10 мм. Межваликовое перекрытие должно составлять не менее 3 мм. Выполнить второй (четный) заполняющий слой. Сварку второго слоя и последующих четных слоев начинают от более низкого края выборки валиками параллельными оси трубы. Направление сварки должно соответствовать направлению потока нефти. Выполнить контурный шов. Ширина контурного шва должна быть от 8 до 12 мм. Подрезы при выполнении контурного шва не допускаются. Выполнить облицовочный слой с зачисткой каждого валика от шлака и брызг металла. В процессе сварки заполняющих, контурного и облицовочного слоев контролировать сварочный ток и скорость сварки. Выровнять с помощью шлифмашинки или напильника видимые дефекты поверхности облицовочного слоя и контурного шва, зачистить прилегающие поверхности трубы от металлических брызг. Обработать наплавленный металл шлифовальным кругом до получения ровной поверхности с плавным переходом к металлу и высотой усиления не более 1 мм (рисунок 4). Шероховатость обработанной поверхности для проведения УЗК должна быть не более Rz 40. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|
5. |
Неразрушающий контроль выполненной заварки. |
Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350 - 380 °C. 2 Остаточная толщина стенки трубы должна быть не менее 5 мм. При остаточной толщине стенки менее 5мм заварка дефектов запрещается 3 Работы по заварке каждого дефекта от начала до конца должен выполнять один и тот же сварщик. 4 Сварочную дугу зажигать только в выборке или на наплавленном металле. 5 Запрещается оставлять работы по ремонту дефектного участка незаконченными. 6 Сварка швов выполняется в направлении «снизу-вверх». 7 При выпадении атмосферных осадков или силе ветра более 10 м/с производить сварочные работы без инвентарных укрытий запрещается. 8 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||
Д.11 Операционная технологическая карта заварки механических и коррозионных повреждений трубы нефтепровода класса прочности К 60 при допустимом давлении и скорости движения нефти
|
|
|
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ЗАВАРКИ МЕХАНИЧЕСКИХ
И
|
||
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г.должность подпись Ф. И. О. |
||
|
Шифр карты: РД-ЗКД-2 |
|
Данная операционная технологическая карта
является типовой и предназначена для помощи в разработке
операционно-технологических карт по сварки реальных конструкций. При
разработке операционно-технологических карт по сварке реальных конструкций,
следует руководствоваться требованиями РД «Технология проведения сварочных
работ на действующих магистральных |
|||||||||||||||||||||
Типоразмер ремонтируемой трубы |
Æ 1220 ×24 мм |
||||||||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|||||||||||||||
|
Основная
труба |
1220 |
24,0 |
10Г2ФБЮ |
К60 |
590 |
£ 0,43 |
|||||||||||||||
Категория участка нефтепровода |
II |
||||||||||||||||||||
|
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по |
Коэфф. надежности по назначению, kH |
||||||||||||||||||
|
0,75 |
1,15 |
1,4 |
1,05 |
||||||||||||||||||
Параметры выборки, допустимое давление и скорость потока жидкости |
|||||||||||||||||||||
|
№ |
Типоразмер дефекта |
Параметры трубы (диаметр х толщина стенки), мм |
Глубина выборки h, мм |
Диаметр дефекта Dк, мм |
Диаметр выборки D, мм |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||||||||
|
1 |
Площадной дефект малой глубины (выборка на глубину 30% от толщины стенки основной трубы) |
1220х24 |
7,2 |
191 |
260 |
5,3 |
3,0 |
||||||||||||||
Сварочные материалы и режимы сварки |
|||||||||||||||||||||
|
Марка электрода (тип электрода Э60 по ГОСТ 9467 (Е8018 по AWS A5.5)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
||||||||||||||||
|
ОК 74.70, МТГ-03, Шварц 3К Мод, Кессель 5520 Мо, Линкольн 18П. |
Наплавочный |
3,2 |
90-100 |
1,25 ¸ 1,50 |
обратная |
||||||||||||||||
|
Заполняющие |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|||||||||||||||||
|
Контурный |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|||||||||||||||||
|
Облицовочный |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|||||||||||||||||
Минимальное количество слоев при выполнении заварки |
|||||||||||||||||||||
|
№ |
Глубина выборки h, мм |
Минимальное количество слоев |
|||||||||||||||||||
|
1 |
7,2 |
3 |
|||||||||||||||||||
Предварительный подогрев и межслойная температура |
|||||||||||||||||||||
|
Температура предварительного подогрева: Просушка трубы. нагревом до 50 °С. Межслойная температура: в процессе сварки не должна превышать 250 °С. |
|||||||||||||||||||||
Рисунок 1 - Форма выборки на участке коррозионного или механического повреждения стенки трубы.
Рисунок 2 - Последовательность заварки выборки.
Рисунок 3 -Порядок наложения валиков четных и нечетных слоев при заварке выборки.
Рисунок 4 - Параметры наплавки |
|||||||||||||||||||||

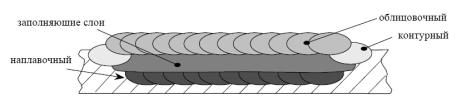
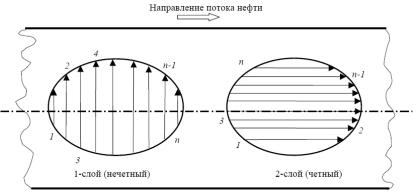
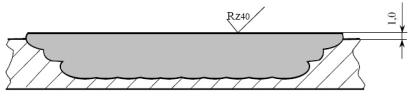
Перечень и последовательность операций по подготовке и заварке участка коррозионного или механического повреждения стенки трубы |
|||
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1. |
Очистка элементов сварной конструкции |
Очистить трубу от загрязнений, удалить изоляционное покрытие на расстоянии не менее 200 мм в каждую сторону от границ дефекта. |
Скребок, металлическая щетка, шлифмашинка. |
|
2. |
Разметка места выборки |
Разметить участок подготовки коррозионного повреждения на теле основной трубы к сварке.
|
Линейка, рулетка, несмываемая краска или маркер. |
|
3. |
Подготовка поверхности |
До начала работ по выборке выполнить контроль стенки трубы ультразвуковым толщиномером на отсутствие расслоений и определить фактическую толщину стенки. Контроль выполняется на участке шириной не менее 70 мм от границы дефекта. Выполнить подготовку участка коррозионного повреждения под заварку с помощью шлифмашинки. Форма выборки должна соответствовать рисунку 1. Выполнить измерения остаточной толщины стенки на участке заварки. При остаточной толщине стенки менее 5 мм сварка запрещается. Прилегающую
к выборке поверхность трубы зачистить до чистого металла на ширину не |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, ультразвуковой толщиномер. |
|
4. |
Заварка выборки |
Перед началом работ по сварке укрыть поверхность трубы вокруг выборки от брызг расплавленного металла несгораемым сухим материалом. Выполнить просушку участка трубы под заварку нагревом до 50 °С. Выполнить наплавочный (первый) слой (рисунки 2, 3). Сварку первого и всех последующих нечетных слоев начинают от верхнего по току нефти края выборки. Сварку ведут в направлении «на подъем» параллельными валиками. В процессе сварки наплавочных валиков контролировать сварочный ток и скорость сварки. По завершении сварки каждого валика любого из слоев выполнить его зачистку от шлака и брызг металла. Ширина каждого валика в слое не должна превышать 10 мм. Межваликовое перекрытие должно составлять не менее 3 мм. Выполнить второй (четный) заполняющий слой. Сварку второго слоя и последующих четных слоев начинают от более низкого края выборки валиками параллельными оси трубы. Направление сварки должно соответствовать направлению потока нефти. Выполнить контурный шов. Ширина контурного шва должна быть от 8 до 12 мм. Подрезы при выполнении контурного шва не допускаются. Выполнить облицовочный слой с зачисткой каждого валика от шлака и брызг металла. В процессе сварки заполняющих, контурного и облицовочного слоев контролировать сварочный ток и скорость сварки. Выровнять с помощью шлифмашинки или напильника видимые дефекты поверхности облицовочного слоя и контурного шва, зачистить прилегающие поверхности трубы от металлических брызг. Обработать наплавленный металл шлифовальным кругом до получения ровной поверхности с плавным переходом к металлу и высотой усиления не более 1 мм (рисунок 4). Шероховатость обработанной поверхности для проведения УЗК должна быть не более Rz 40 |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|
5. |
Неразрушающий контроль выполненной заварки. |
Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль. |
Оборудование и материалы для неразрушающего контроля физическими методами. |
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350 - 380 °C. 2 Остаточная толщина стенки основной трубы должна быть не менее 5 мм. При остаточной толщине стенки менее 5мм заварка дефектов запрещается 3 Работы по заварке каждого дефекта от начала до конца должен выполнять один и тот же сварщик. 4 Сварочную дугу зажигать только в выборке или на наплавленном металле. 5 Запрещается оставлять работы по ремонту дефектного участка незаконченными. 6 Сварка швов выполняется в направлении «снизу-вверх». 7 При выпадении атмосферных осадков или силе ветра более 10 м/с производить сварочные работы без инвентарных укрытий запрещается. 8 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||
Д.12 Операционная технологическая карта сборки и сварки патрубка КИП на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
|
|
|
|
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ ПАТРУБКА КИП НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52 ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: РД-ПР-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||||||||
|
Изделие |
Диаметр |
Стыкуемые элементы |
||||||||||||||||||
|
Патрубки КИП |
Труба: Æ 1020 мм. Патрубок: Æ 40 мм. |
Патрубок + труба |
||||||||||||||||||
|
Характеристика труб и деталей конструкции |
||||||||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||||||||
|
Труба ТУ 14-3-1573-06 |
1020 |
12,0 |
17Г1С |
К52 |
510 |
£ 0,43 |
||||||||||||||
|
Патрубок ОТТ-25.160.10-КТН-006-06 |
40 |
12,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||||||||
|
Сведения о ремонтном участке нефтепровода |
||||||||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
2,5 |
||||||||||||||
|
Последовательность выполнения сборочно-сварочных операций |
||||||||||||||||||||
|
Сборка и приварка патрубка к трубе. |
||||||||||||||||||||
|
Сварочные материалы и режимы сварки |
||||||||||||||||||||
|
№ |
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/с |
||||||||||||||
|
1. |
Патрубок - труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой (1) |
2,5 3,0/3,2 |
70-80 90-120 |
1,4-1,5 |
||||||||||||||
|
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие слои |
2,5 3,0/3,2 |
70-80 100-130 |
1,25 - 1,5 |
||||||||||||||||
|
Облицовочный слой |
2,5 3,0/3,2 |
70-80 100-120 |
1,25 - 1,5 |
|||||||||||||||||
|
Форма разделки кромок и сварного шва «труба - патрубок». |
||||
|
|
|
δП , мм |
n, не менее |
|
|
12 |
4 |
|||
|
1 - корневой слой шва; 3 - n - заполняющие и облицовочный слои шва. Рисунок 1. - Форма разделки кромок и последовательность выполнения проходов при сварке шва «патрубок - труба» |
||||
|
|
||||
|
а) |
б) |
|||
|
Рисунок 2. - Схема выполнения кольцевого шва при сварке стыков «патрубок - труба». |
||||
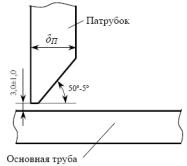

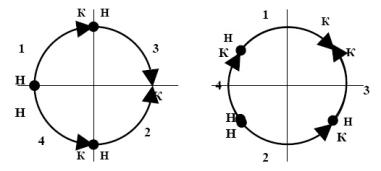
|
Перечень и последовательность операций сборки и сварки |
|||
|
№№ |
Операции |
Содержание операций и требования к поверхности и трубы и патрубка |
Оборудование и инструмент |
|
1. |
Очистка элементов сварной конструкции |
Внешнюю поверхность трубы, внешнюю и внутреннюю поверхности патрубка очистить от загрязнений. |
Скребок, металлическая щетка |
|
2. |
Разметка места приварки патрубка к обечайке |
Разметить место приварки патрубка и границы шва на теле трубы. |
Линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер. |
|
3. |
Подготовка свариваемых кромок патрубка и обечайки |
Осмотреть поверхность трубы и патрубка, свариваемые кромки; Царапины, риски, задиры на теле трубы и патрубка свыше 0,2 мм, но не более 0,5 мм, устранить шлифованием; Забоины и задиры фасок патрубка глубиной до 3 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100-130 °C независимо от температуры окружающей среды. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Свариваемую кромку патрубка и прилегающие к ней внутреннюю и наружную поверхности зачистить до чистого металла на ширину не менее 20 мм; Зачистить поверхность трубы до чистого металла на ширину не менее 20 мм в каждую сторону от разметки сварного шва. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, односопловая газовая горелка. |
|
Сборка и сварка стыка «патрубок - труба». |
|||
|
4. |
Сборка сварного соединения «патрубок - труба». |
Установить
патрубок на трубу с зазором Для обеспечения зазора использовать калибр или электродную проволоку соответствующего диаметра. В процессе регулирования зазора необходимо обеспечить следующие параметры: отклонение от перпендикулярности патрубка и трубы, измеренное по образующей трубы и поверхностью патрубка, должно быть не более 1º; отклонение патрубка от вертикали должно быть не более 1º; смещение патрубка относительно размеченного контура не должно превышать 3 мм. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
|
5. |
Подогрев свариваемых кромок. |
Выполнить просушку свариваемых кромок патрубка и прилегающей поверхности трубы нагревом до 50 °С. В случае, если толщина патрубка превышает 10 мм, выполнить предварительный подогрев кромок патрубка до температуры 100-130 °С. Ширина зоны подогрева патрубка должна быть не менее 80 мм от привариваемого торца. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, односопловая газовая горелка. |
|
6. |
Выполнение сварки стыка «патрубок - труба». |
Выполнить сварку прихваток по режиму сварки корневого слоя шва, равномерно распределив их по периметру патрубка. Количество прихваток - не менее двух. Длина каждой прихватки должна составлять 20 - 30мм. После выполнения прихваток калибр или проволока должны быть удалены из зазора. Выполнить сварку корневого слоя шва обратноступенчатым методом (рис.2). В процессе сварки корневого слоя шва вышлифовать начало и конец прихваток; В процессе сварки осуществлять контроль температуры свариваемых кромок патрубка, которая должна быть в диапазоне 50 - 250 °С. В случае остывания стыка ниже 50 °С следует произвести подогрев патрубка до температуры 100 - 130 °С. Зачистить корневой слой шва от шлака и брызг; Выполнить сварку заполняющих и облицовочного слоев шва (рис.2); После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, односопловая газовая горелка. |
|
Примечания: 1 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 2 Минимальное расстояние между продольным швом основной трубы и швом приварки патрубка к основной трубе должно быть не менее 100 мм. 3 Запрещается оставлять незаконченными сварные соединения. 4 Контроль качества сварных швов должен выполняться
по РД-08.00-60.30.00-КТН-046-1-05 |
|||
Д.13 Операционная технологическая карта сборки и сварки выводов электрохимической защиты на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАСБОРКИ И СВАРКИ ВЫВОДОВ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫНА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г.должность подпись Ф. И. О. |
||
|
Шифр карты: РД-ЭХЗ-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
|||||||
Изделие |
Параметры трубы |
||||||
|
Выводы ЭХЗ |
Ø1020 × 12 мм |
||||||
Характеристика труб и деталей конструкции |
|||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12,0 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
|
|
Стальной вывод ЭХЗ, ТУ 1469-001-01297858-01 |
8,0 |
- |
Ст 20 |
К42 |
410 |
£ 0,40 |
|
|
Переходная пластина, ТУ 1469-001-01297858-01 |
- |
3,0 |
Ст 20 |
К42 |
410 |
£ 0,40 |
|
Сведения о ремонтном участке нефтепровода |
|||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти трубопроводе, м/c (не более) |
|
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
3,0 |
|
Последовательность выполнения сборочно-сварочных операций |
|||||||
|
Приварка переходной пластины к кольцевому шву трубопровода. Приварка вывода ЭХЗ к переходной пластине. |
|||||||
Таблица 1 Сварочные материалы и режимы сварки |
|||||||
|
№ п/п |
Свариваемые элементы |
Марка электрода. |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. |
Переходная пластина - кольцевой шов трубопровода |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
1-й и 2-й слои |
2,5
3,0/3,2 |
70-90
100-120 |
1,25 ¸ 1,50 |
обратная |
|
2. |
Вывод ЭХЗ - переходная пластина |
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS A5.1) марок МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
1-й и 2-й слои |
2,5
3,0/3,2 |
70-90
100-120 |
1,25 ¸ 1,50 |
обратная |
Эскиз сварного соединения |
|
|
|
|
Рис. 1. Схема приварки переходной пластины к кольцевому шву трубопровода.1 - труба; 2 - кольцевой шов трубопровода; 3 - переходная пластина; 4 - нахлесточные швы приварки переходной пластины к кольцевому шву трубопровода. |

Эскиз сварного соединения |
|
|
|
|
Рис. 2. Схема приварки вывода ЭХЗ к поверхности переходной пластины.1 - труба; 2 - кольцевой шов трубопровода; 3 - переходная пластина; 4 - нахлесточные швы приварки переходной пластины к кольцевому шву трубопровода; 5 - вывод ЭХЗ;6 - угловые швы приварки вывода ЭХЗ к поверхности переходной пластины. |

Перечень и последовательность операций сборки и сварки |
|||
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1. |
Обработка поверхности трубы |
Произвести зачистку внешней поверхности основной трубы, в месте предполагаемой установки вывода ЭХЗ от изоляции и загрязнений. Зашлифовать облицовочный слой кольцевого сварного шва основной трубы на расстоянии 50 мм в каждую сторону от места предполагаемой приварки вывода ЭХЗ. Остаточная величина усиления сварного шва должна быть не менее 1 мм. Зачищенная поверхность должна быть гладкой, чешуйчатость облицовочного слоя шва должна быть удалена. Выполнить зачистку переходной пластины и вывода ЭХЗ до чистого металла. |
Скребок, металлическая щетка, шлифмашинка, дисковые проволочные щетки, абразивные круги, |
|
2. |
Сборка и сварка соединения «переходная пластина - кольцевой шов трубопровода». |
Установить переходную пластину на подготовленный участок сварного шва (рис.1). Просушить место сварки с помощью газовой горелки Выполнить сварку прихваток, в пазах переходной пластины равномерно распределив их по длине. Количество прихваток - не менее 2-х. Приварить переходную пластину к кольцевому шву трубопровода. Сварка выполняется в пазах переходной пластины с полным их заполнением. Величина перекрытия швом кромок паза должна быть не менее 1 мм. Количество слоев шва не менее 2-х. По окончанию сварки произвести зачистку соединения от шлака и брызг. |
Сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, печь для прокалки электродов, газовая горелка. |
|
3. |
Сборка и сварка соединения «вывод ЭХЗ - переходная пластина». |
Зачистить поверхность переходной пластины в месте приварки вывода ЭХЗ. Просушить место сварки с помощью газовой горелки Установить вывод ЭХЗ по оси центральной части пластины и выполнить сварку прихваток. Выполнить сварку угловых швов, с двух сторон вывода ЭХЗ (рис.2). Количество слоев в шве должно быть не менее 2-х. По окончанию сварки произвести зачистку соединения от шлака и брызг. Выполнить визуальный и измерительный контроль, контроль капиллярным методом сварных соединений приварки пластины к трубе и вывода ЭХЗ к пластине. |
Сварочный пост, токовые клещи, шлифмашинка, дисковые проволочные щетки, абразивные круги, печь для прокалки электродов, газовая горелка. |
|
Примечания: 1 Электроды прокаливать перед сваркой в течение 1,5 - 2 часа при температуре 350- 380 ºC. 2 Место приварки выводов ЭХЗ следует располагать в верхней четверти периметра трубы с максимальным отклонением от зенита ±10º, на кольцевом сварном шве на расстоянии не менее 100 мм от пересечения продольного и кольцевого швов. 3 Запрещается оставлять сварные соединения незаконченными. 4 Контроль качества сварных швов должен
выполняться по РД-08.00-60.30.00-КТН-046-1-05 |
|||
Д.14 Операционная технологическая карта термитной сварки катодных выводов электрохимической защиты на трубе класса прочности К52 при допустимом давлении и скорости движения нефти
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ТЕРМИТНОЙ СВАРКИ КАТОДНЫХ ВЫВОДОВ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ НА ТРУБЕ КЛАССА ПРОЧНОСТИ К 52 ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
|
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г. должность подпись Ф. И. О. |
||
|
Шифр карты: Т-ЭХЗ-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
|||||||
|
Изделие |
Параметры трубы |
||||||
|
Катодные выводы ЭХЗ |
Ø1020 × 12 мм |
||||||
|
Характеристика труб и деталей конструкции |
|||||||
|
Элемент |
Диаметр, мм/ сечение, мм2 |
Толщина стенки, мм |
Марка материала |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12,0 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
|
|
Медный катодный вывод ЭХЗ |
6,0 |
- |
Медь марки ММ |
- |
260 - 280 |
- |
|
|
Сведения о ремонтном участке нефтепровода |
|||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
|
|
II |
0,75 |
1,15 |
1,4 |
1,0 |
4,3 |
3,0 |
|
|
Последовательность выполнения сборочно-сварочных операций |
|||||||
|
1 Подготовка участка трубы нефтепровода к приварке катодного вывода ЭХЗ. 2 Подготовка кабеля вывода ЭХЗ. 3 Термитная сварка вывода ЭХЗ на трубе. |
|||||||
|
Таблица 1 Сварочные материалы |
||
|
№ п/п |
Свариваемые элементы |
Марка термита |
|
1. |
Катодный вывод ЭХЗ - труба нефтепровода |
Медный термит по ТУ 1793-001-43750384-2006 |
|
Эскиз сварного соединения |
|
|
|
Рисунок 1. - Схема установки многоразовой тигель-формы с термитной смесью на нефтепровод 1 - шнур замедленного горения, 2 - крышка тигель-формы, 3 - термоподжиг, 4 - корпус тигель-формы, 5 - термитная смесь, 6 - мембрана, 7 - литниковая камера, 8 - провод вывода ЭХЗ в изоляции, 9 - стенка нефтепровода, 10 - зачищенный от изоляции провод вывода ЭХЗ |
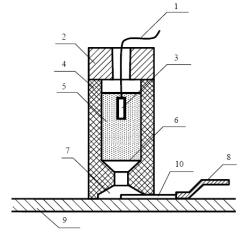
|
Перечень и последовательность операций сборки и сварки |
|||
|
№№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1. |
Подготовка поверхности трубы |
Произвести зачистку изоляционного покрытия на участке установки вывода ЭХЗ от загрязнений. Разметить участок удаляемой изоляции. Разогреть участок удаляемого изоляционного покрытия до температуры 70 - 90°C и удалить его с помощью скребка и проволочной щетки. Размер участка с удаленной изоляцией - 150 × 200 мм. Зачистить участок трубы с удаленной изоляцией с помощью шлифмашинки до чистого металла. Обезжирить зачищенный участок с помощью растворителя (спирта или ацетона).
|
Скребок, металлическая щетка, шлифмашинка, дисковые проволочные щетки, абразивные круги, шаблон 150х200 мм, линейка 300 мм, мелок, чертилка стальная, контактный термометр, газовая горелка, растворитель, ветошь. |
|
2. |
Подготовка кабеля вывода ЭХЗ. |
Удалить изоляцию на конце кабеля на длине 120 мм. Зачистить проводники на оголенном участке с помощью наждачной бумаги. |
Нож монтерский, пассатижи монтерские, наждачная бумага. |
|
3. |
Термитная сварка вывода ЭХЗ на трубе |
Просушить место сварки вывода ЭХЗ с помощью газовой горелки Установить привариваемый участок кабеля в зоне сварки, закрепив изолированную часть кабеля на нефтепроводе с помощью скотча. Поместить тигель-форму над привариваемым медным выводом ЭХЗ таким образом, чтобы оголенный вывод выходил на 2-3 мм за наружную стенку тигель-формы. Загерметизировать вход медного кабеля в тигель-форму стойкой к высокой температуре обмазкой, например глиной, и установить на вывод ЭХЗ теплоотвод. Засыпать в тигель-форму термосмесь, слегка утрамбовать ее. Масса термосмеси - 54 г. Через запальное отверстие поджечь термосмесь термоспичкой. После сгорания термосмеси через 5 минут снять тигель-форму, теплоотвод отсоединить от вывода ЭХЗ. |
Газовая горелка, термосмесь, термоспички. |
|
4. |
Контроль качества приварки |
Осмотреть образовавшееся соединение. Зачистить соединение от образовавшихся наплывов и острых кромок. Оценить механическую прочность приварки вывода кабеля ЭХЗ однократным ударом молотком с двух сторон сварного шва в касательном к трубе направлении. Оценить переходное сопротивление контакта. Указанное сопротивление не должно превышать 50 мкОм. |
Молоток
массой Микроомметр
MMR-610 или |
Д.15 Операционная технологическая карта исправления дефектов сварных швов ремонтной конструкции П8 при допустимом давлении и скорости движения нефти
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАИСПРАВЛЕНИЯ ДЕФЕКТОВ СВАРНЫХ ШВОВРЕМОНТНОЙ КОНСТРУКЦИИ П8ПРИ ДОПУСТИМОМ ДАВЛЕНИИ И СКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г.должность подпись Ф. И. О. |
||
|
Шифр карты: РД-Р-1 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
||||||||||||||
Изделие |
Параметр основной трубы |
|||||||||||||
|
Муфтовый тройник с патрубком ответвления (Тип П8) |
Основная труба - Æ 1020×12 мм, патрубок - Æ 530×16 мм |
|||||||||||||
Характеристика труб и деталей конструкции |
||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
||||||||
|
Основная труба ТУ 14-3-1573-06 |
1020 |
12 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
||||||||
|
Патрубок, ТУ1469-002-01297858-05 |
530 |
16,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Полумуфта с отверстием, простая полумуфта ТУ1469-002-01297858-05 |
1060 |
20,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
||||||||
|
Подкладные пластины, ТУ1469-002-01297858-05 |
- |
1,5 |
20 |
- |
- |
£ 0,40 |
||||||||
|
Выводные планки ТУ1469-002-01297858-05 |
- |
4,0 |
20 |
- |
- |
£ 0,40 |
||||||||
Сведения о ремонтном участке нефтепровода |
||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,05 |
4,3 |
2,5 |
||||||||
Последовательность выполнения операций |
||||||||||||||
1 Разметка зоны ремонта сварного шва.2 Выборка дефекта. 3 Предварительный подогрев/просушку зоны ремонта. 4 Сварка ремонтного участка. 5 Визуальный и измерительный контроль, контроль методом проникающей цветной дефектоскопии и ультразвуковой контроль. |
||||||||||||||
Таблица 1 Сварочные материалы и режимы сварки |
||||||
|
№ |
Слои шва |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
|
1. |
Корневой |
МТГ-01К, ЛБ-52У,ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
2,5 |
70-80 |
1,25 ¸ 1,50 |
обратная |
|
2. |
Заполняющие и облицовочный слои |
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
3,0/3,2 (2,5) |
100-130 (70-80) |
1,40 ¸ 1,50 |
обратная |
Форма разделки кромок и сварного шва |
|
|
|
|
|
Рис. 1 - Форма поперечного сечения ремонтного шва сварного соединения “труба - патрубок”. Ремонт дефектов корневого слоя со сквозным пропилом снаружи |
|

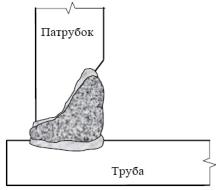
|
|
|
|
Рис. 2 - Форма поперечного сечения ремонтного шва сварного соединения “патрубок - муфта - труба”. Ремонт дефектов корневого слоя со сквозным пропилом снаружи |
|
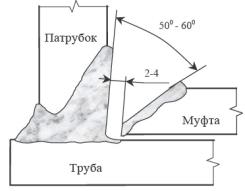
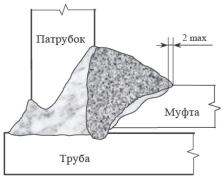
|
|
|
|
Рис. 3 - Форма поперечного сечения ремонтного шва сварного соединения “патрубок - муфта - труба”. Ремонт подреза в облицовочном слое шва. |
|


|
|
|
|
Рис. 4 - Форма поперечного сечения
ремонтного шва сварного соединения “муфта - труба”. |
|
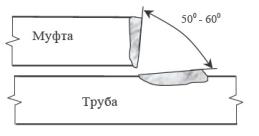
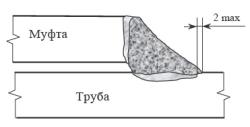
|
|
|
|
Рис. 5 - Форма поперечного сечения ремонтного шва сварного соединения “муфта - труба”. Ремонт подреза в облицовочном слое шва. |
|
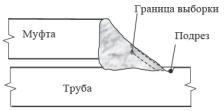
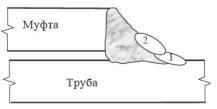
|
|
|
|
Рис. 6 - Форма поперечного сечения ремонтного шва сварного соединения полумуфт. Ремонт дефектов корневого слоя со сквозным пропилом снаружи. |
|

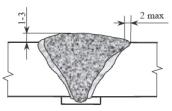
|
|
|
|
Рис. 7 - Форма поперечного сечения ремонтного шва сварного соединения полумуфт. Ремонт подреза в облицовочном слое шва. |
|

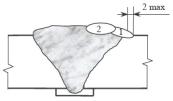
Перечень и последовательность операций |
|||
№№ |
Операции |
Содержание операций и требования |
Оборудование иинструмент |
|
1. |
Разметка и удаление дефектов |
По результатам неразрушающего контроля отметить на стыке место дефекта. Размеченный
участок должен быть длиной не менее
100 мм и размечен таким образом, чтобы превышать размеры исправляемого
дефекта не менее, чем на Устранить шлифованием дефекты, подлежащие ремонту. При этом глубина вышлифованного металла должна обеспечить полное удаление дефекта. |
Кольцевой шаблон, мерный пояс, щетка, шаблон сварщика УШС-3, шлифмашинка, абразивные круги, дисковая проволочная щетка. |
|
2. |
Подготовка кромок |
Произвести разделку кромок под сварку, при этом ширина раскрытия кромок должна быть меньше ширины облицовочного слоя на 2-4мм. При ремонте подреза, размеченный участок должен включать в себя часть облицовочного слоя шва, прилегающего к месту подреза, размером достаточным для выполнения двух параллельных валиков шириной 10 мм каждый. Формы поперечного сечения различных типов сварных швов приведены на рис. 1-4. |
Шаблон сварщика УШС-3, штангенциркуль, шлифмашинка, абразивные круги. |
|
3. |
Просушка / подогрев стыка |
Выполнить просушку участка трубы, прилегающего к зоне ремонта, нагревом до 50 °С. Выполнить равномерный подогрев ремонтируемого участка стыка со стороны усиливающей муфты и/или патрубка до температуры не менее (230+20) °C. В случае ремонта продольного шва полумуфт необходимо выполнить подогрев ремонтного участка до температуры (100+30) °C. Длина зоны подогрева должна превышать длину обработанного под ремонт участка не менее чем на 100 мм в каждую сторону. Ширина зоны подогрева должна быть не менее 80 мм от оси ремонтного участка шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, контактный термометр (термокарандаш) |
|
4. |
Заварка дефектных участков |
Выполнить сварку первого слоя ремонтируемого участка шва. Зачистить первый слой ремонтного шва от шлака и брызг с помощью шлифмашинки. В процессе сварки осуществлять межслойный подогрев ремонтного участка до температуры (230+20) °C. При ремонте продольных швов полумуфт необходимо контролировать температуру ремонтного участка на расстоянии 15 мм от свариваемых кромок. В случае их остывания ниже 50 °C следует произвести подогрев до температуры (100+30) °C. Выполнить сварку заполняющих и облицовочного слоев шва. Высота каждого слоя при заварке дефектного участка не должна превышать 3,0 мм. В процессе сварки следует производить зачистку каждого слоя от шлака и брызг. Перерывы между окончанием сварки любого из слоев шва и началом сварки последующего должны быть не более 5 минут. После окончания ремонтной сварки следует зачистить от сварочных брызг отремонтированный шов и прилегающие участки основного металла с помощью металлических щеток. Выполнить неразрушающий контроль методом ВИК, проникающей цветной дефектоскопии и ультразвуковой контроль отремонтированного участка сварного шва. |
Сварочный агрегат, шлифмашинка, дисковая проволочная щетка, абразивные круги, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, зубило, печь для прокалки электродов типа СНО, термопеналы. |
|
Примечания 1 Ремонт должен быть выполнен за один прием от начала и до конца (без каких-либо перерывов) одним и тем же сварщиком. 2 Выборка дефектных участков должна производиться с помощью абразивного круга. 3 Максимальная длина единовременного ремонтируемого участка - 200 мм. 4 Ремонт подреза единичным ниточным швом не допускается. 5 Ремонт трещин не допускается. 6 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 7 Сварку выполнять способом «снизу - вверх». 8 В месте выполнения ремонта допускается увеличение ширины шва не более, чем на 2,0 мм; 9 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. |
|||
Д.16 Операционная технологическая карта исправления дефектов сварных швов заварки коррозионных и механических повреждений трубы нефтепровода при допустимом давлении и скорости движения нефти
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
УТВЕРЖДАЮ _____________________ должность __________/___________ Подпись Ф. И. О. «___»___________200_ г.
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТАИСПРАВЛЕНИЯ ДЕФЕКТОВ СВАРНЫХ ШВОВ ЗАВАРКИКОРРОЗИОННЫХ И МЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙТРУБЫ НЕФТЕПРОВОДА ПРИ ДОПУСТИМОМ ДАВЛЕНИИ ИСКОРОСТИ ДВИЖЕНИЯ НЕФТИ
|
||
Карта разработана: _____________ / _____________ / _____________ «___»________200_ г.должность подпись Ф. И. О. |
||
|
Шифр карты: РД-Р-2 |
|
Данная операционная технологическая карта является типовой и предназначена для помощи в разработке операционно-технологических карт по сварки реальных конструкций. При разработке операционно-технологических карт по сварке реальных конструкций, следует руководствоваться требованиями РД «Технология проведения сварочных работ на действующих магистральных нефтепроводах». |
|||||||||||||||||
Типоразмер ремонтируемой трубы |
Æ 1020×12 мм |
||||||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|||||||||||
|
Труба нефтепровода ТУ 14-3-1573-06 |
1020 |
12,0 |
17Г1СУ |
К52 |
510 |
£ 0,43 |
|||||||||||
Сведения о ремонтном участке нефтепровода |
|||||||||||||||||
|
Категория участка нефтепровода |
Коэфф. условий работы, m |
Коэфф. надежности по нагрузке, n |
Коэфф. надежности по материалу, k1 |
Коэфф. надежности по назначению, kH |
Допустимое давление в трубе при выполнении работ, МПа (не более) |
Допустимая скорость движения нефти в трубопроводе, м/c (не более) |
|||||||||||
|
II |
0,75 |
1,15 |
1,4 |
1,05 |
2,6 |
3,0 |
|||||||||||
Последовательность выполнения операций |
|||||||||||||||||
Разметка зоны ремонта шва заварки коррозионного повреждения.Выборка дефекта. Предварительный подогрев/просушку зоны ремонта. Сварка ремонтного участка. Визуальный и измерительный контроль, контроль методом проникающей цветной дефектоскопии и ультразвуковой контроль. |
|||||||||||||||||
Сварочные материалы и режимы сварки |
|||||||||||||||||
|
Марка электрода |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Скорость сварки, мм/c |
Полярность |
||||||||||||
|
Тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1). МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочный |
2,5 |
70-80 |
1,25 ¸ 1,50 |
обратная |
||||||||||||
|
Заполняющие |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|||||||||||||
|
Облицовочный |
3,0/3,2 |
100-120 |
1,25 ¸ 1,50 |
обратная |
|||||||||||||
|
Рисунок 1 - Подготовка шва заварки к ремонту.
Рисунок 2 - Последовательность выполнения ремонтных швов.
Рисунок 3 - Обработка поверхности после выполнения ремонтных швов. |
|||||||||||||||||



Перечень и последовательность операций |
|||
№№ |
Операции |
Содержание операций |
Оборудование иинструмент |
|
1. |
Разметка и удаление дефектов |
По результатам неразрушающего контроля отметить на шве место дефекта. Размеченный участок должен выполнен таким образом, чтобы превышать максимальный размер исправляемого дефекта не менее, чем на 20 мм в каждую сторону. Устранить шлифованием дефект, подлежащий ремонту. При этом глубина вышлифованного металла, должна превышать глубину залегания дефекта на 1 мм. |
Кольцевой шаблон, мерный пояс, щетка, шаблон сварщика УШС-3, шлифмашинка, абразивные круги, дисковая проволочная щетка. |
|
2. |
Подготовка ремонтируемого участка |
Произвести разделку кромок под сварку, при этом ширина раскрытия кромок должна обеспечивать полное удаление дефекта и быть не менее 2,5 мм. Форма разделки кромок приведена на рис. 1. |
Шаблон сварщика УШС-3, штангенциркуль, шлифмашинка, абразивные круги. |
|
3. |
Подогрев ремонтируемого участка |
Выполнить подогрев ремонтируемого участка заварки коррозионного повреждения нагревом до температуры (230+20) °C. Область зоны подогрева должна превышать длину обработанного под ремонт участка не менее чем на 100 мм в каждую сторону. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, контактный термометр (термокарандаш) |
|
4. |
Заварка ремонтируемого участка |
Выполнить сварку наплавочного слоя ремонтируемого участка шва Рис. 2. При ширине ремонтного участка более 50 мм используется технология сварки параллельными ниточными валиками с взаимным перекрытием 2-3 мм. Направление сварки ниточных валиков в последующих слоях должно быть перпендикулярно направлению сварки валиков предыдущего слоя. Зачистить первый слой ремонтного шва от шлака и брызг с помощью шлифмашинки. В процессе сварки следует выполнять межслойный подогрев с температурой (230+20) °C. Выполнить сварку заполняющих и облицовочного слоев шва. Высота каждого слоя при заварке дефектного участка не должна превышать 3,0 мм В процессе сварки следует производить зачистку каждого слоя от шлака и брызг. Перерывы между окончанием сварки любого из слоев шва и началом сварки последующего должны быть не более 5 минут. После окончания ремонтной сварки следует зачистить от сварочных брызг отремонтированный шов и прилегающие участки основного металла с помощью металлических щеток. Обработать, выполненный шов, заподлицо с поверхностью шва заварки коррозионного повреждения. Рис. 3. Шероховатость обработанной поверхности для проведения УЗК должна быть не более Rz 40. Выполнить визуальный и измерительный контроль, капиллярный и ультразвуковой контроль отремонтированного участка сварного шва. |
Сварочный агрегат, шлифмашинка, дисковая проволочная щетка, абразивные круги, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, зубило, печь для прокалки электродов типа СНО, термопеналы. |
|
Примечания: 1 Ремонт должен быть выполнен за один прием от начала и до конца (без каких-либо перерывов) одним и тем же сварщиком. 2 Выборка дефектных участков должна производиться с помощью абразивного круга. 3 Остаточная толщина стенки при выборке дефектного участка должна быть не менее 5 мм 4 Максимальная длина единовременного ремонтируемого участка - 200 мм. 5 Количество слоев в ремонтном шве должно быть не менее 2-х. 6 Ремонт трещин не допускается. 7 Электроды прокаливать 1,5 - 2 часа при температуре 350-380 °C. 8 Сварку выполнять способом «снизу - вверх». 9 Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 ”Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов”. 10 В процессе подготовки выборки и последующей ее заварке необходимо выполнять требования по безопасности проведения работ, в соответствии с РД-13.100.00-КТН-196-06. |
|||
Библиография
[1] API Standard 1104 - Welding of Pipelines and Related Facilities, 19-th Edition [Сварка нефтепроводов и деталей. Стандарт США]
[2] DEP 31.38.60.10 - Gen Hot-tapping on pipelines, piping and equipment. Manual - Shell International Oil Products B.V. - Design and engineering practice [Огневые работы на трубопроводах и сетях. Стандарт Шелл - Конструкторская и инженерная практика].
[3] СТО Газпром - 2006 Стандарт организации. Инструкция по технологии производства работ на газопроводах врезкой под давлением
[4] ТУ 1469-012-01297858-2007 Ремонтные конструкции для трубопроводов диаметром 1067 мм и 1220 мм и давлением 10,0 МПа. Технические условия
[5] ТУ 1469-015-01297858-2007 Ремонтные конструкции для трубопроводов диаметром 1067 мм и 1220 мм на давление 10,0 МПа. Тройники разрезные. Технические условия
[6] ТУ 1469-001-01297858-01 Приварные муфты и патрубки для ремонта действующих магистральных нефтепроводов. Технические условия
[7] ТУ 1469-002-01297858-05 Муфтовые и разрезные тройники для врезки и ремонта на действующих нефтепроводах. Технические условия
[8] ТУ 1793-001-43750384-2006 Термитная смесь медная - НГК. Технические условия
Ключевые слова: технология сварки ремонтных конструкций, ремонт дефектов нефтепроводов, ремонтная конструкция, допустимое давление, допустимая скорость движения нефти, остаточная толщина стенки трубы.
|
Руководитель разработки:
Генеральный директор ООО «Институт ВНИИСТ»
|
А.В. Ивакин
|
|
Исполнители:
Директор Центра сварки и испытаний труб ООО «Институт ВНИИСТ»
|
С.В. Головин |
|
Заведующий лабораторией сварочного оборудования и технологии сварки при строительстве и ремонте наземных объектов магистральных и промысловых трубопроводов |
А.П. Ладыжанский |
|
В.н.с лаборатории сварочного оборудования и технологии сварки при строительстве и ремонте наземных объектов магистральных и промысловых трубопроводов |
А.С. Зандберг |
|
С.н.с лаборатории сварочного оборудования и технологии сварки при строительстве и ремонте наземных объектов магистральных и промысловых трубопроводов |
А.А. Сажаев |
|
Научный сотрудник лаборатории сварочного оборудования и технологии сварки при строительстве и ремонте наземных объектов магистральных и промысловых трубопроводов |
Н.В. Теревков |
|
М.н.с лаборатории сварочного оборудования и технологии сварки при строительстве и ремонте наземных объектов магистральных и промысловых трубопроводов |
Д.В. Рахманов |